Prüfkörper fräsen und Werte prüfen
Workflow Maschine kalibrieren.
Voraussetzungen
-
Sie haben die Kalibrierung vorbereitet.
-
Sie haben die Bügelmessschraube vorbereitet.
-
Sie wissen, wie man einen einzelnen Auftrag ausführt.
-
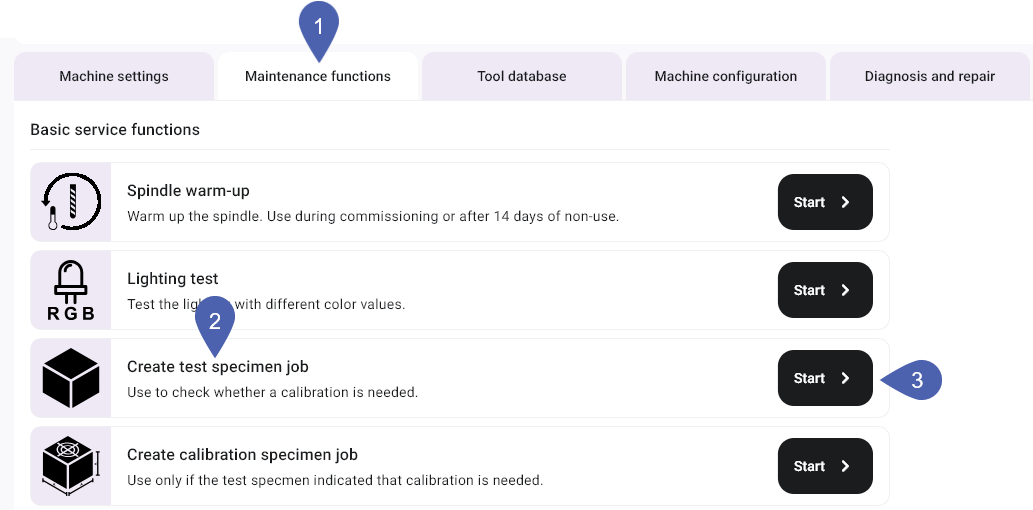
Öffnen Sie die Maschinenverwaltung mit folgendem Symbol in der Hauptsymbolleiste:

-
Wählen Sie den Reiter Servicefunktionen.
-
Wählen Sie bei der Funktion Prüfkörperauftrag erstellen die Schaltfläche Start.
-
dentalcnc fügt den Auftrag der Warteschlange hinzu.
-
Öffnen Sie die Fertigungsansicht mit folgendem Symbol in der Hauptsymbolleiste:

-
Fertigen Sie den Auftrag wie jeden anderen Auftrag.
-
Entfernen Sie den Prüfkörper aus der Maschine.
- E3
- E4
- E5
- K5, K5+, S5, S5m
- N4+
- R5
-
Entfernen Sie den Prüfkörper aus der Maschine.
-
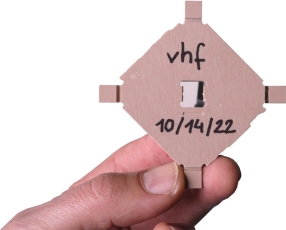
Empfehlung: Beschriften Sie den Prüfkörper mit einem Namen und Datum.
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel.
-
Empfehlung: Legen Sie die Einzelteile auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Vermessen Sie den Prüfkörper.
- Vermessen Sie jede Stelle 2 mal.
-
Notieren Sie alle Messwerte.
