Fresar especímenes de ensayo y comprobar valores
Flujo de trabajo Calibrar la máquina.
Requisitos
-
Ya ha preparado el calibrado.
-
Ya ha preparado el micrómetro.
-
Sabe cómo ejecutar una tarea individual.
-
Abra la gestión de la máquina con el siguiente símbolo de la barra de herramientas principal:

-
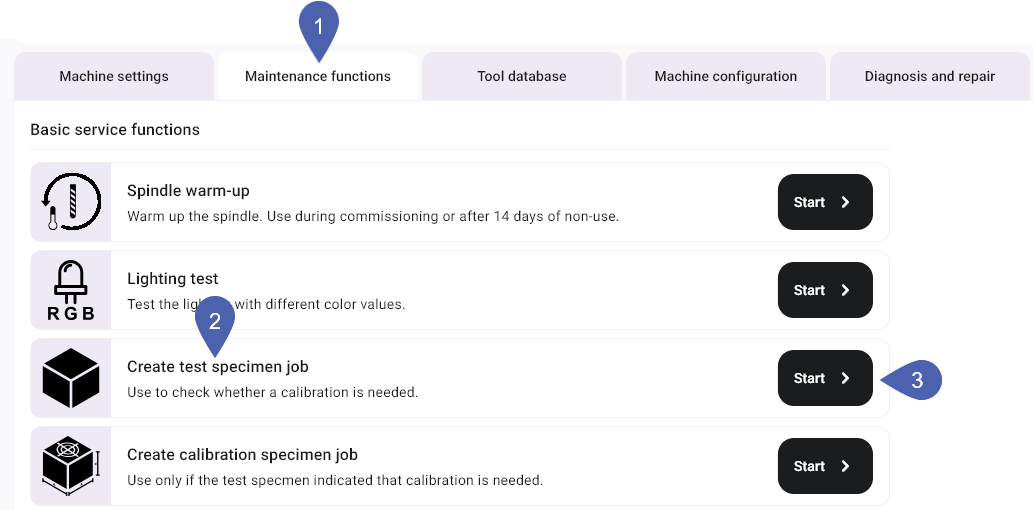
Seleccione la pestaña Funciones de servicio técnico.
-
En la función Crear tarea de especímenes de ensayo, pulse el botón Inicio.
-
dentalcnc añade la tarea a la cola.
-
Abra la vista de mecanizado con el siguiente símbolo de la barra de herramientas principal:

-
Mecanice la tarea como cualquier otra tarea.
-
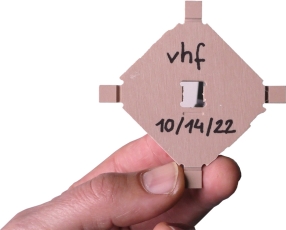
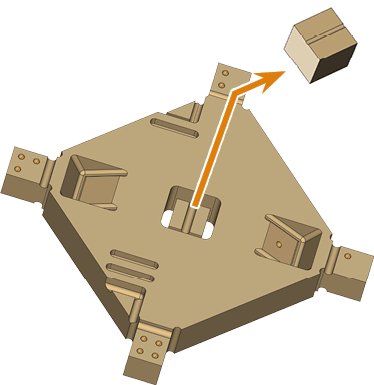
Retire el espécimen de ensayo de la máquina.
- E3
- E4
- E5
- K5, K5+, S5, S5m
- N4+
- R5
-
Retire el espécimen de ensayo de la máquina.
-
Recomendación: escriba un nombre y una fecha en el espécimen de ensayo.
-
Para obtener resultados de medición correctos, retire todos los restos de mecanizado con un pincel.
-
Recomendación: sitúe las piezas individuales en una superficie plana, de modo que pueda manejar el micrómetro con ambas manos.
-
Mida el espécimen de ensayo.
- Mida cada punto 2 veces.
-
Anote todos los valores medidos.
