用校准盘进行机器校准
如果加工结果不再令人满意,对机器执行校准也许改善这些结果。校准包括使用机器制造测试盘和校准盘,并对其进行测量。
校准错误导致加工结果变差
交货时,您的机器已经过校准。只要加工结果准确,就不需要进行新的校准。校准要花费很多时间,而且如果校准不正确,会使加工结果变差。
- 如果加工结果不准确,请先尝试调整加工条件:检查坯料盘的固定和质量以及刀具的状况。
- 校准机器之前,请联系客服。
- 在校准过程中测量和输入数据时要非常仔细。如有疑问,请中止校准。
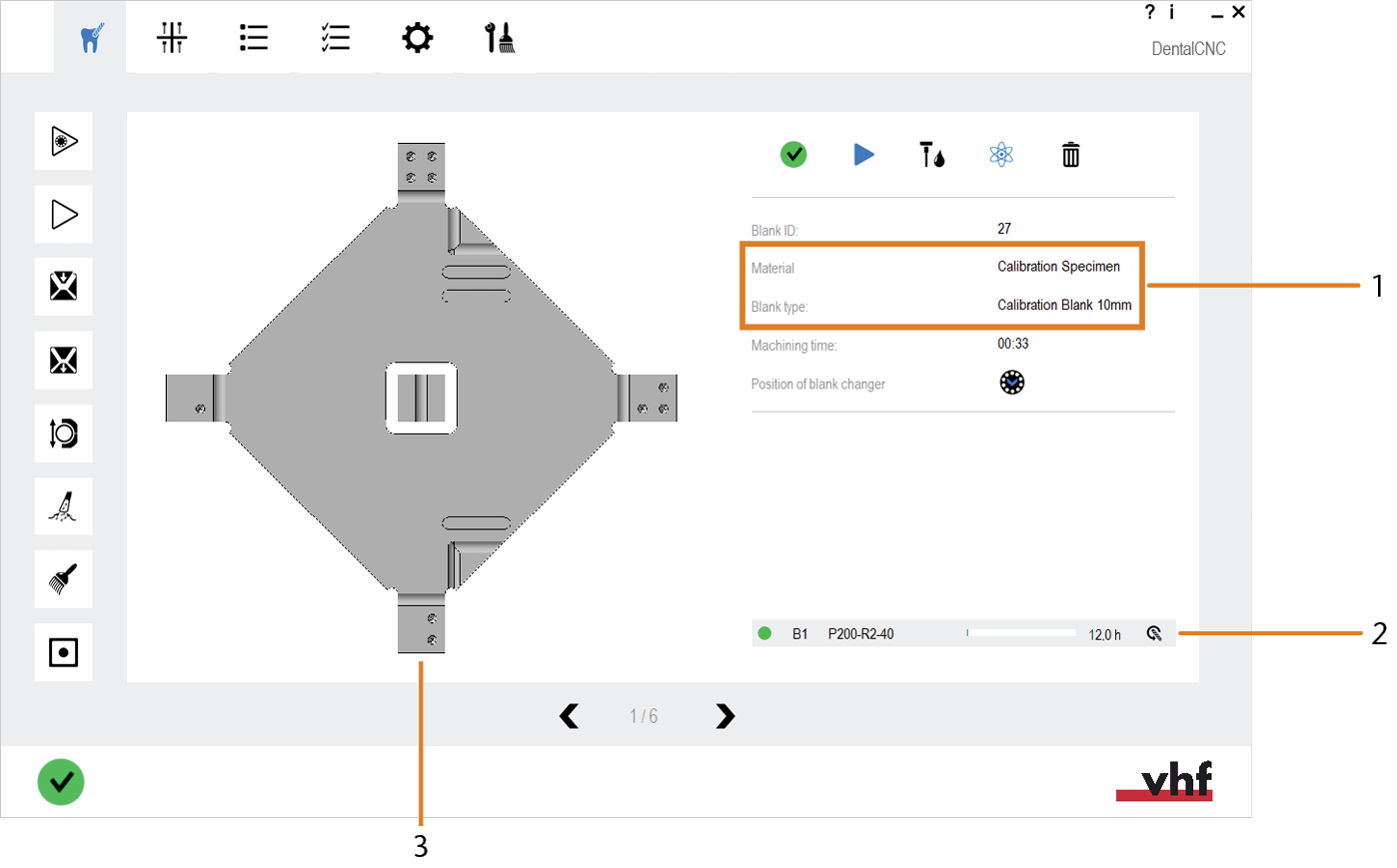
![]()
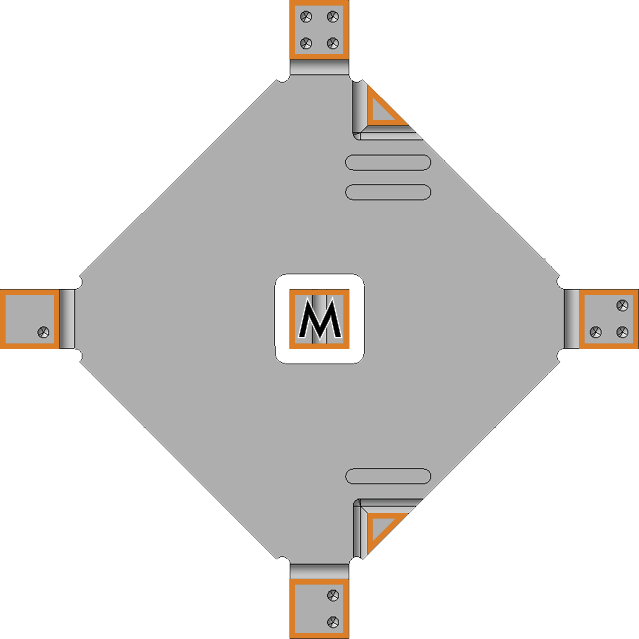
视图机器维护;用于校准机器的图标标有橙色
一般校准信息
注意测试盘和校准盘的区别
测试盘和校准盘在形状和功能上有所不同:
-
测试盘用于检查机器是否需要校准。
-
校准盘用于校准机器。
校准工作流程:
-
准备好校准套件
校准套件随附机器一起提供。
-
铣制造并测量一个测试盘