-
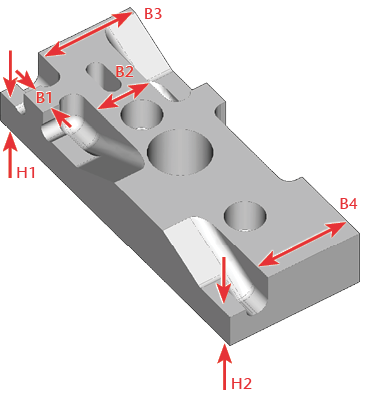
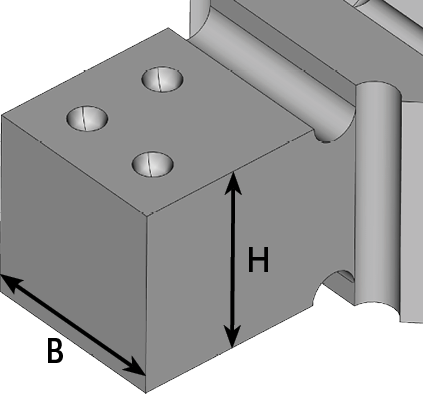
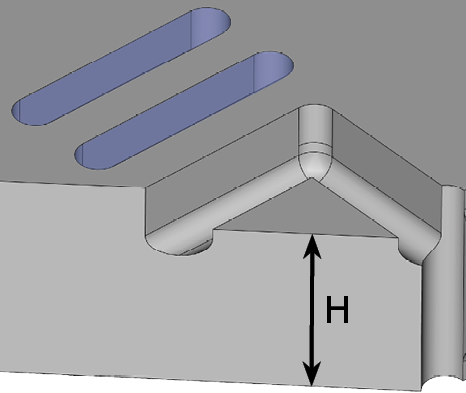
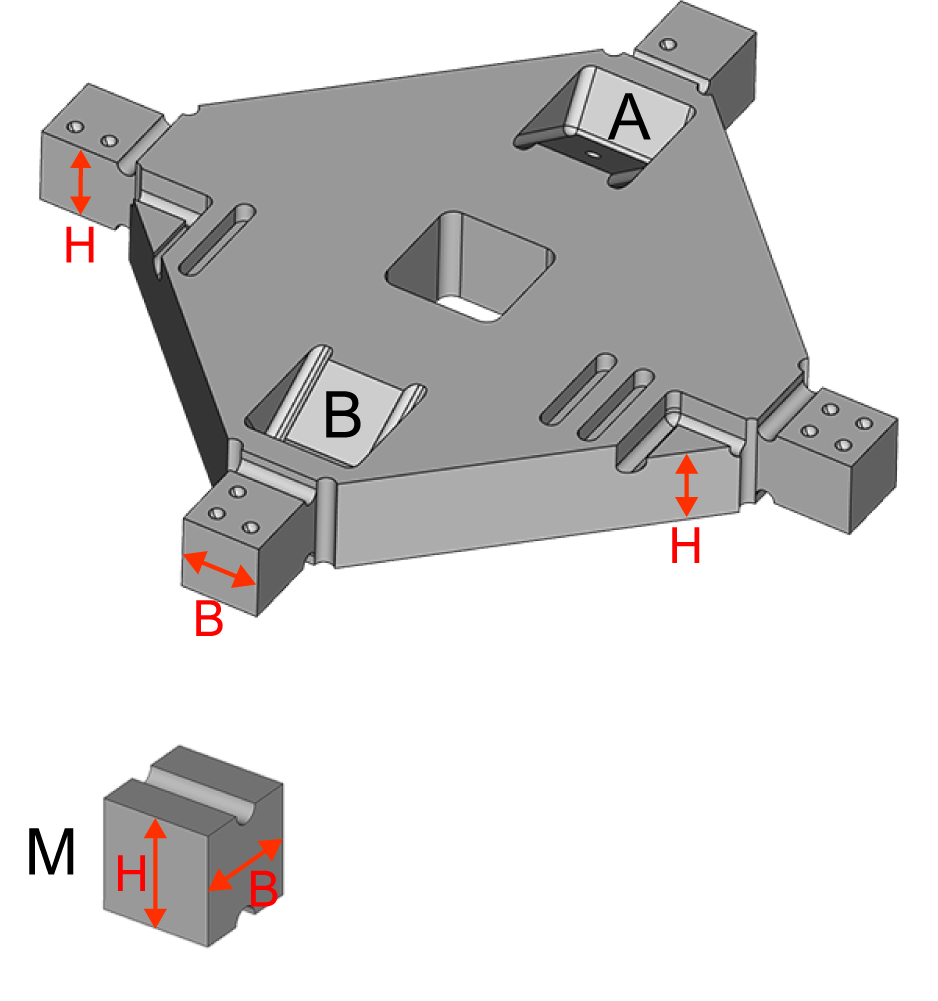
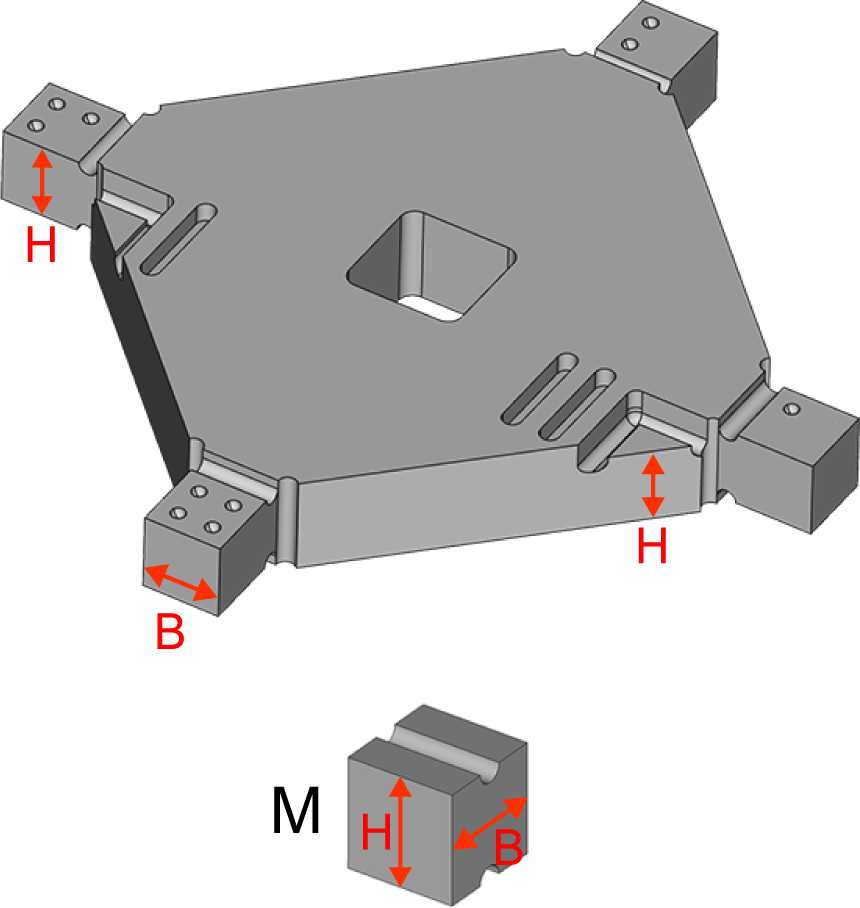
Messen Sie die Höhe der Messpunkte, die mit H beginnen.
Anzahl Messpunkte: 2
-
Messen Sie die Breite der Messpunkte, die mit B beginnen.
Anzahl Messpunkte: 4
-
Vergleichen Sie die Messwerte mit folgender Tabelle.
(Optional) Verwenden Sie zusätzlich zur manuellen Prüfung das maschinenspezifische interaktive Formular.
-
Wenn alle Messwerte innerhalb des Toleranzbereichs liegen, ist eine Kalibrierung nicht notwendig. Ansonsten fertigen und vermessen Sie einen Kalibrierkörper.
-
Entfernen Sie den Prüfkörper aus der Maschine.
-
Empfehlung: Beschriften Sie den Prüfkörper mit einem Namen und Datum.
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel.
-
Empfehlung: Legen Sie die Einzelteile auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Vermessen Sie den Prüfkörper.
- Vermessen Sie jede Stelle 2 mal.
-
Notieren Sie alle Messwerte.
-
Vergleichen Sie die Messwerte mit folgender Tabelle.