-
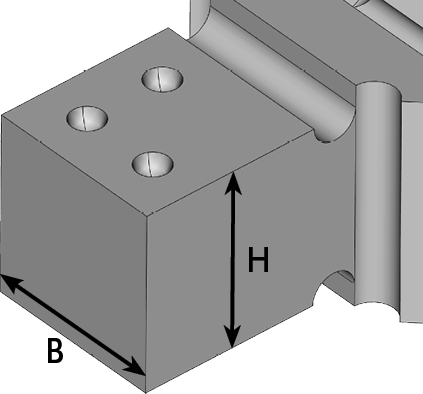
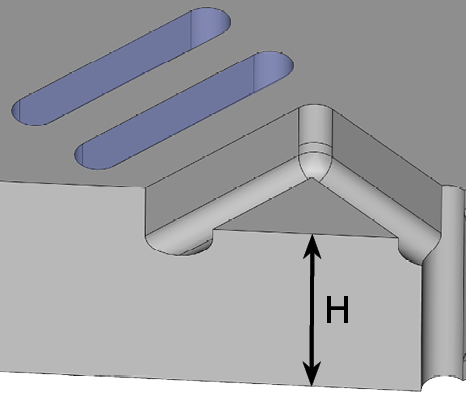
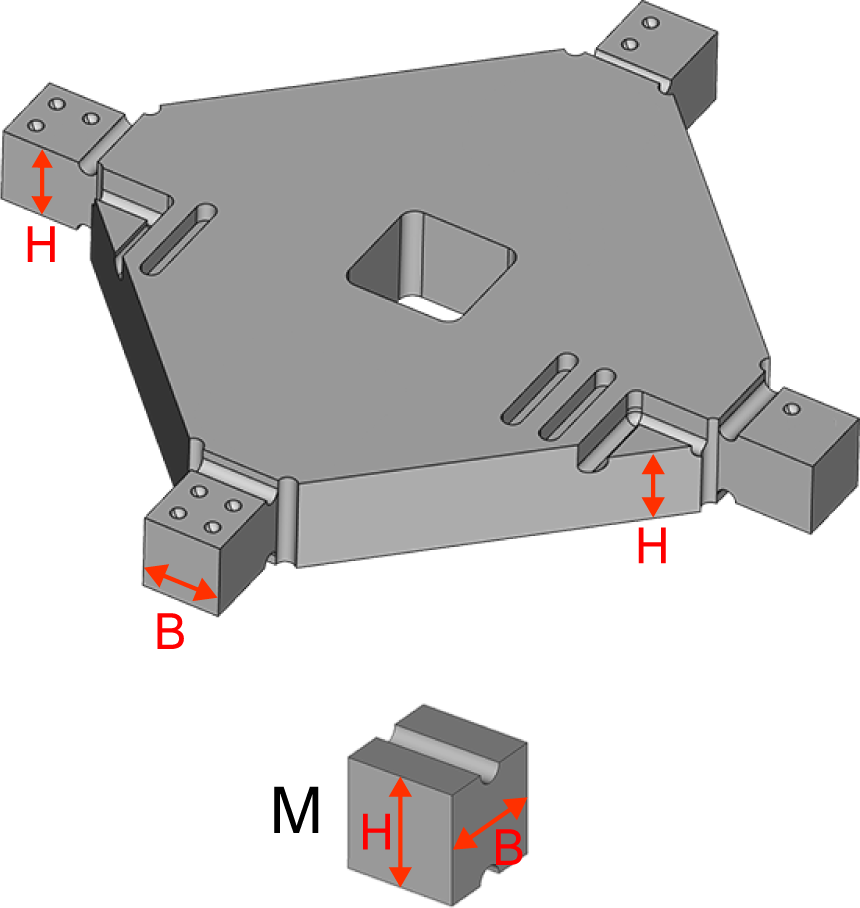
Mida la altura de los puntos de medición que empiezan por H.
Número de puntos de medición: 2
-
Mida la anchura de los puntos de medición que empiezan por B.
Número de puntos de medición: 4
-
Compare los valores medidos con la siguiente tabla.
(Opcional) Además de la comprobación manual, utilice el formulario interactivo específico para cada máquina.