如果测量值在公差范围内,则您机器有充足的机械精度,因此不需要校准机器。如果它们超出公差范围,请继续校准机器。
-
制造和测量校准盘,并将测量值输入到 dentalcnc
该数据用于计算所需的校准。
-
用另一个测试盘检查校准是否成功。
验证校准是否改善了加工结果。
用于测量测试和校准盘的仪器
为测量校准盘或测试盘,您需要螺旋测微计。
-
注意! 切勿使用直尺或卡尺等通用测量仪器来测量校准盘或测试盘。这些工具对于此项任务精度不够。
用于铣削测试盘和校准盘的刀具
| 机器 | 刀具 |
|---|---|
|
E3 |
P300-R2-60 |
|
E4 |
P250-F1-40-T P200-R1-40 |
|
E5 |
P250-F1-40-T |
|
K5, K5+ R5 S1, S2, S5 |
P200-R1-40 |
|
K4 edition N4, N4+ |
P200-R1-35 |
|
Z4 |
P200-R1-35 |
dentalcam & dentalcnc 8 不支持其他机器。
步骤 1: 准备校准 E5 机器
-
检查机器序列号。
通过铭牌: 铭牌和序列号
通过 dentalcnc: 机器序列号、产品密钥和控制单元序列号
-
序列号 ≤ E5ID5…:
-
关闭机器至少 2 小时。
-
为获得最佳结果,请确保环境温度为 18 – 25°C。
-
观看视频
YouTube 视频 - 观看此类视频会将个人信息发送给 YouTube, LLC, USA。 隐私声明
步骤 3: 制造和测量测试盘
观看视频

YouTube 视频 - 观看此类视频会将个人信息发送给 YouTube, LLC, USA。 隐私声明
制造测试盘
直接在 dentalcnc 中创建测试盘和校准盘加工任务,而不是使用 dentalcam。
- 在机器维护视图中选择左列中的以下图标:

-
dentalcnc 打开加工视图,并将测试盘的加工任务添加到加工任务列表中。
-
选择在步骤 1 中创建的加工任务。
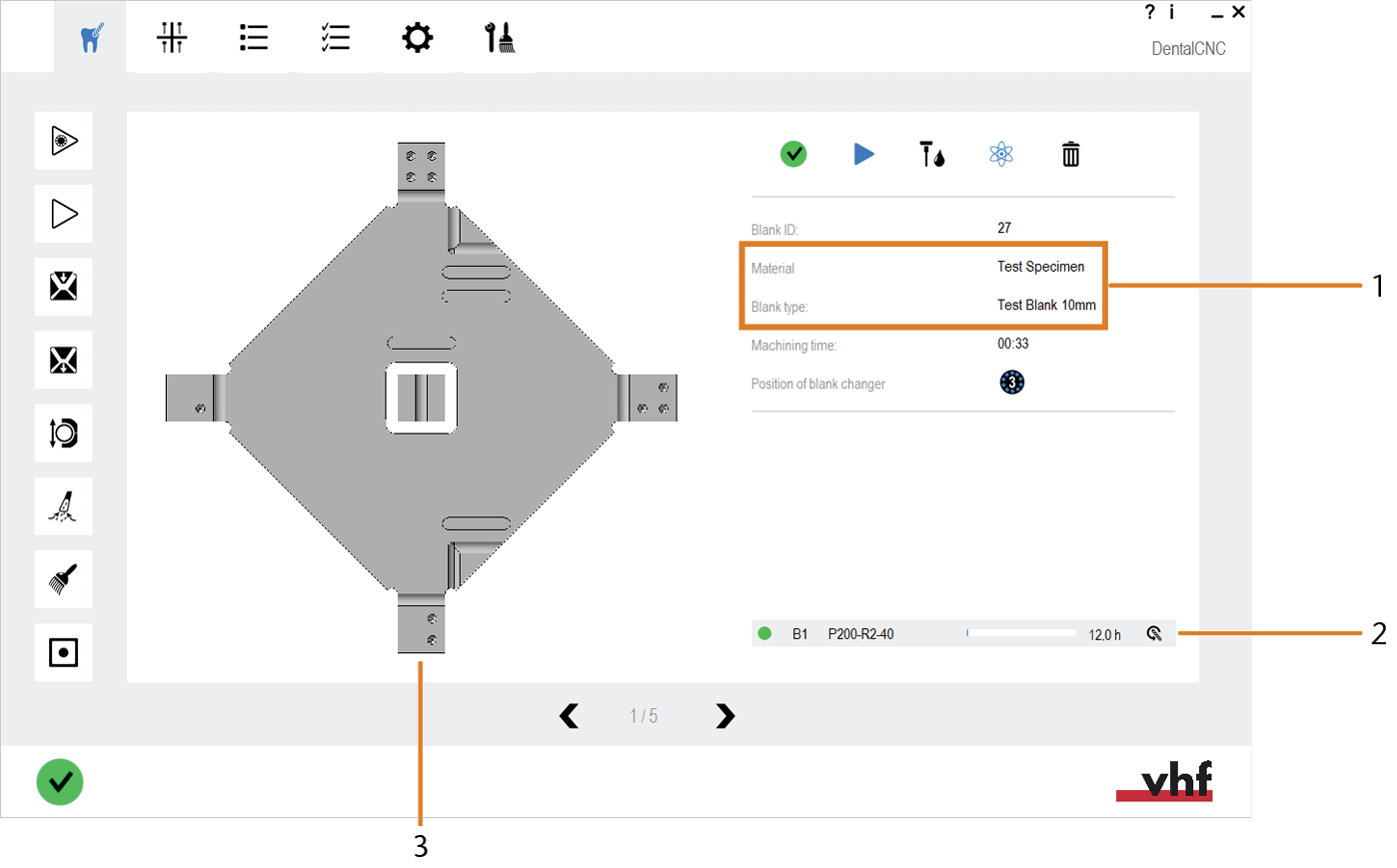
- 现在显示出作业详细信息。
- 标明圆盘试样的标签
- 铣削测试盘所需车针
- 铣削圆盘试样的预览
- 准备好机器,如下所示:
将准坯料盘装载或安装到工作仓中。
R5:将坯料盘直接安装到工作仓中。