(Optional) Verwenden Sie zusätzlich zur manuellen Prüfung das maschinenspezifische interaktive Formular.
-
Wenn alle Messwerte innerhalb des Toleranzbereichs liegen, ist eine Kalibrierung nicht notwendig. Ansonsten fertigen und vermessen Sie einen Kalibrierkörper.
-
Entfernen Sie den Prüfkörper aus der Maschine.
-
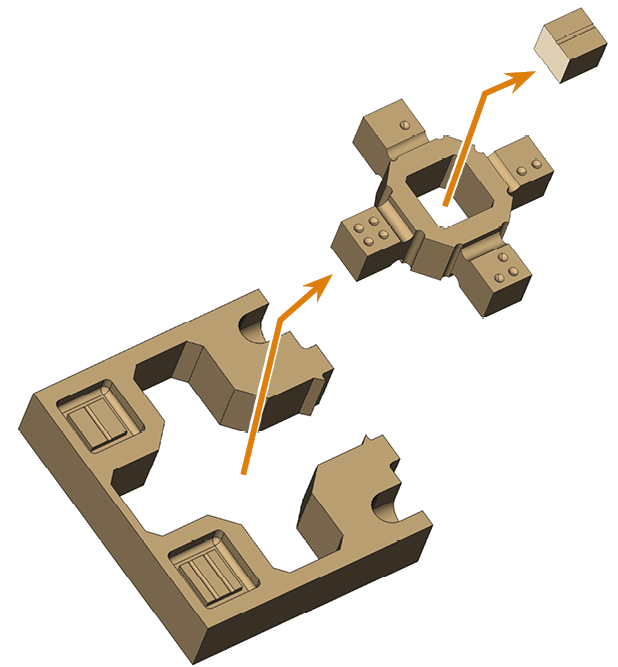
Trennen Sie die Teile.
-
Empfehlung: Beschriften Sie den Prüfkörper mit einem Namen und Datum.
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel.
-