-
Si todos los valores medidos están dentro del rango de tolerancia, no es necesario ningún calibrado. De lo contrario, mecanice y mida un espécimen de calibrado.
-
Retire el espécimen de ensayo de la máquina.
-
Recomendación: escriba un nombre y una fecha en el espécimen de ensayo.
-
Para obtener resultados de medición correctos, retire todos los restos de mecanizado con un pincel.
-
Recomendación: sitúe las piezas individuales en una superficie plana, de modo que pueda manejar el micrómetro con ambas manos.
-
Mida el espécimen de ensayo.
- Mida cada punto 2 veces.
-
Anote todos los valores medidos.
-
Compare los valores medidos con la siguiente tabla.
(Opcional) Además de la comprobación manual, utilice el formulario interactivo específico para cada máquina.
-
Si todos los valores medidos están dentro del rango de tolerancia, no es necesario ningún calibrado. De lo contrario, mecanice y mida un espécimen de calibrado.
-
Retire el espécimen de ensayo de la máquina.
-
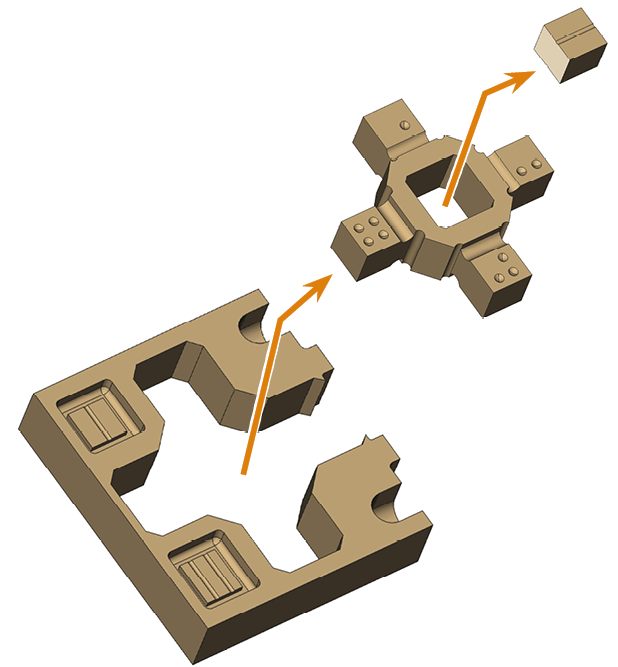
Separe las piezas.
-
Recomendación: escriba un nombre y una fecha en el espécimen de ensayo.
-
Para obtener resultados de medición correctos, retire todos los restos de mecanizado con un pincel.
-
Recomendación: sitúe las piezas individuales en una superficie plana, de modo que pueda manejar el micrómetro con ambas manos.
-
Mida el espécimen de ensayo.
- Mida cada punto 2 veces.
-
Anote todos los valores medidos.
-
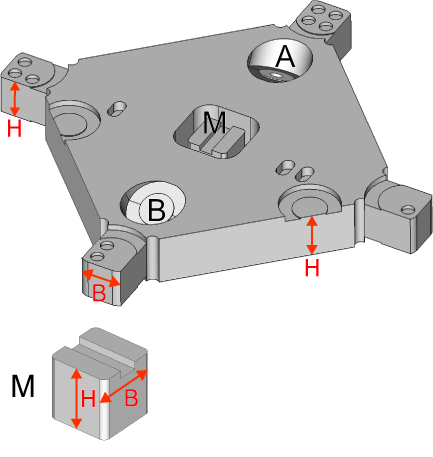
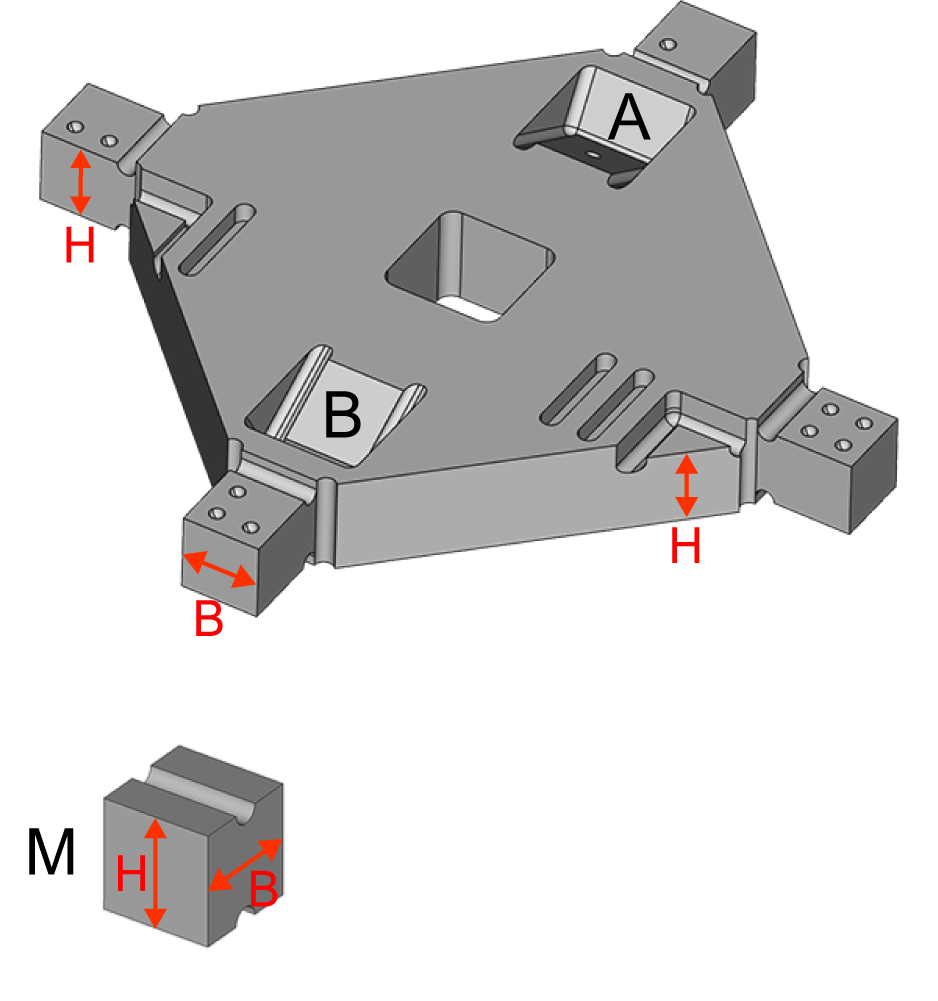
Mida la anchura y la altura de los puntos de medición marcados con círculos.
Número de puntos de medición: 4
-
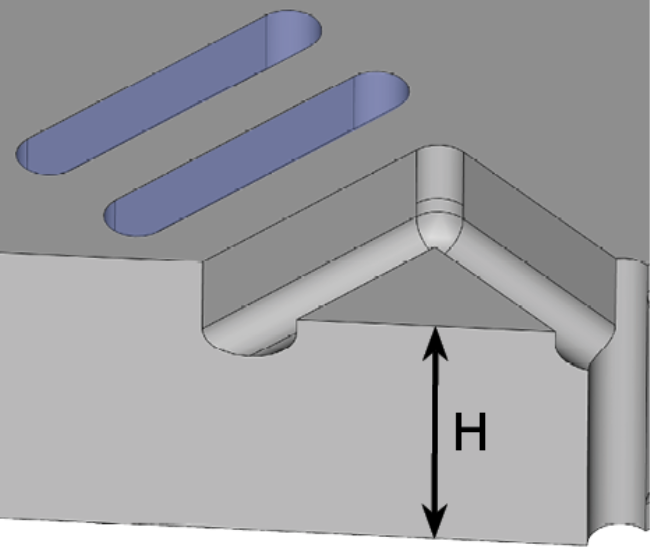
Mida la altura de los triángulos marcados con barras.
