铣削热成型牙科咬合夹板
介绍
某些 vhf 机器可以用机械方法切割出在单独建模的载体材料上通过热成型制作的牙科咬合夹板。如果要获得完美的效果,加工热成型牙科咬合夹板需要特别注意一些事项。
对于所有机器和加工任务,都应遵守这些要点:
-
定期清洁工作仓,特别是夹头和坯料夹具。
-
确保使用的刀具正确且没有磨损。
牙科咬合夹板铣削机器
我们强烈建议您使用原装的 vhf 车针以获得最佳效果,并延长机器及其组件的使用寿命。
| 机器 | 材料 | 刀具 |
|---|---|---|
| E3 | 标准矫治器,最大 1 mm | P140–R1–60 |
合适的坯料盘
机器可以加工以下坯体:
![]()
牙弓模型上的热成型牙科咬合夹板,带固定用 vhf 专用底座。
-
牙科咬合夹板材质的最大厚度在 trimcam 中有规定。
-
根据 trimcam 中的选项使用牙科咬合夹板材质。
-
-
牙科咬合夹板材质最大直径为 125 mm。在加工之前,多余的牙科咬合夹板材质可能需要粗略取出。
坯料盘在夹入机器前必须单独准备。
准备坯料盘:概览
先决条件
-
来自 CAD 程序的合适的牙弓模型为 STL 文件
-
用 3D 打印设备制作牙弓模型
-
用于热成型牙科咬合夹板的设备
执行方式
-
用您 CAD 程序中的牙弓模型在 trimcam 中创建加工任务。确保满足对 STL 文件的要求。
trimcam 在牙弓模型的底部增加了一个 vhf 专用托架,用于在机器上固定。
-
使用 3D 打印机软件,从 trimcam 导入修改版牙弓模型。STL 文件保存在安装时由 trimcam 指定的导出目录中。
-
用 3D 打印机打印牙弓模型。确保始终满足对 3D 打印的要求。
-
对牙科咬合夹板进行热成型。确保满足以下要求:
-
牙弓模型位于设备中心位置。
-
牙弓模型位于平坦的基底上,没有嵌入。
-
-
检查成品坯料盘是否符合加工要求。
对 STL 文件的要求
-
使用 CAD 程序确保导出的 STL 文件符合以下要求:
-
该 STL 文件只允许包含一个物体。请将现有的多个子物体(如单颗牙齿)合并为单一物体。
-
牙弓模型应留有足够高度,以便设置修剪线。
-
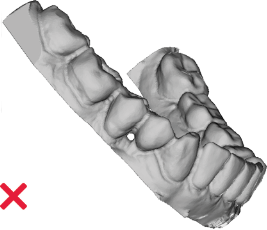
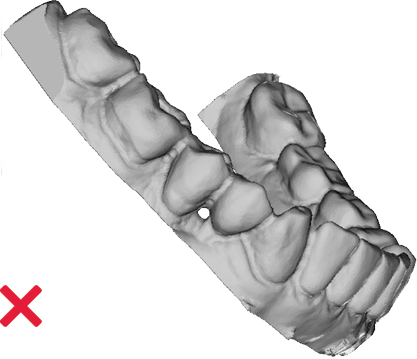
牙弓模型不得包含任何孔洞。
-
牙弓模型不得在牙列之间有任何横梁。

