Fraisage des échantillons de contrôle et vérification des valeurs
Workflow Étalonnage de la machine.
Conditions préalables
-
Vous avez préparé l'étalonnage.
-
Vous avez préparé le micromètre.
-
Vous savez comment exécuter une tâche.
-
Ouvrez la gestion des machines en cliquant sur le symbole suivant dans la barre de symboles principale :

-
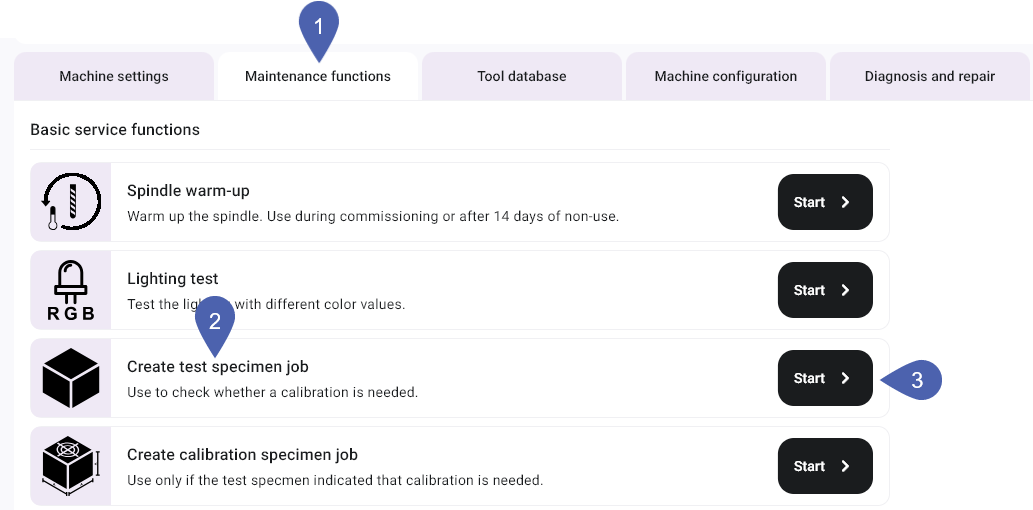
Sélectionnez l'onglet Fonctionnalités d’entretien.
-
Dans la fonction Créer une tâche d’échantillon de contrôle, cliquez sur le bouton Démarrer.
-
dentalcnc ajoute la tâche à la file d'attente.
-
Ouvrez la vue de fabrication en cliquant sur le symbole suivant dans la barre de symboles principale :

-
Réalisez la tâche comme n’importe quelle autre.
-
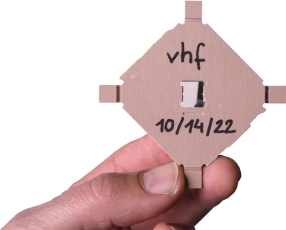
Retirez l’échantillon de contrôle de la machine.
- E3
- E4
- E5
- K5, K5+, S5, S5m
- N4+
- R5
-
Retirez l’échantillon de contrôle de la machine.
-
Recommandation : Inscrivez un nom et une date sur l'échantillon de contrôle.
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus à l'aide d'un pinceau.
-
Recommandation : Posez les différentes parties de la pièce sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Mesurez l'échantillon de contrôle.
- Mesurez chaque point 2 fois.
-
Notez toutes les valeurs de mesure.