Número de puntos de medición: 2
-
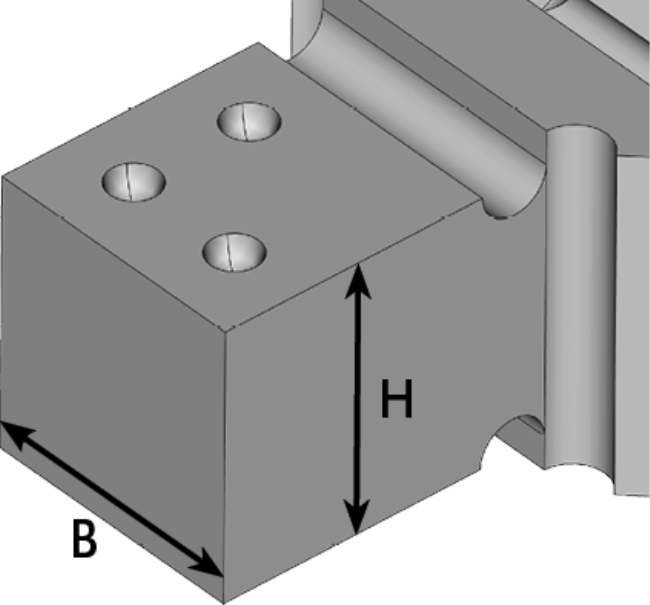
Mida la anchura y la altura del cubo M.
- Mida la altura y la anchura como se muestra en la imagen siguiente.
-
Al medir la anchura, coloque el micrómetro en la parte superior del cubo (zona marcada en verde).
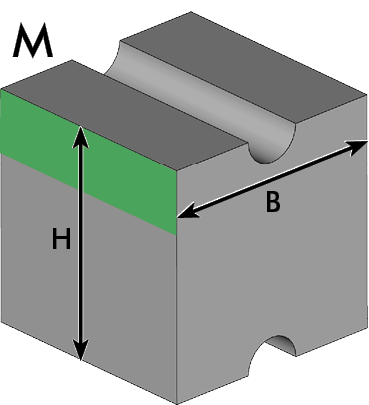
-
Compare los valores medidos con la siguiente tabla.
(Opcional) Además de la comprobación manual, utilice el formulario interactivo específico para cada máquina.
-
Si todos los valores medidos están dentro del rango de tolerancia, no es necesario ningún calibrado. De lo contrario, mecanice y mida un espécimen de calibrado.
-
Retire el espécimen de ensayo de la máquina.
-
Separe las piezas.
-
Recomendación: escriba un nombre y una fecha en el espécimen de ensayo.
-
Para obtener resultados de medición correctos, retire todos los restos de mecanizado con un pincel.
-
Recomendación: sitúe las piezas individuales en una superficie plana, de modo que pueda manejar el micrómetro con ambas manos.
-
Mida el espécimen de ensayo.
- Mida cada punto 2 veces.
-
Anote todos los valores medidos.
-
Mida la anchura y la altura de los puntos de medición marcados con círculos.
Número de puntos de medición: 4
-
Mida la altura de los triángulos marcados con barras.
Número de puntos de medición: 2
-
Mida la anchura y la altura del cubo M.
- Mida la altura y la anchura como se muestra en la imagen siguiente.
-
Al medir la anchura, coloque el micrómetro en la parte superior del cubo (zona marcada en verde).
-
Compare los valores medidos con la siguiente tabla.
(Opcional) Además de la comprobación manual, utilice el formulario interactivo específico para cada máquina.
-
Si todos los valores medidos están dentro del rango de tolerancia, no es necesario ningún calibrado. De lo contrario, mecanice y mida un espécimen de calibrado.
-
Retire el espécimen de ensayo de la máquina.
-
Separe las piezas.
-
Recomendación: escriba un nombre y una fecha en el espécimen de ensayo.
-
Para obtener resultados de medición correctos, retire todos los restos de mecanizado con un pincel.
-
Recomendación: sitúe las piezas individuales en una superficie plana, de modo que pueda manejar el micrómetro con ambas manos.
-
Mida el espécimen de ensayo.
- Mida cada punto 2 veces.
-
Anote todos los valores medidos.
