Fresatura del campione di prova e verifica dei valori
Flusso di lavoro Taratura della macchina.
Prerequisiti
-
La taratura è stata preparata.
-
Il micrometro è stato preparato.
-
Si sa come eseguire un singolo job.
Vedere Come lavorare i job
-
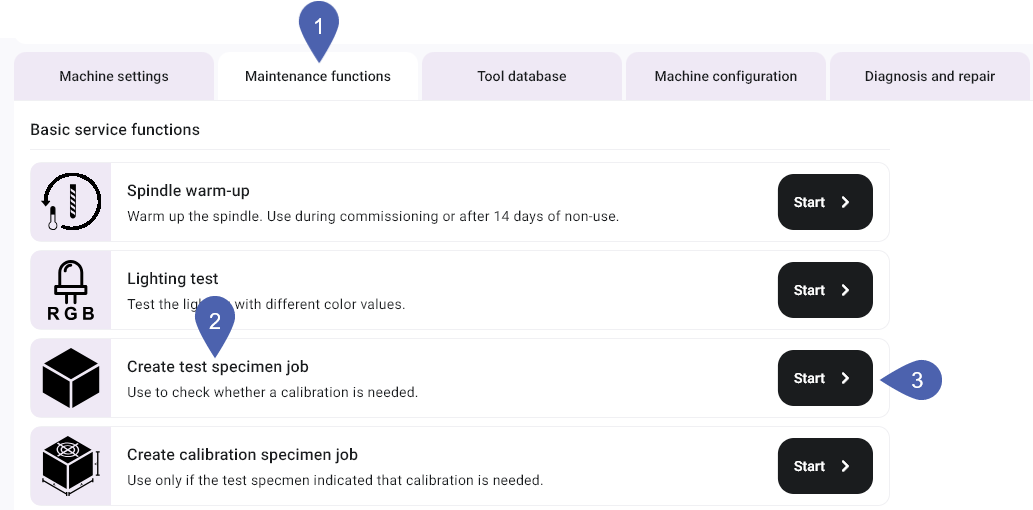
Aprire la gestione macchine con la seguente icona nella barra delle icone principale:

-
Selezionare la scheda Funzioni di assistenza.
-
Nella funzione Crea job campione di prova selezionare il pulsante Avvia.
-
dentalcnc aggiunge il job alla coda d'attesa.
-
Aprire la vista Lavorazione con la seguente icona nella barra delle icone principale:

-
Eseguire il job come qualsiasi altro job.
-
Rimuovere il campione di prova dalla macchina.
- E3
- E4
- E5
- K5, K5+, S5, S5m
- N4+
- R5
-
Rimuovere il campione di prova dalla macchina.
-
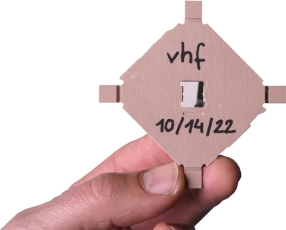
Raccomandazione: Contrassegnare il campione di prova con un nome e una data.
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione utilizzando un pennello.
-
Raccomandazione: Disporre le singole parti su una superficie piana in modo da poter usare entrambe le mani per utilizzare il micrometro.
-
Misurare il campione di prova.
- Misurare ogni punto 2 volte.
-
Annotare tutti i valori misurati.