-
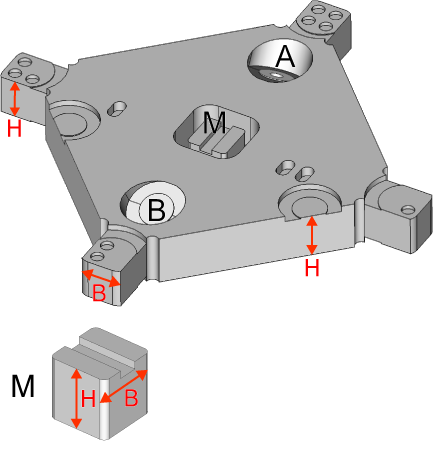
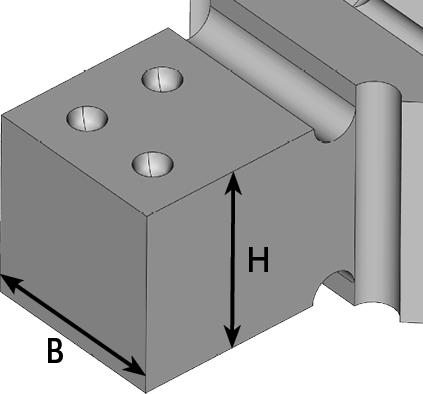
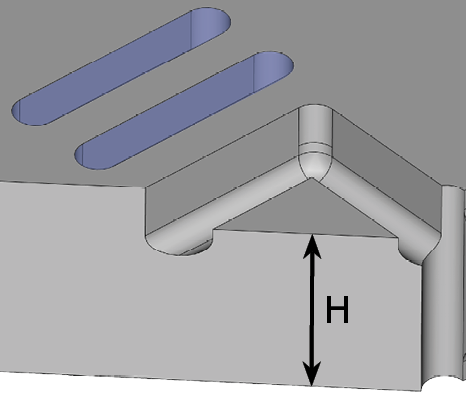
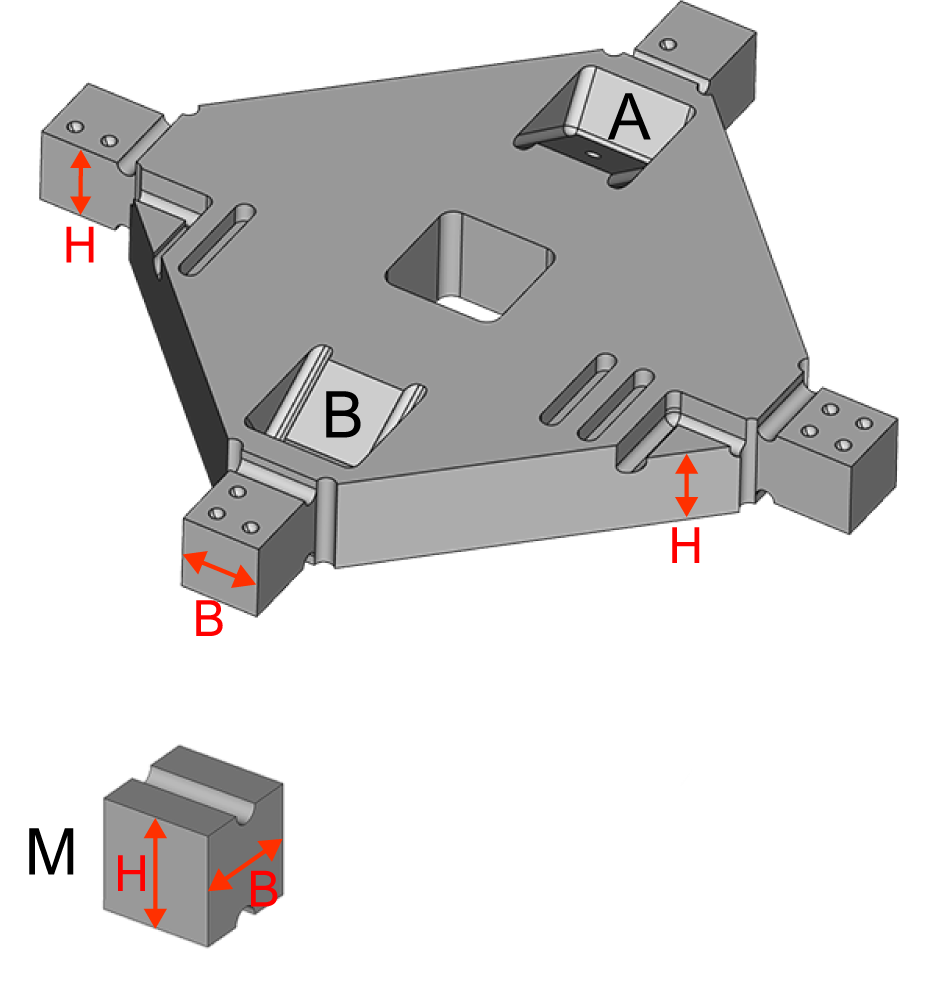
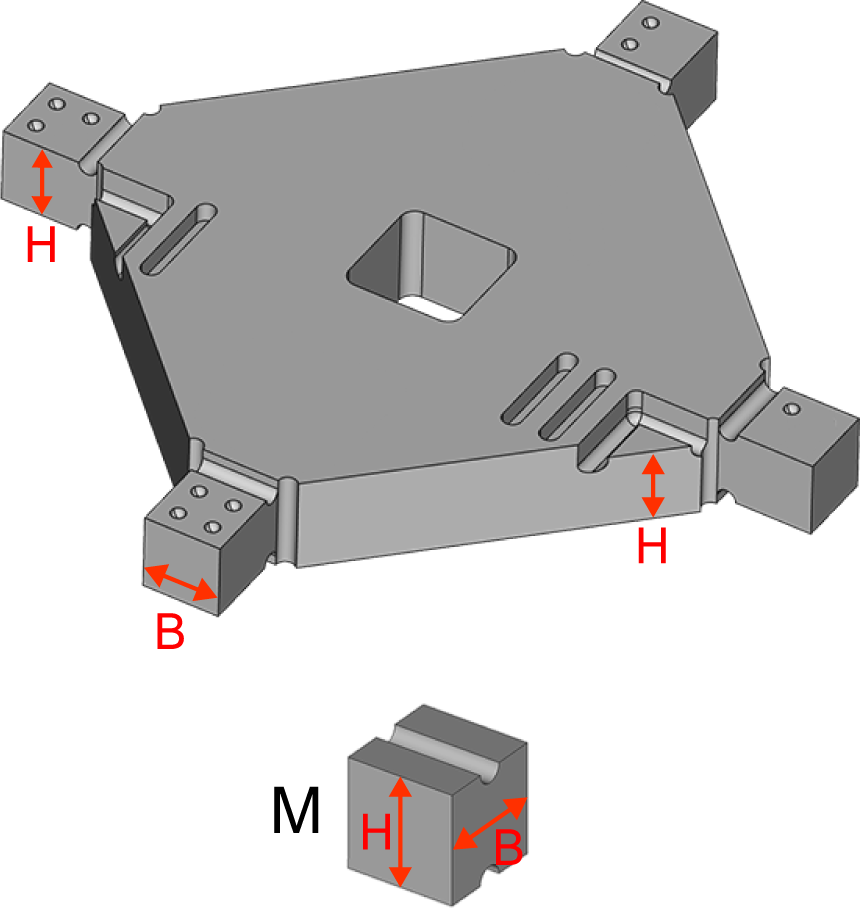
Mesurez la hauteur des points de mesure qui commencent par H.
Nombre de points de mesure : 2
-
Mesurez la largeur des points de mesure qui commencent par B.
Nombre de points de mesure : 4
-
Comparez les valeurs de mesure avec le tableau suivant.
(Facultatif) En plus de la vérification manuelle, utilisez le formulaire interactif spécifique à la machine.
-
Si toutes les valeurs de mesure se situent dans la plage de tolérance, l'étalonnage n’est pas nécessaire. Sinon, vous réalisez et mesurez un échantillon d’étalonnage.
-
Retirez l’échantillon de contrôle de la machine.
-
Recommandation : Inscrivez un nom et une date sur l'échantillon de contrôle.
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus à l'aide d'un pinceau.
-
Recommandation : Posez les différentes parties de la pièce sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Mesurez l'échantillon de contrôle.
