Preparazione per la taratura
Flusso di lavoro Taratura della macchina.
-
Tenere il kit di taratura a portata di mano
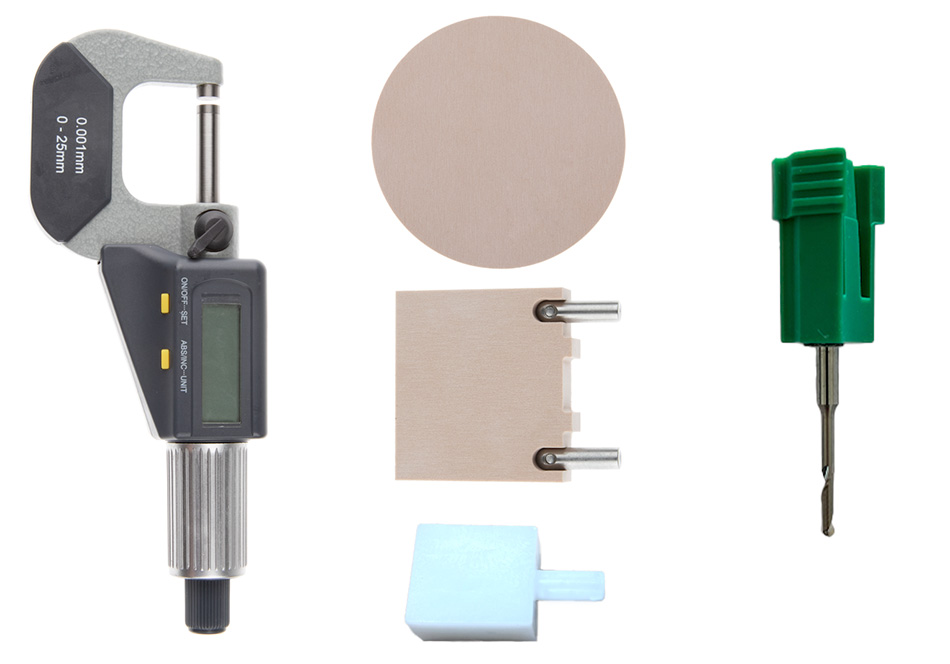
Insieme alla macchina si è ricevuto un kit di taratura composto dai seguenti componenti:
- Pezzi grezzi di taratura
- Un apposito utensile per la lavorazione del campione di taratura e del campione di prova
- Un micrometro per la misurazione del campione di prova e del campione di taratura
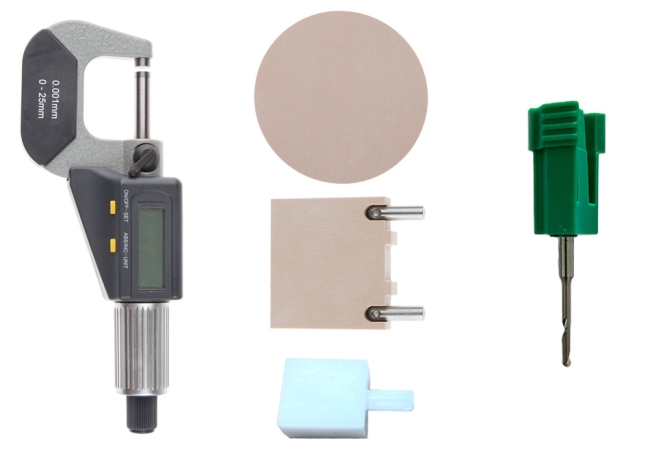
Esempio: Componenti dei kit di taratura specifici per macchina; i componenti forniti possono variare
-
Inserire l’utensile di taratura nel magazzino utensili della macchina e nel magazzino utensili virtuale di dentalcnc.
