Preparar el calibrado
Flujo de trabajo Calibrar la máquina.
-
Tenga preparado el kit de calibrado.
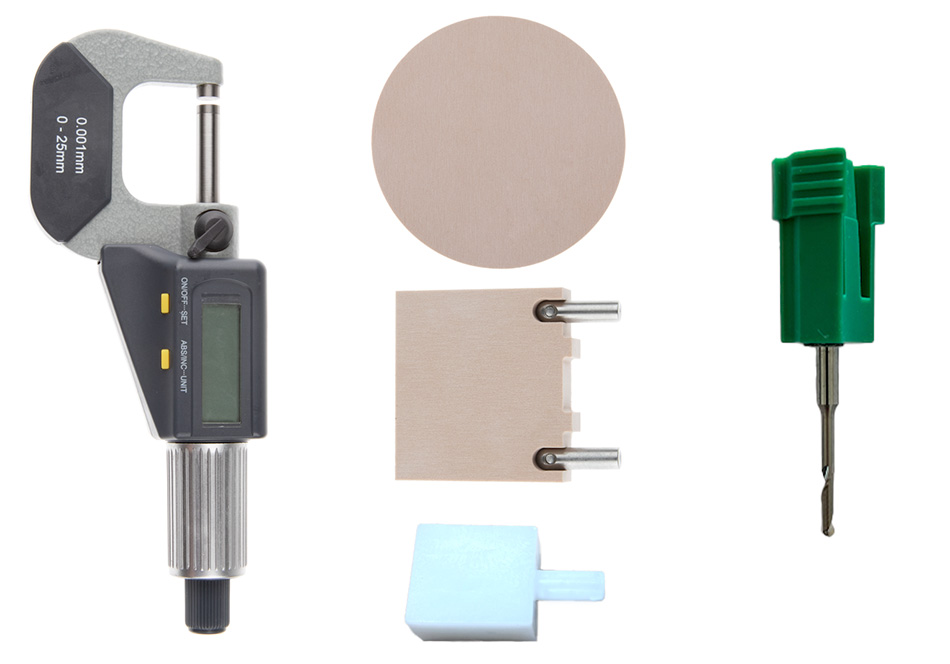
Junto con su máquina, ha recibido un kit de calibrado que incluye los siguientes componentes:
- Piezas en bruto de calibrado
- Herramienta para mecanizar especímenes de calibrado y ensayo
- Micrómetro para medir los especímenes de calibrado y de ensayo
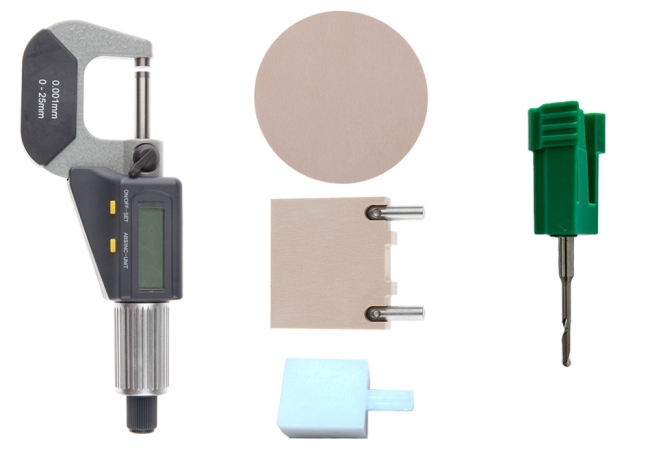
Ejemplo: Componentes de los kits de calibrado específicos para cada máquina; los componentes incluidos pueden variar.
-
Inserte la herramienta de calibrado en el almacén de herramientas de su máquina y en el almacén de herramientas virtual de dentalcnc.