- Mesurez chaque point 2 fois.
-
Notez toutes les valeurs de mesure.
-
Comparez les valeurs de mesure avec le tableau suivant.
(Facultatif) En plus de la vérification manuelle, utilisez le formulaire interactif spécifique à la machine.
-
Si toutes les valeurs de mesure se situent dans la plage de tolérance, l'étalonnage n’est pas nécessaire. Sinon, vous réalisez et mesurez un échantillon d’étalonnage.
-
Retirez l’échantillon de contrôle de la machine.
-
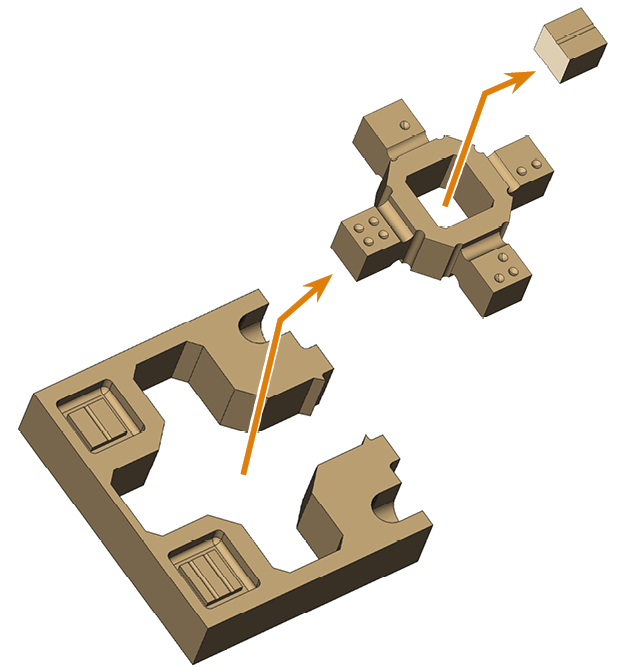
Séparez les pièces.
-
Recommandation : Inscrivez un nom et une date sur l'échantillon de contrôle.
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus à l'aide d'un pinceau.
-
Recommandation : Posez les différentes parties de la pièce sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Mesurez l'échantillon de contrôle.
- Mesurez chaque point 2 fois.
-
Notez toutes les valeurs de mesure.
-
Mesurez la largeur et la hauteur des points de mesure entourés d'un cercle.
Nombre de points de mesure : 4
-
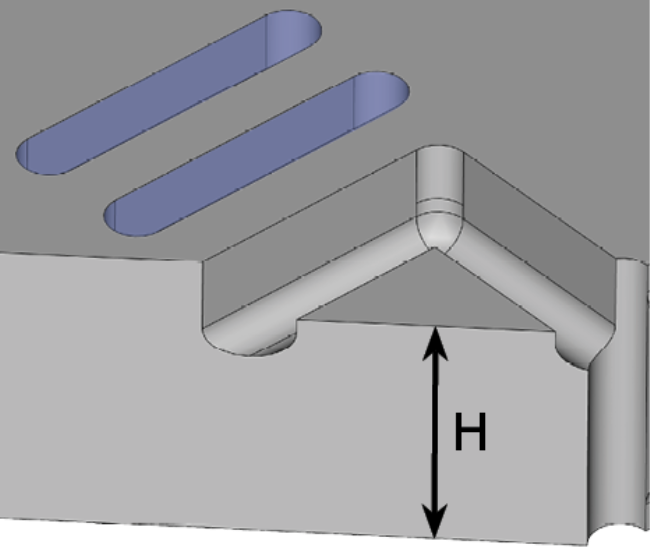
Mesurez la hauteur des triangles indiqués par des barres.