-
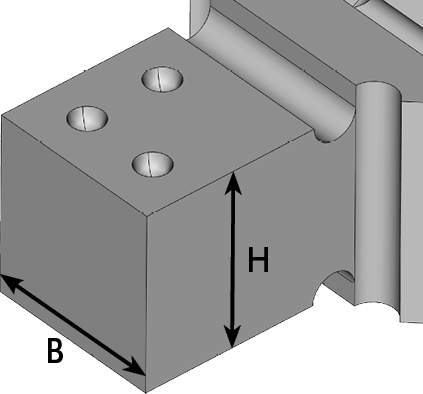
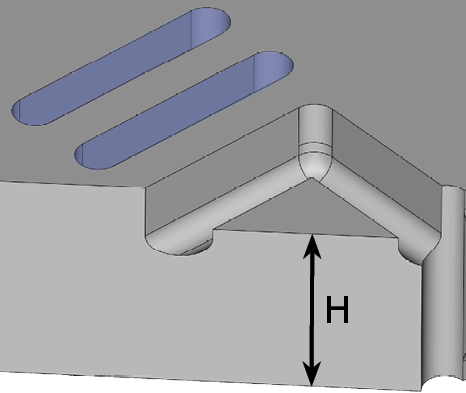
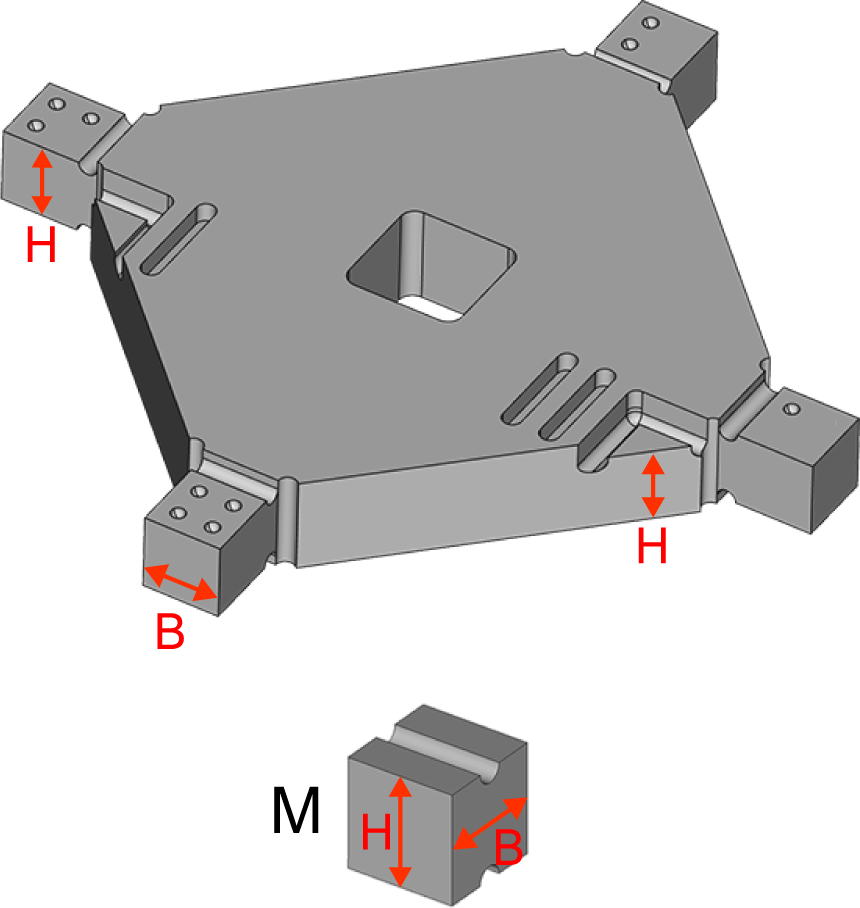
Misurare l’altezza dei punti di misurazione che iniziano con H.
Numero di punti di misurazione: 2
-
Misurare la larghezza dei punti di misurazione che iniziano con B.
Numero di punti di misurazione: 4
-
Confrontare i valori misurati con la tabella seguente.
(facoltativa) Utilizzare inoltre il modulo interattivo specifico della macchina insieme al controllo manuale.
-
Se tutti i valori misurati rientrano nell’intervallo di tolleranza, non è necessario eseguire la taratura. In caso contrario, continuare con la lavorazione e la misurazione di un campione di taratura.
-
Rimuovere il campione di prova dalla macchina.
-
Raccomandazione: Contrassegnare il campione di prova con un nome e una data.
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione utilizzando un pennello.