Empfehlung: Legen Sie die Einzelteile auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Vermessen Sie den Prüfkörper.
- Vermessen Sie jede Stelle 2 mal.
-
Notieren Sie alle Messwerte.
-
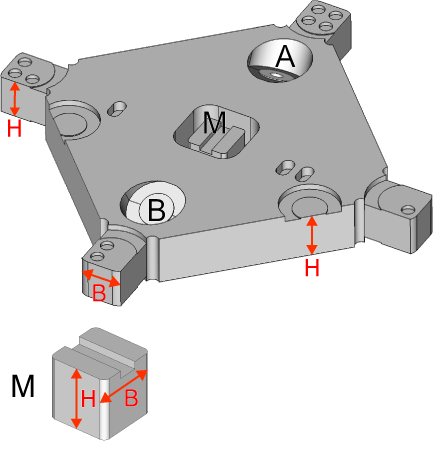
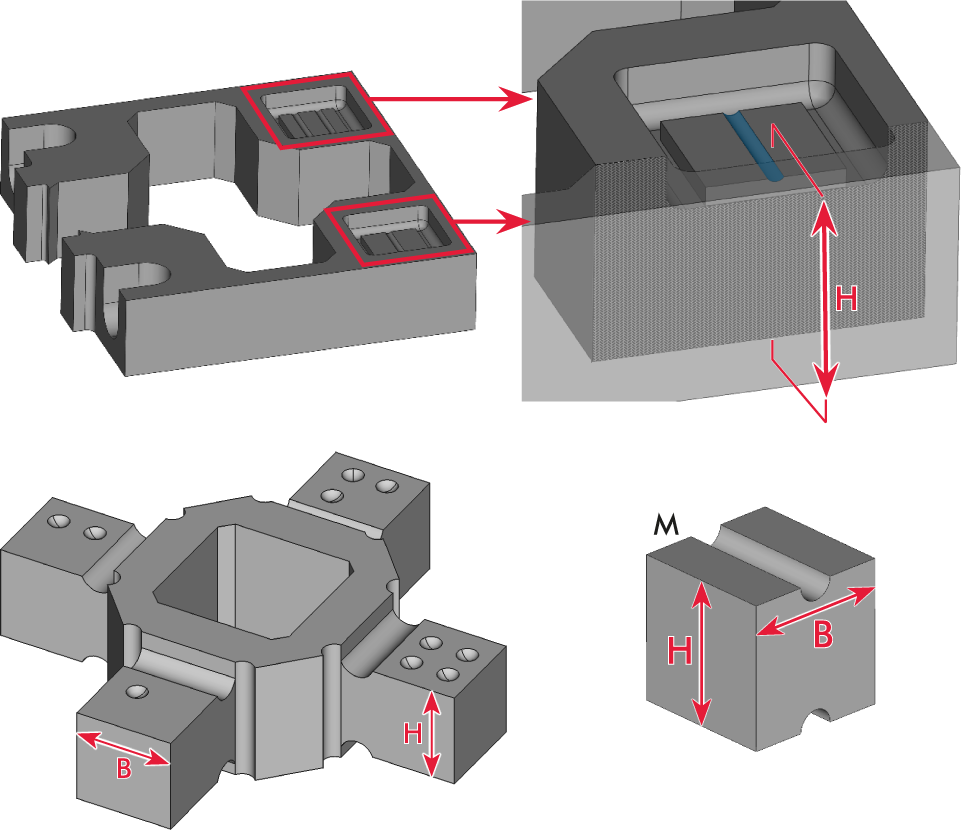
Messen Sie die Breite und die Höhe der Messpunkte, die mit Kreisen gekennzeichnet sind.
Anzahl Messpunkte: 4
-
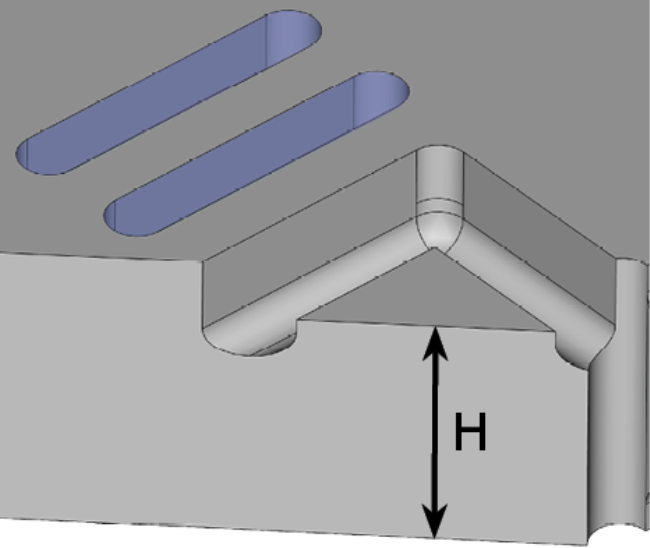
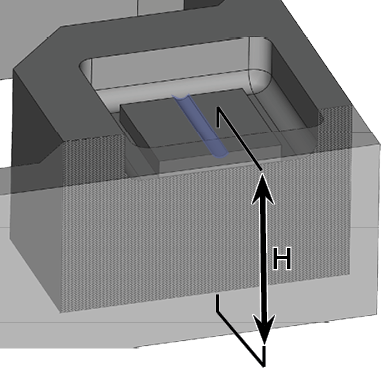
Messen Sie die Höhe der Dreiecke, die mit Balken gekennzeichnet sind.