Nombre de points de mesure : 2
-
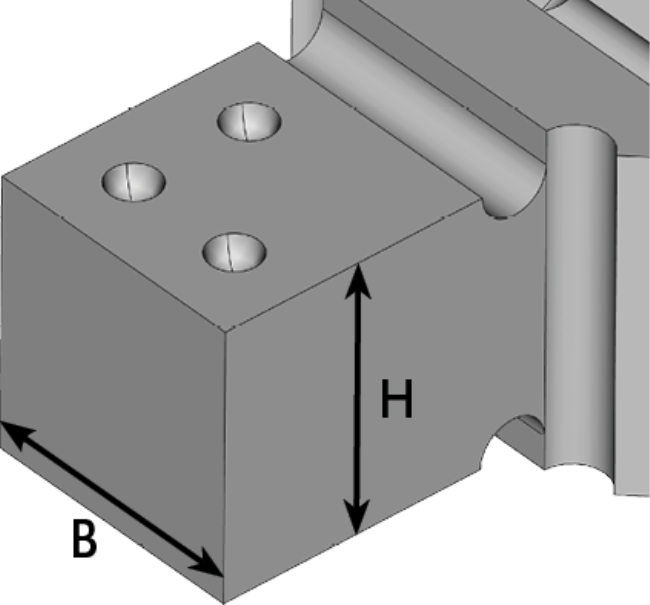
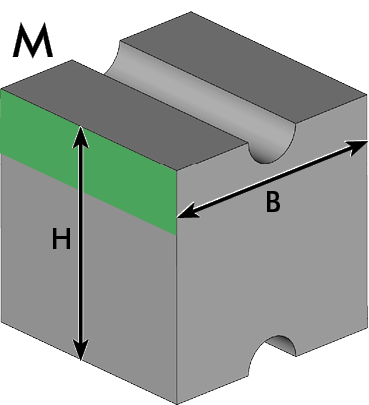
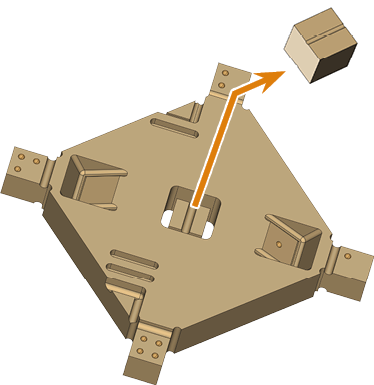
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (marquée en vert).
-
Comparez les valeurs de mesure avec le tableau suivant.
(Facultatif) En plus de la vérification manuelle, utilisez le formulaire interactif spécifique à la machine.
-
Si toutes les valeurs de mesure se situent dans la plage de tolérance, l'étalonnage n’est pas nécessaire. Sinon, vous réalisez et mesurez un échantillon d’étalonnage.
-
Retirez l’échantillon de contrôle de la machine.
-
Séparez les pièces.
-
Recommandation : Inscrivez un nom et une date sur l'échantillon de contrôle.
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus à l'aide d'un pinceau.
-
Recommandation : Posez les différentes parties de la pièce sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Mesurez l'échantillon de contrôle.
- Mesurez chaque point 2 fois.
-
Notez toutes les valeurs de mesure.
-
Mesurez la largeur et la hauteur des points de mesure entourés d'un cercle.
Nombre de points de mesure : 4
-
Mesurez la hauteur des triangles indiqués par des barres.
Nombre de points de mesure : 2
-
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (marquée en vert).
-
Comparez les valeurs de mesure avec le tableau suivant.
(Facultatif) En plus de la vérification manuelle, utilisez le formulaire interactif spécifique à la machine.
-
Si toutes les valeurs de mesure se situent dans la plage de tolérance, l'étalonnage n’est pas nécessaire. Sinon, vous réalisez et mesurez un échantillon d’étalonnage.
-
Retirez l’échantillon de contrôle de la machine.
-
Séparez les pièces.
-
Recommandation : Inscrivez un nom et une date sur l'échantillon de contrôle.
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus à l'aide d'un pinceau.
-
Recommandation : Posez les différentes parties de la pièce sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Mesurez l'échantillon de contrôle.