-
Raccomandazione: Disporre le singole parti su una superficie piana in modo da poter usare entrambe le mani per utilizzare il micrometro.
-
Misurare il campione di prova.
- Misurare ogni punto 2 volte.
-
Annotare tutti i valori misurati.
-
Confrontare i valori misurati con la tabella seguente.
(facoltativa) Utilizzare inoltre il modulo interattivo specifico della macchina insieme al controllo manuale.
-
Se tutti i valori misurati rientrano nell’intervallo di tolleranza, non è necessario eseguire la taratura. In caso contrario, continuare con la lavorazione e la misurazione di un campione di taratura.
-
Rimuovere il campione di prova dalla macchina.
-
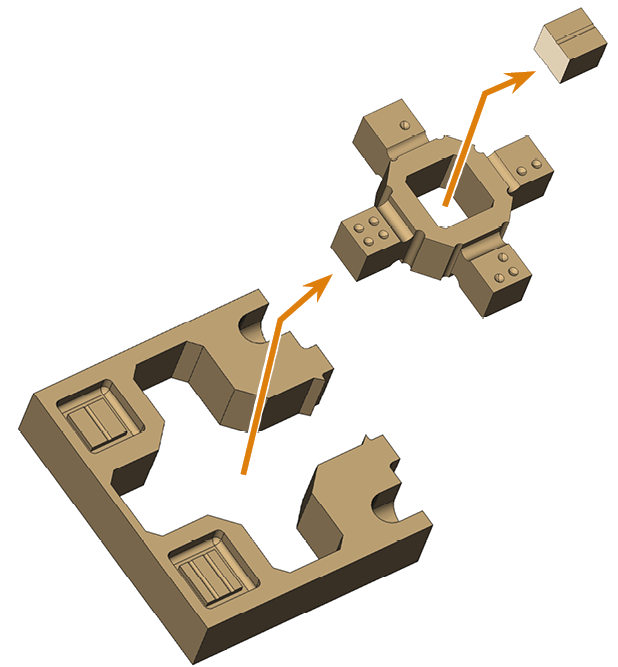
Separare i componenti.
-