-
牙弓模型应具有平整的底面。
-
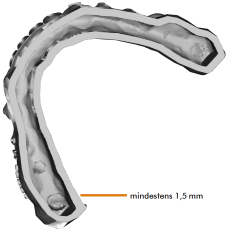
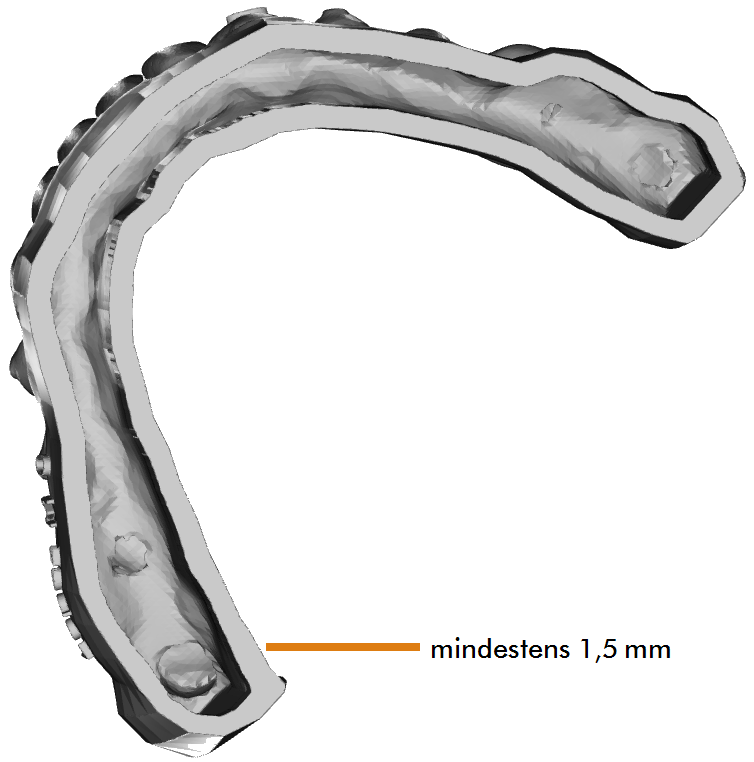
对于空心牙弓模型,壁厚至少应为 1.5 mm。
-
牙齿上的文字应凸出。
-
牙龈上的文字应凹陷。
-
文字应置于与所需修剪线有足够距离的地方。
-
牙弓模型底面不得有任何文字。
-
文件名不得包含变音符号或特殊字符。

对 3D 打印的要求
-
在准备 3D 打印模型时,请注意以下几点:
-
不要对模型底部进行修改,尽量避免使用支撑结构,以获得最佳铣削效果。
-
如果需要支撑结构:
-
平滑底面上的支撑结构必须能够彻底取出,确保无残留。
-
支撑结构不得置于安装固定支座位置。
-
-
如果需要在固定支座位置开出树脂排出口,则必须将其开在固定支座的大凹槽内。
-
不得使用凸出的文字/标记。
橙色:只有可取出的支撑结构
红色:无支撑结构
-
为确保坯料盘牢固夹紧在机器中,必要时须使用测试盘检查打印设置。
-
牙弓模型打印后处理:
注意! 注意打印机和树脂的文档中有关清洁和固化的信息。
-
树脂打印机:在最终固化前清洁牙弓模型。尤其要取出固定支座上的所有残留物。必要时使用刷子。
-
树脂打印机:让牙弓模型最终固化。
-
检查牙弓模型的几何形状是否正确。
-
彻底取出支撑结构。
-
线材打印机:如有必要,请取出轮廓线之间过渡处的残留物。
用测试盘检查 3D 打印质量
打印设置和打印质量对于坯料盘在机器中的可靠装夹至关重要。特别是,所谓的象脚效应会影响用于固定坯料盘的装夹。先打印出的层过度膨胀会导致模型变形。
要检查打印质量并确保在机器上成功固定,可以制作一个测试盘并测试装夹。测试盘现在已准备就绪:

-
使用通常用于坯料盘的设置打印测试盘。
-
按照通常处理坯料盘的方法准备测试盘。
-
将测试盘垂直装入机器:
-
将测试盘放在柱塞上方,底座朝下。
-
将测试盘压到坯料夹具上,直到与底座接触。


-
-
检查以下内容:
-
看不到象脚效应。


-
可将测试盘推到柱塞上,直到底座靠在坯料夹具上。
-
测试盘的底座平放在接触面上。
-
测试盘稳固放置,不会晃动。

-
-
如有必要: 更改打印设置并重复测试。如有必要,请联系 3D 打印机的制造商。
-
使用确定的打印设置来打印坯料盘。
对成品坯料盘的要求
-
确保成品坯料盘满足以下要求。否则可能无法顺利加工。
-
牙弓模型位于成品坯料盘的中央。

-
固定支座成型正确且对称。
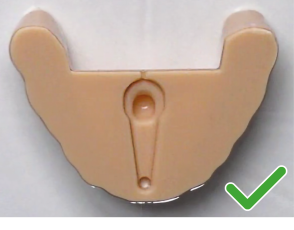
固定支座正确

固定支座不对称
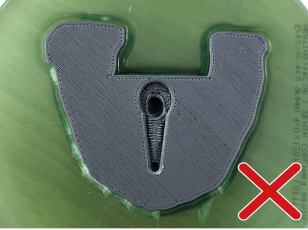
支座凹槽太小/无法触及
如果出现错误,检查错误是发生在 trimcam 的 STL 文件中,还是发生在 3D 打印过程中。
-
坯料盘底部没有凹凸不平之处,固定支座上也没有残留物。
-
装入机器时,坯料盘会牢牢卡入坯料夹具,无法移动。