- Mesurez chaque point 2 fois.
-
Notez toutes les valeurs de mesure.
-
Mesurez la hauteur des triangles indiqués par des barres.
Nombre de points de mesure : 2
-
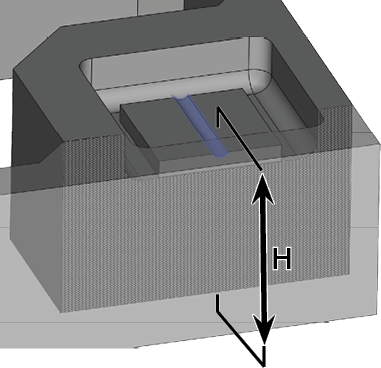
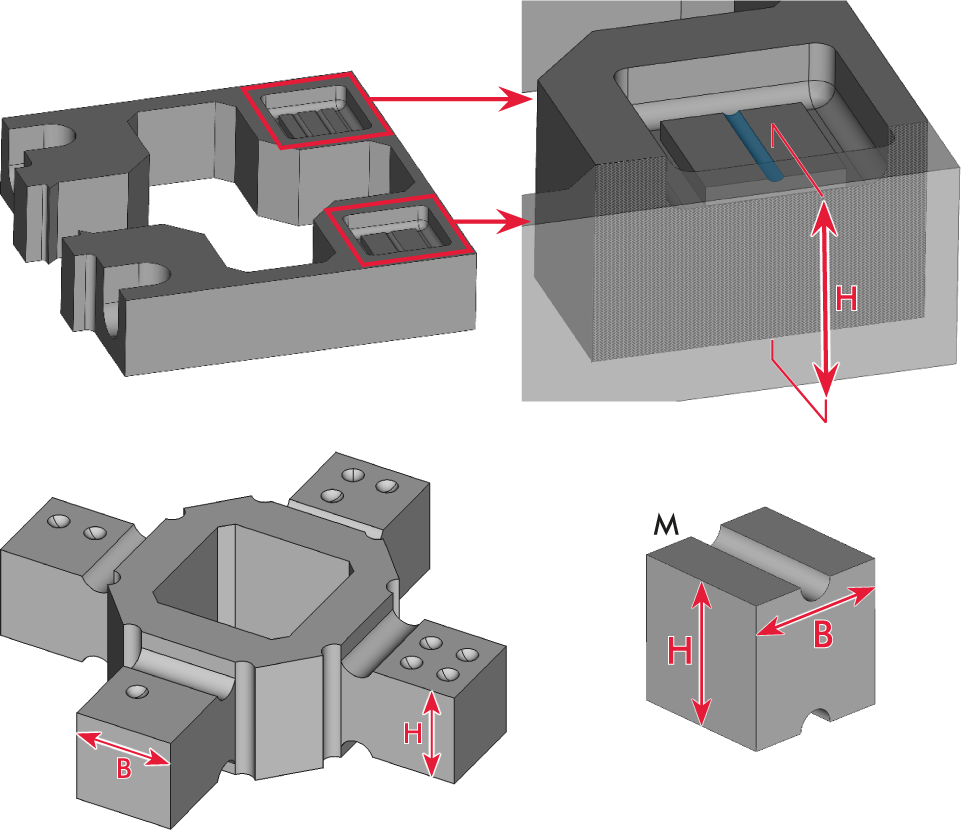
Mesurez la hauteur des blocs intérieurs indiqués par des barres.
Nombre de points de mesure : 2
-
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (marquée en vert).
-
Comparez les valeurs de mesure avec le tableau suivant.
(Facultatif) En plus de la vérification manuelle, utilisez le formulaire interactif spécifique à la machine.
-
Si toutes les valeurs de mesure se situent dans la plage de tolérance, l'étalonnage n’est pas nécessaire. Sinon, vous réalisez et mesurez un échantillon d’étalonnage.
-
Retirez l’échantillon de contrôle de la machine.