Raccomandazione: Contrassegnare il campione di prova con un nome e una data.
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione utilizzando un pennello.
-
Raccomandazione: Disporre le singole parti su una superficie piana in modo da poter usare entrambe le mani per utilizzare il micrometro.
-
Misurare il campione di prova.
- Misurare ogni punto 2 volte.
-
Annotare tutti i valori misurati.
-
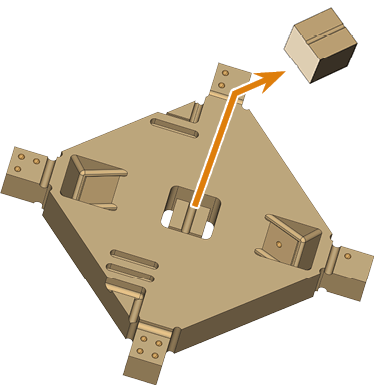
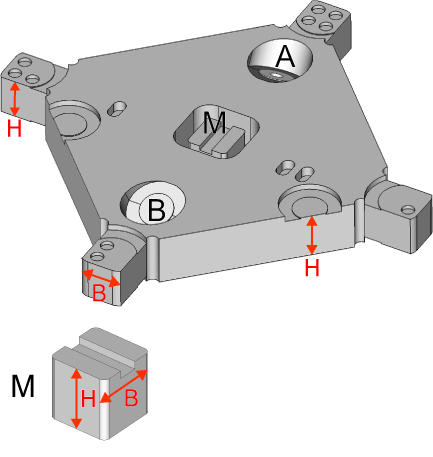
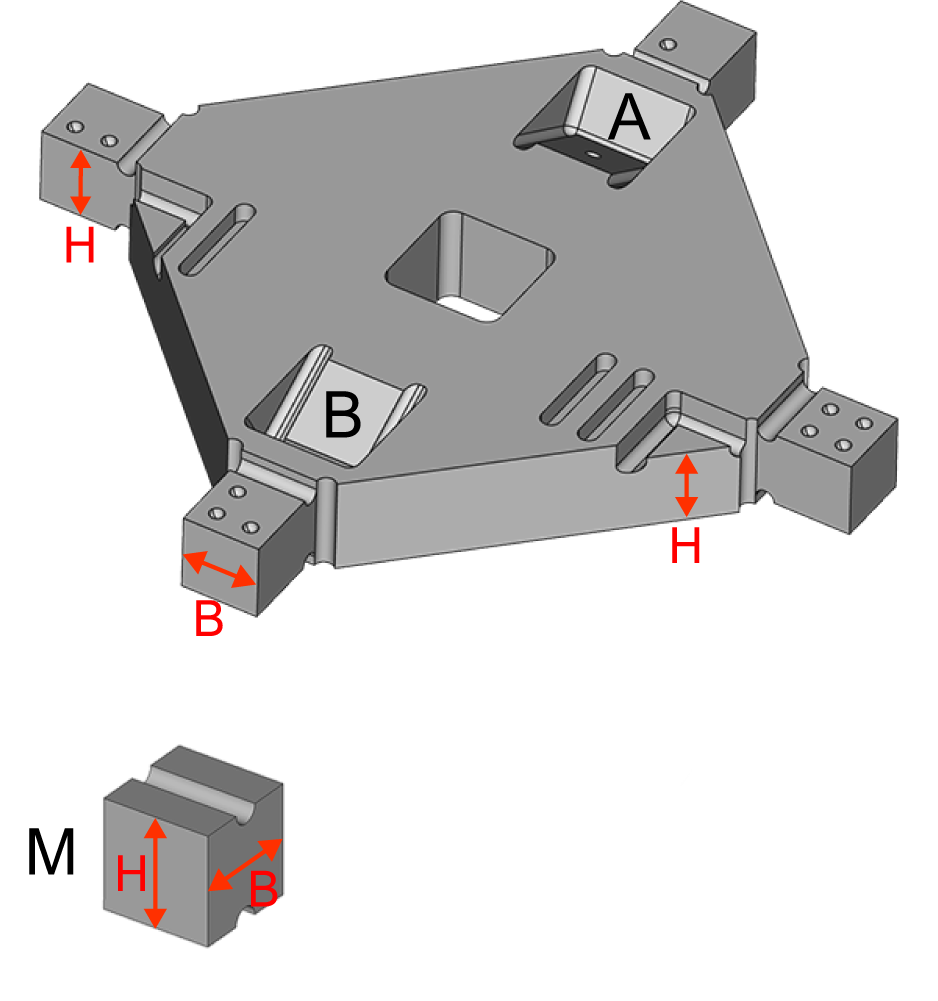
Misurare la larghezza e l'altezza dei punti di misurazione contrassegnati con cerchi.
Numero di punti di misurazione: 4
-
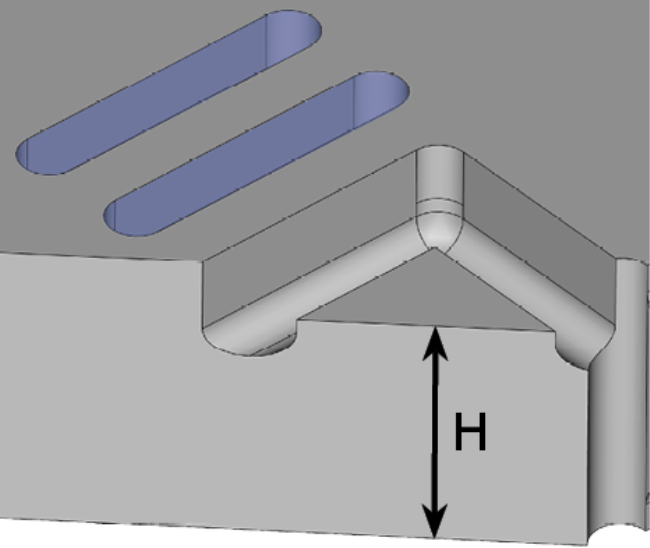
Misurare l'altezza dei triangoli contrassegnati con le barre.