-
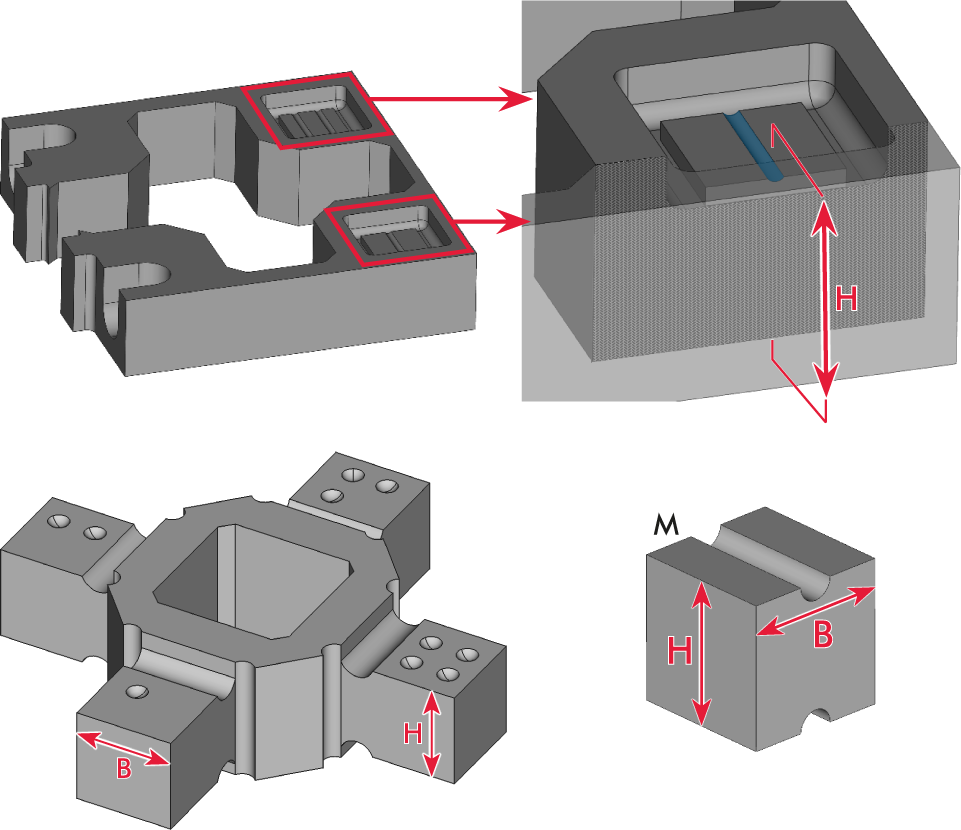
Mida la altura de los triángulos marcados con barras.
Número de puntos de medición: 2
-
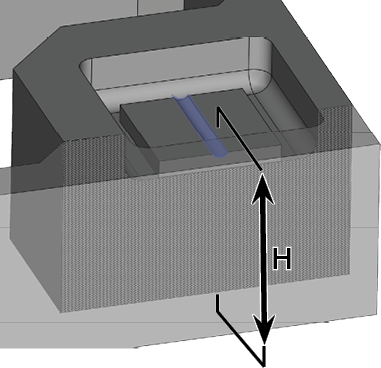
Mida la altura de los bloques interiores marcados con barras.
Número de puntos de medición: 2
-
Mida la anchura y la altura del cubo M.
- Mida la altura y la anchura como se muestra en la imagen siguiente.
-
Al medir la anchura, coloque el micrómetro en la parte superior del cubo (zona marcada en verde).
-
Compare los valores medidos con la siguiente tabla.
(Opcional) Además de la comprobación manual, utilice el formulario interactivo específico para cada máquina.
-
Si todos los valores medidos están dentro del rango de tolerancia, no es necesario ningún calibrado. De lo contrario, mecanice y mida un espécimen de calibrado.
-
Retire el espécimen de ensayo de la máquina.
-
Separe las piezas.
-
Recomendación: escriba un nombre y una fecha en el espécimen de ensayo.
-
Para obtener resultados de medición correctos, retire todos los restos de mecanizado con un pincel.