Anzahl Messpunkte: 2
-
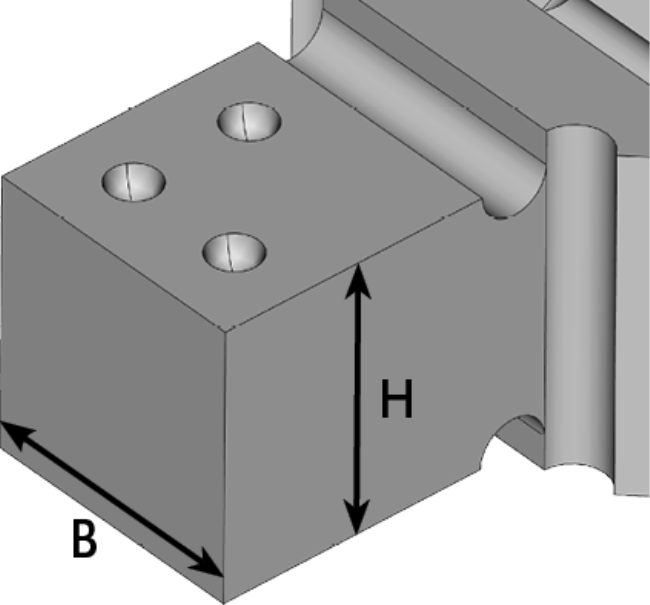
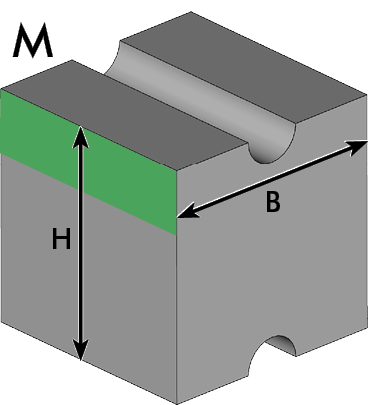
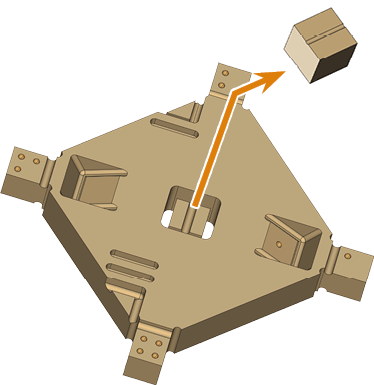
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
-
Vergleichen Sie die Messwerte mit folgender Tabelle.
(Optional) Verwenden Sie zusätzlich zur manuellen Prüfung das maschinenspezifische interaktive Formular.
-
Wenn alle Messwerte innerhalb des Toleranzbereichs liegen, ist eine Kalibrierung nicht notwendig. Ansonsten fertigen und vermessen Sie einen Kalibrierkörper.
-
Entfernen Sie den Prüfkörper aus der Maschine.
-
Trennen Sie die Teile.
-
Empfehlung: Beschriften Sie den Prüfkörper mit einem Namen und Datum.
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel.
-
Empfehlung: Legen Sie die Einzelteile auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Vermessen Sie den Prüfkörper.
- Vermessen Sie jede Stelle 2 mal.
-
Notieren Sie alle Messwerte.
-
Messen Sie die Breite und die Höhe der Messpunkte, die mit Kreisen gekennzeichnet sind.
Anzahl Messpunkte: 4
-
Messen Sie die Höhe der Dreiecke, die mit Balken gekennzeichnet sind.
Anzahl Messpunkte: 2
-
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
-
Vergleichen Sie die Messwerte mit folgender Tabelle.
(Optional) Verwenden Sie zusätzlich zur manuellen Prüfung das maschinenspezifische interaktive Formular.
-
Wenn alle Messwerte innerhalb des Toleranzbereichs liegen, ist eine Kalibrierung nicht notwendig. Ansonsten fertigen und vermessen Sie einen Kalibrierkörper.
-
Entfernen Sie den Prüfkörper aus der Maschine.
-
Trennen Sie die Teile.
-
Empfehlung: Beschriften Sie den Prüfkörper mit einem Namen und Datum.
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel.
-
Empfehlung: Legen Sie die Einzelteile auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Vermessen Sie den Prüfkörper.
- Vermessen Sie jede Stelle 2 mal.
-
Notieren Sie alle Messwerte.
-
Messen Sie die Höhe der Dreiecke, die mit Balken gekennzeichnet sind.
Anzahl Messpunkte: 2
-
Messen Sie die Höhe der inneren Blöcke, die mit Balken gekennzeichnet sind.