Numero di punti di misurazione: 2
-
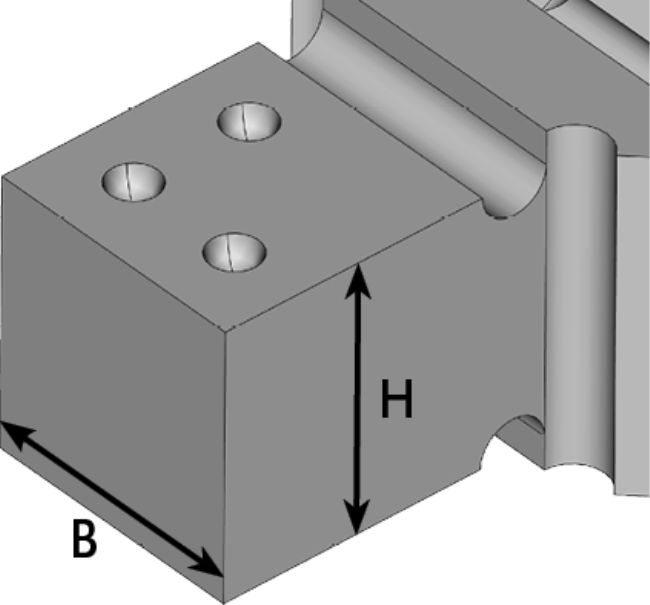
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
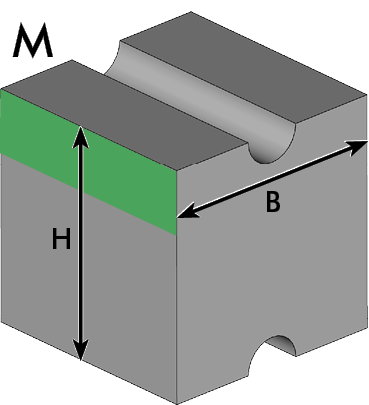
-
Confrontare i valori misurati con la tabella seguente.
(facoltativa) Utilizzare inoltre il modulo interattivo specifico della macchina insieme al controllo manuale.
-
Se tutti i valori misurati rientrano nell’intervallo di tolleranza, non è necessario eseguire la taratura. In caso contrario, continuare con la lavorazione e la misurazione di un campione di taratura.
-
Rimuovere il campione di prova dalla macchina.
-
Separare i componenti.
-
Raccomandazione: Contrassegnare il campione di prova con un nome e una data.
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione utilizzando un pennello.
-
Raccomandazione: Disporre le singole parti su una superficie piana in modo da poter usare entrambe le mani per utilizzare il micrometro.
-
Misurare il campione di prova.
- Misurare ogni punto 2 volte.
-
Annotare tutti i valori misurati.
-
Misurare la larghezza e l'altezza dei punti di misurazione contrassegnati con cerchi.
Numero di punti di misurazione: 4
-
Misurare l'altezza dei triangoli contrassegnati con le barre.
Numero di punti di misurazione: 2
-
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
-
Confrontare i valori misurati con la tabella seguente.
(facoltativa) Utilizzare inoltre il modulo interattivo specifico della macchina insieme al controllo manuale.
-
Se tutti i valori misurati rientrano nell’intervallo di tolleranza, non è necessario eseguire la taratura. In caso contrario, continuare con la lavorazione e la misurazione di un campione di taratura.
-
Rimuovere il campione di prova dalla macchina.
-
Separare i componenti.
-
Raccomandazione: Contrassegnare il campione di prova con un nome e una data.
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione utilizzando un pennello.
-
Raccomandazione: Disporre le singole parti su una superficie piana in modo da poter usare entrambe le mani per utilizzare il micrometro.
-
Misurare il campione di prova.
- Misurare ogni punto 2 volte.