-
Séparez les pièces.
-
Recommandation : Inscrivez un nom et une date sur l'échantillon de contrôle.
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus à l'aide d'un pinceau.
-
Recommandation : Posez les différentes parties de la pièce sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Mesurez l'échantillon de contrôle.
- Mesurez chaque point 2 fois.
-
Notez toutes les valeurs de mesure.
-
Mesurez la largeur et la hauteur des points de mesure entourés d'un cercle.
Nombre de points de mesure : 4
-
Mesurez la hauteur des triangles indiqués par des barres.
Nombre de points de mesure : 2
-
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (marquée en vert).
-
Comparez les valeurs de mesure avec le tableau suivant.
(Facultatif) En plus de la vérification manuelle, utilisez le formulaire interactif spécifique à la machine.
-
Si toutes les valeurs de mesure se situent dans la plage de tolérance, l'étalonnage n’est pas nécessaire. Sinon, vous réalisez et mesurez un échantillon d’étalonnage.
Exemple :
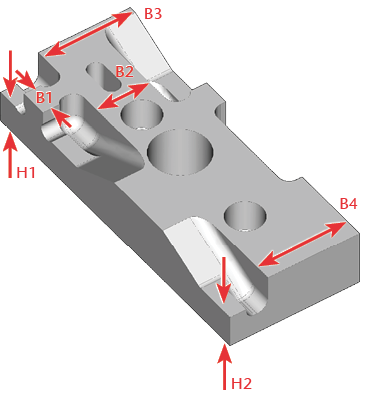
| Mesurer la position | Valeur |
|---|---|
|
H1 |
5,85 mm – 6,15 mm |
|
H2 |
5,85 mm – 6,15 mm |
|
B1 |
4,92 mm – 5,08 mm |
|
B2 |
9,92 mm – 10,08 mm |
|
B3 et B4 |
Différence : max. 0,2 mm |
Exemple :
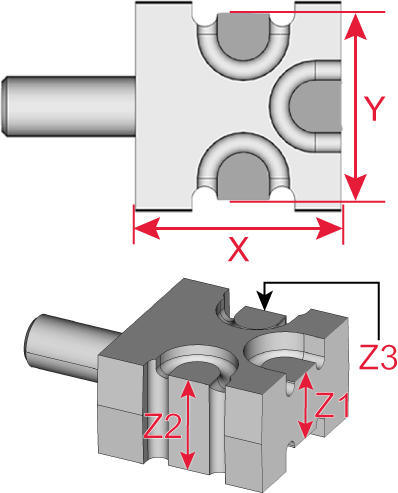
| Mesurer la position | Valeur |
|---|---|
|
X |
19,95 mm – 20,05 mm |
|
Y |
17,95 mm – 18,05 mm |
|
Z1 |
7,95 mm – 8,05 mm |
|
Z2 & Z3 |
Différence max. 0,1 mm |
Exemple :
ATTENTION !Valeurs de mesure erronées dues à un mauvais mesurage du cube M
| Mesurer la position | Largeur | Hauteur |
|---|---|---|
|
Cube ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Triangle | et triangle || |
– |
Différence max. 0,1 mm |
Exemple :
ATTENTION !Valeurs de mesure erronées dues à un mauvais mesurage du cube M
| Mesurer la position | Largeur | Hauteur |
|---|---|---|
|
Cube ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Triangle | et triangle || |
– |
Différence max. 0,1 mm |
Exemple :
ATTENTION !Valeurs de mesure erronées dues à un mauvais mesurage du cube M
| Mesurer la position | Largeur | Hauteur |
|---|---|---|
|
Cube ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Bloc | et bloc || |
Différence max. 0,1 mm |
|
Exemple :
ATTENTION !Valeurs de mesure erronées dues à un mauvais mesurage du cube M
| Mesurer la position | Largeur | Hauteur |
|---|---|---|
|
Cube ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Triangle | et triangle || |
– |
Différence max. 0,1 mm |