将校准车针插入机器的刀库和 dentalcnc 中的虚拟刀库。
- 像其他加工任务一样加工该任务。
- 机器制造圆盘试样。
- 继续测量圆盘试样。
显示的数值和图形示例
测量测试盘
根据机器特定圆盘试样,主要有以下测量点:
-
立方体
-
三角形
-
块料
盘上的大多数测量点都带有符号标记:
- 圆圈(在本文档中以 ● 表示)
- 条(在本文档中以 | 表示)
- 字母、数字(如A、Z1)
大多数盘中间的立方体是测量点 M(称为“立方体 M”)。
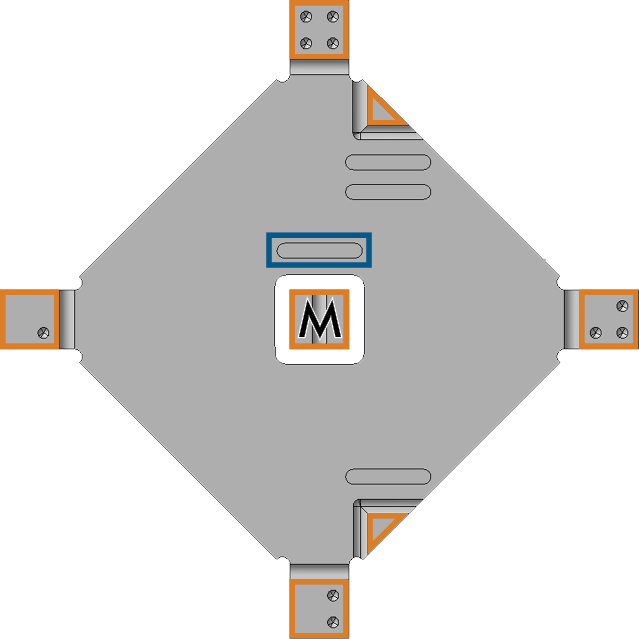
所有机器测试盘的图像
E5 的测试盘
S 系列、K5、K5+ 系列的测试盘
K4 edition、R5 系列的测试盘
N4、N4+ 系列的测试盘和校准盘
Z4 系列的测试盘和校准盘
E4 系列的测试盘和校准盘
E3 系列的测试盘和校准盘
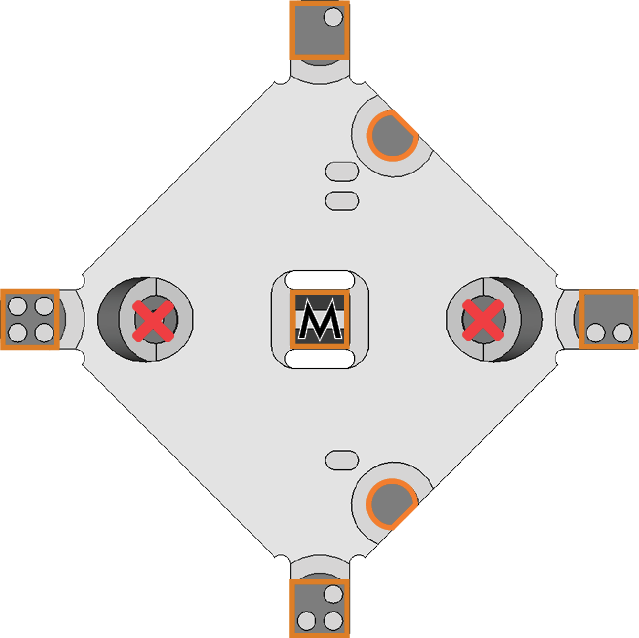
-
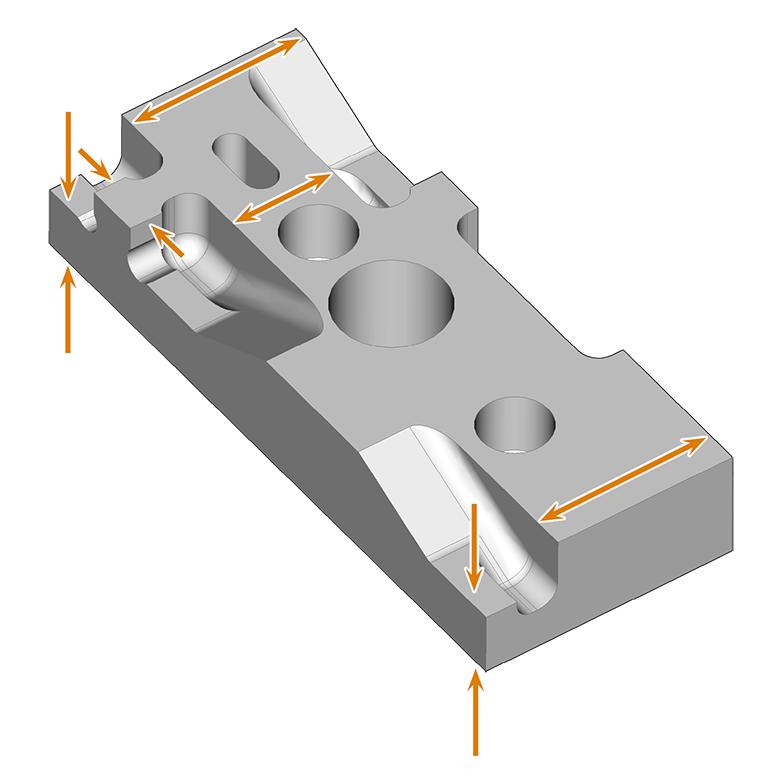
橙色标记和箭头:测量点
-