-
Recomendación: sitúe las piezas individuales en una superficie plana, de modo que pueda manejar el micrómetro con ambas manos.
-
Mida el espécimen de ensayo.
- Mida cada punto 2 veces.
-
Anote todos los valores medidos.
-
Mida la anchura y la altura de los puntos de medición marcados con círculos.
Número de puntos de medición: 4
-
Mida la altura de los triángulos marcados con barras.
Número de puntos de medición: 2
-
Mida la anchura y la altura del cubo M.
- Mida la altura y la anchura como se muestra en la imagen siguiente.
-
Al medir la anchura, coloque el micrómetro en la parte superior del cubo (zona marcada en verde).
-
Compare los valores medidos con la siguiente tabla.
(Opcional) Además de la comprobación manual, utilice el formulario interactivo específico para cada máquina.
-
Si todos los valores medidos están dentro del rango de tolerancia, no es necesario ningún calibrado. De lo contrario, mecanice y mida un espécimen de calibrado.
Ejemplo:
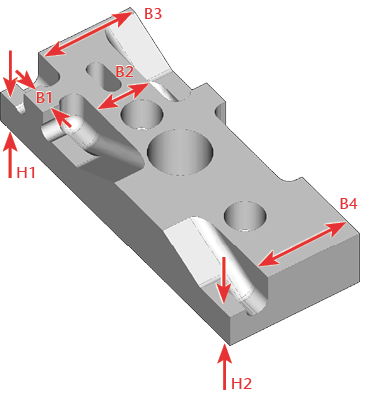
| Posición de medición | Valor |
|---|---|
|
H1 |
5,85 mm – 6,15 mm |
|
H2 |
5,85 mm – 6,15 mm |
|
B1 |
4,92 mm – 5,08 mm |
|
B2 |
9,92 mm – 10,08 mm |
|
B3 y B4 |
Diferencia: 0,2 mm máx. |
Ejemplo:
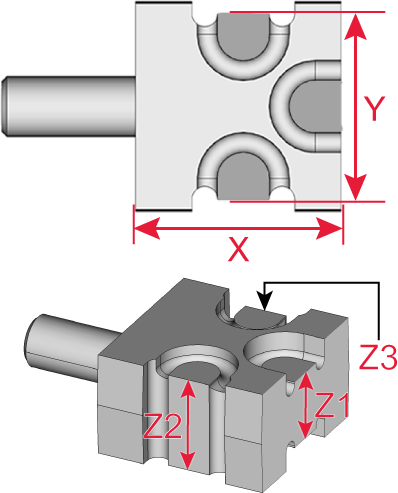
| Posición de medición | Valor |
|---|---|
|
X |
19,95 mm – 20,05 mm |
|
Y |
17,95 mm – 18,05 mm |
|
Z1 |
7,95 mm – 8,05 mm |
|
Z2 y Z3 |
Diferencia 0,1 mm máx. |
Ejemplo:
¡ATENCIÓN! Valores medidos erróneos debido a un error en la medición del cubo M
| Posición de medición | Ancho | Altura |
|---|---|---|
|
Cubo ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Triángulo | y triángulo || |
– |
Diferencia 0,1 mm máx. |
Ejemplo:
¡ATENCIÓN! Valores medidos erróneos debido a un error en la medición del cubo M
| Posición de medición | Ancho | Altura |
|---|---|---|
|
Cubo ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Triángulo | y triángulo || |
– |
Diferencia 0,1 mm máx. |
Ejemplo:
¡ATENCIÓN! Valores medidos erróneos debido a un error en la medición del cubo M
| Posición de medición | Ancho | Altura |
|---|---|---|
|
Cubo ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Bloque | y bloque || |
Diferencia 0,1 mm máx. |
|
Ejemplo:
¡ATENCIÓN! Valores medidos erróneos debido a un error en la medición del cubo M
| Posición de medición | Ancho | Altura |
|---|---|---|
|
Cubo ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cubo M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Triángulo | y triángulo || |
– |
Diferencia 0,1 mm máx. |