-
Annotare tutti i valori misurati.
-
Misurare l'altezza dei triangoli contrassegnati con le barre.
Numero di punti di misurazione: 2
-
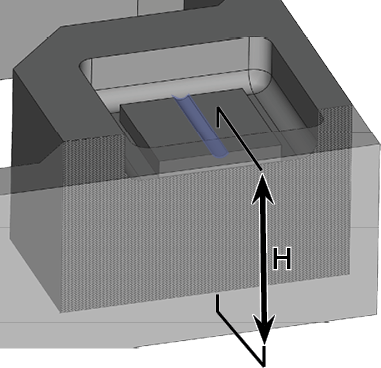
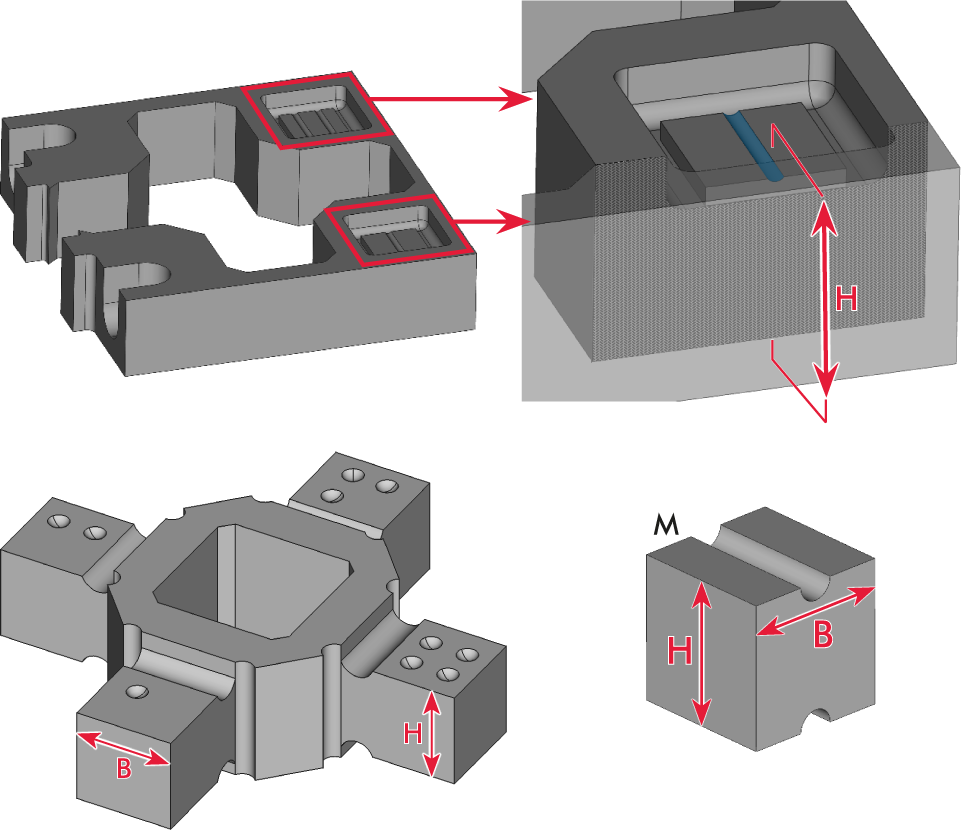
Misurare l'altezza dei blocchi interni contrassegnati con le barre.
Numero di punti di misurazione: 2
-
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
-
Confrontare i valori misurati con la tabella seguente.
(facoltativa) Utilizzare inoltre il modulo interattivo specifico della macchina insieme al controllo manuale.
-
Se tutti i valori misurati rientrano nell’intervallo di tolleranza, non è necessario eseguire la taratura. In caso contrario, continuare con la lavorazione e la misurazione di un campione di taratura.
-
Rimuovere il campione di prova dalla macchina.
-
Separare i componenti.
-
Raccomandazione: Contrassegnare il campione di prova con un nome e una data.
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione utilizzando un pennello.