- E3
- E4
- E5
- K5, K5+, S5m
- N4+
- R5
- S5, S5m
-
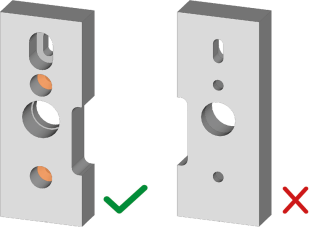
Alinee la pieza en bruto de calibrado de modo que el lado aplanado de los orificios de montaje (marcados en naranja) apunten hacia arriba.
-
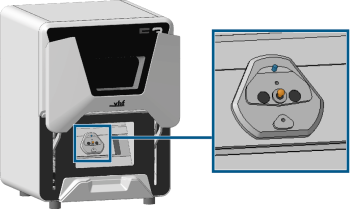
Coloque el orificio oblongo de la pieza en bruto de calibrado en la clavija de posicionamiento (marcada en azul) del portapiezas y guíe el orificio central hasta la pieza de presión (marcada en naranja) del portapiezas.
-
Atornille la pieza en bruto de calibrado con 2 de los tornillos avellanados suministrados.
-
Inserte el mango de la pieza en bruto de calibrado en el portapiezas hasta el tope.
-
Gire la pieza en bruto de calibrado de modo que la clavija de posicionamiento del portapiezas se sitúe en la ranura de la pieza en bruto de calibrado.
-
Enrosque con cuidado el tornillo con el destornillador hasta notar una ligera resistencia.
-
A continuación, gire el tornillo 1/4 de vuelta más.
-
Compruebe el número de serie de la máquina.
Mediante la placa de características: Placa de identificación y número de serie
Mediante dentalcnc: Número de serie de la máquina, clave del producto y número de serie de la unidad de mando
-
Número de serie ≤ E5ID5…:
-
Apague la máquina durante al menos 2 horas.
-
Para obtener los mejores resultados, asegúrese de que la temperatura ambiente sea de 18 – 25 °C.
-
-
Fije la pieza en bruto de calibrado en la cámara de trabajo como cualquier otro disco.
-
Fije la pieza en bruto de calibrado en la cámara de trabajo como cualquier otro disco.
-
Atornille los pasadores de fijación a la pieza en bruto de calibrado:
-
Introduzca los pasadores de fijación en los orificios para tornillos de la pieza en bruto de calibrado. Alinee los orificios para tornillos de los pasadores de fijación y de la pieza en bruto.
-
Apriete los pasadores de fijación con los tornillos.
-
-
Fije la pieza en bruto de calibrado en el portapiezas con ayuda de los pasadores de fijación.
-
Fije la pieza en bruto de calibrado en la cámara de trabajo como cualquier otro disco.
-
No cargue la pieza en bruto desde el almacén de piezas en bruto
 Parte del cambiador de piezas en bruto en la que se almacenan las piezas en bruto para la carga automática..
Parte del cambiador de piezas en bruto en la que se almacenan las piezas en bruto para la carga automática.. -
Asigne la tarea a la cámara de trabajo a través de la vista del almacén de piezas en bruto
Parte del cambiador de piezas en bruto en la que se almacenan las piezas en bruto para la carga automática.. Para obtener instrucciones, consulte Cargar manualmente piezas en bruto en la cámara de trabajo. -
Fije la pieza en bruto de calibrado como cualquier otro disco en el almacén de piezas en bruto
Parte del cambiador de piezas en bruto en la que se almacenan las piezas en bruto para la carga automática. y cárguelo en la cámara de trabajo.
| Máquina | Herramienta |
|---|---|
|
E3 |
P300-R2-60 |
|
E4 |
P250-F1-40-T P200-R1-40 |
|
E5 |
P250-F1-40-T P200-R1-40 |
|
K5, K5+ R5 S5, S5m |
P200-R1-40 |
|
N4+ |
P200-R1-35 |
|
1 |
Orificio para tornillos |
|
2 |
Pasador de fijación |
|
3 |
Orificio para tornillos |
|
4 |
Hueco |