- E3
- E4
- E5
- K5, K5+, S5m
- N4+
- R5
- S5, S5m
-
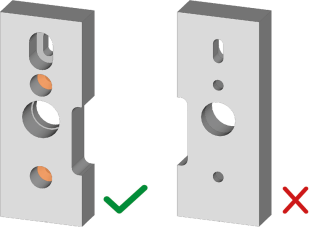
Allineare il pezzo grezzo di taratura in modo che i fori di fissaggio (contrassegnati in arancione) siano rivolti verso l'alto con il lato appiattito.
-
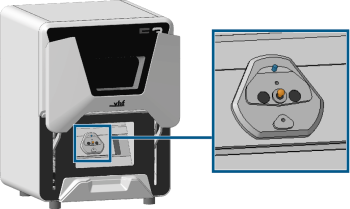
Posizionare il foro oblungo del pezzo grezzo di taratura sul perno di posizionamento (contrassegnata in blu) del portapezzi e guidare il foro centrale sul pistone a molla (contrassegnato in arancione) del portapezzi.
-
Avvitare il pezzo grezzo di taratura con 2 delle viti a testa svasata in dotazione.
-
Inserire il codolo del pezzo grezzo di taratura fino alla battuta nel portapezzi.
-
Ruotare il pezzo grezzo di taratura in modo tale che il perno di posizionamento sul portapezzi si trovi nella scanalatura del prezzo grezzo di taratura.
-
Avvitare con cautela la vite con il cacciavite fino ad avvertire una leggera resistenza.
-
Quindi ruotare la vite di un ulteriore 1/4 di giro.
-
Verificare il numero di serie della macchina.
In base alla targhetta di identificazione: Targhetta di identificazione e numero di serie
In base a dentalcnc: Numero di serie macchina, codice prodotto e numero di serie dell'unità di comando
-
Numero di serie ≤ E5ID5…:
-
Lasciare spenta la macchina per almeno 2 ore.
-
Per ottenere i migliori risultati assicurare una temperatura ambiente di 18 – 25 °C.
-
-
Montare il pezzo grezzo di taratura nel vano di lavoro come qualsiasi altro disco.
-
Montare il pezzo grezzo di taratura nel vano di lavoro come qualsiasi altro disco.
-
Avvitare saldamente le viti sul pezzo grezzo di taratura:
-
Inserire i perni di fissaggio nei fori delle viti presenti nel pezzo grezzo di taratura. Allineare i fori delle viti dei perni di fissaggio e del pezzo grezzo.
-
Fissare i perni di fissaggio a mezzo viti.
-
-
Serrare il pezzo grezzo di taratura nel portapezzi utilizzando i perni di fissaggio.
-
Montare il pezzo grezzo di taratura nel vano di lavoro come qualsiasi altro disco.
-
Non caricare il pezzo grezzo dal magazzino pezzi grezzi
 Parte del caricatore pezzi grezzi in cui si stoccano i pezzi grezzi da caricare automaticamente..
Parte del caricatore pezzi grezzi in cui si stoccano i pezzi grezzi da caricare automaticamente.. -
Assegnare il job al vano di lavoro tramite la vista del magazzino pezzi grezzi
Parte del caricatore pezzi grezzi in cui si stoccano i pezzi grezzi da caricare automaticamente.. Per istruzioni in merito, vedere Caricare manualmente i pezzi grezzi nel vano di lavoro. -
Montare il pezzo grezzo di taratura nel magazzino pezzi grezzi
Parte del caricatore pezzi grezzi in cui si stoccano i pezzi grezzi da caricare automaticamente. come qualsiasi altro disco e caricarlo nel vano di lavoro.
| Macchina | Utensile |
|---|---|
|
E3 |
P300-R2-60 |
|
E4 |
P250-F1-40-T P200-R1-40 |
|
E5 |
P250-F1-40-T P200-R1-40 |
|
K5, K5+ R5 S5, S5m |
P200-R1-40 |
|
N4+ |
P200-R1-35 |
|
1 |
Foro per la vite |
|
2 |
Perno di fissaggio |
|
3 |
Foro per la vite |
|
4 |
incavo |