-
Raccomandazione: Disporre le singole parti su una superficie piana in modo da poter usare entrambe le mani per utilizzare il micrometro.
-
Misurare il campione di prova.
- Misurare ogni punto 2 volte.
-
Annotare tutti i valori misurati.
-
Misurare la larghezza e l'altezza dei punti di misurazione contrassegnati con cerchi.
Numero di punti di misurazione: 4
-
Misurare l'altezza dei triangoli contrassegnati con le barre.
Numero di punti di misurazione: 2
-
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
-
Confrontare i valori misurati con la tabella seguente.
(facoltativa) Utilizzare inoltre il modulo interattivo specifico della macchina insieme al controllo manuale.
-
Se tutti i valori misurati rientrano nell’intervallo di tolleranza, non è necessario eseguire la taratura. In caso contrario, continuare con la lavorazione e la misurazione di un campione di taratura.
Esempio:
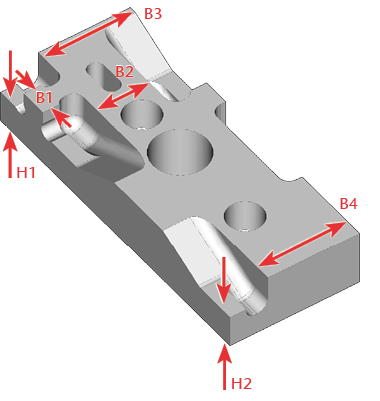
| Posizione di misurazione | Valore |
|---|---|
|
H1 |
5,85 mm - 6,15 mm |
|
H2 |
5,85 mm - 6,15 mm |
|
B1 |
4,92 mm - 5,08 mm |
|
B2 |
9,92 mm - 10,08 mm |
|
B3 e B4 |
Differenza: massimo 0,2 mm |
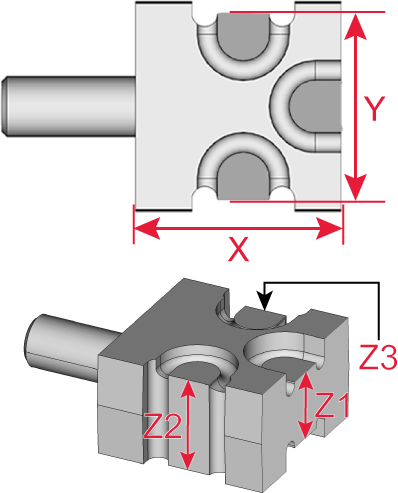
Esempio:
| Posizione di misurazione | Valore |
|---|---|
|
X |
19,95 mm - 20,05 mm |
|
Y |
17,95 mm - 18,05 mm |
|
Z1 |
7,95 mm - 8,05 mm |
|
Z2 e Z3 |
Differenza massimo 0,1 mm |
Esempio:
ATTENZIONE! Valori misurati errati dovuti a una misurazione errata del cubo M
| Posizione di misurazione | Larghezza | Altezza |
|---|---|---|
|
Cubo ● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo M |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Triangolo | e triangolo || |
– |
Differenza massimo 0,1 mm |
Esempio:
ATTENZIONE! Valori misurati errati dovuti a una misurazione errata del cubo M
| Posizione di misurazione | Larghezza | Altezza |
|---|---|---|
|
Cubo ● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo M |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Triangolo | e triangolo || |
– |
Differenza massimo 0,1 mm |
Esempio:
ATTENZIONE! Valori misurati errati dovuti a una misurazione errata del cubo M
| Posizione di misurazione | Larghezza | Altezza |
|---|---|---|
|
Cubo ● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo M |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Blocco | e Blocco || |
Differenza massimo 0,1 mm |
|
Esempio:
ATTENZIONE! Valori misurati errati dovuti a una misurazione errata del cubo M
| Posizione di misurazione | Larghezza | Altezza |
|---|---|---|
|
Cubo ● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo M |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Triangolo | e triangolo || |
– |
Differenza massimo 0,1 mm |