Anzahl Messpunkte: 2
-
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
-
Vergleichen Sie die Messwerte mit folgender Tabelle.
(Optional) Verwenden Sie zusätzlich zur manuellen Prüfung das maschinenspezifische interaktive Formular.
-
Wenn alle Messwerte innerhalb des Toleranzbereichs liegen, ist eine Kalibrierung nicht notwendig. Ansonsten fertigen und vermessen Sie einen Kalibrierkörper.
-
Entfernen Sie den Prüfkörper aus der Maschine.
-
Trennen Sie die Teile.
-
Empfehlung: Beschriften Sie den Prüfkörper mit einem Namen und Datum.
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel.
-
Empfehlung: Legen Sie die Einzelteile auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Vermessen Sie den Prüfkörper.
- Vermessen Sie jede Stelle 2 mal.
-
Notieren Sie alle Messwerte.
-
Messen Sie die Breite und die Höhe der Messpunkte, die mit Kreisen gekennzeichnet sind.
Anzahl Messpunkte: 4
-
Messen Sie die Höhe der Dreiecke, die mit Balken gekennzeichnet sind.
Anzahl Messpunkte: 2
-
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
-
Vergleichen Sie die Messwerte mit folgender Tabelle.
(Optional) Verwenden Sie zusätzlich zur manuellen Prüfung das maschinenspezifische interaktive Formular.
-
Wenn alle Messwerte innerhalb des Toleranzbereichs liegen, ist eine Kalibrierung nicht notwendig. Ansonsten fertigen und vermessen Sie einen Kalibrierkörper.
Beispiel:
| Messposition | Wert |
|---|---|
|
H1 |
5,85 mm – 6,15 mm |
|
H2 |
5,85 mm – 6,15 mm |
|
B1 |
4,92 mm – 5,08 mm |
|
B2 |
9,92 mm – 10,08 mm |
|
B3 und B4 |
Unterschied: max. 0,2 mm |
Beispiel:
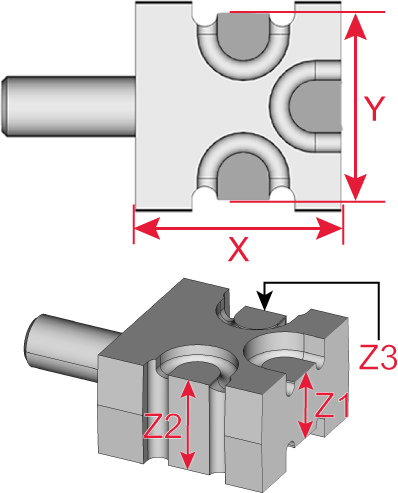
| Messposition | Wert |
|---|---|
|
X |
19,95 mm – 20,05 mm |
|
Y |
17,95 mm – 18,05 mm |
|
Z1 |
7,95 mm – 8,05 mm |
|
Z2 und Z3 |
Unterschied max. 0,1 mm |
Beispiel:
ACHTUNG! Falsche Messwerte durch fehlerhafte Vermessung des Würfels M
| Messposition | Breite | Höhe |
|---|---|---|
|
Würfel ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Dreieck | und Dreieck || |
– |
Unterschied max. 0,1 mm |
Beispiel:
ACHTUNG! Falsche Messwerte durch fehlerhafte Vermessung des Würfels M
| Messposition | Breite | Höhe |
|---|---|---|
|
Würfel ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Dreieck | und Dreieck || |
– |
Unterschied max. 0,1 mm |
Beispiel:
ACHTUNG! Falsche Messwerte durch fehlerhafte Vermessung des Würfels M
| Messposition | Breite | Höhe |
|---|---|---|
|
Würfel ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Block | und Block || |
Unterschied max. 0,1 mm |
|
Beispiel:
ACHTUNG! Falsche Messwerte durch fehlerhafte Vermessung des Würfels M
| Messposition | Breite | Höhe |
|---|---|---|
|
Würfel ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Dreieck | und Dreieck || |
– |
Unterschied max. 0,1 mm |