蓝色标记:测试盘上的标记,表明其为测试盘(并不针对所有机器)
-
红叉:测量测试盘时可忽略的点
步骤
-
从机器中取下测试盘。
-
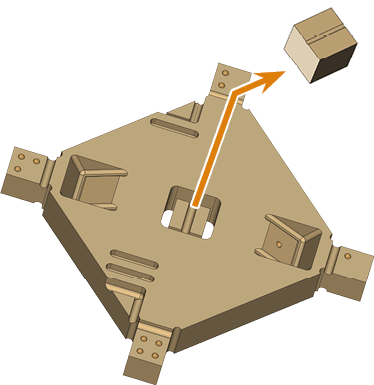
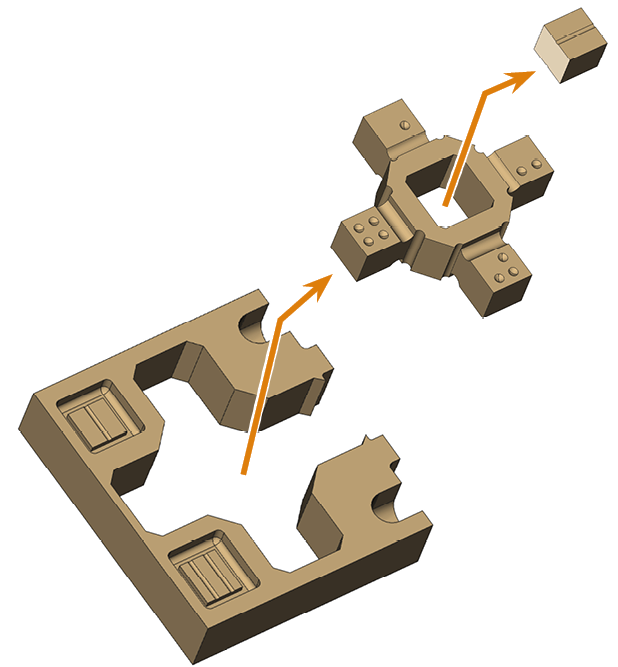
如图所示,分离以下测试盘的部件:
-
为了获得正确的测量结果,请用刷子清除测试盘或校准盘上的所有加工残留物。
-
(推荐) 将盘的各个部分放在平坦表面上,以便您可以用双手握住千分尺。
-
检查千分尺的零点是否设置正确。
-
测量机器特定圆盘试样的测量点:
-
在步骤 7 下的机器特定测试表中输入测量值。
或者:将每个测量值记录在一张纸上。
-
(推荐)用名称和日期来标记物体(例如“
机器特定圆盘的测量点:
-
-
忽略倾斜表面 (A, B),因为倾斜表面只用于校准。
-
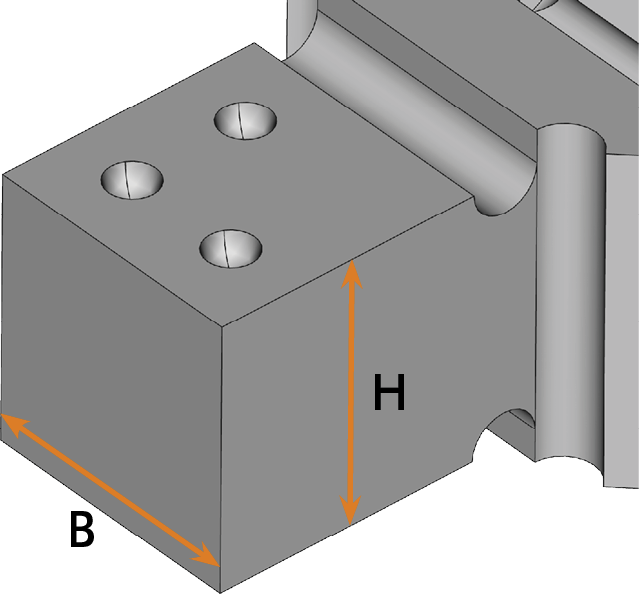
测量标有圆圈的测量点的宽度和高度。
-
测量标有条的测量点的高度。
-
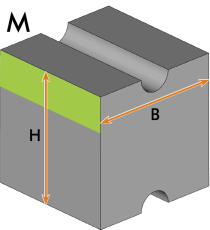
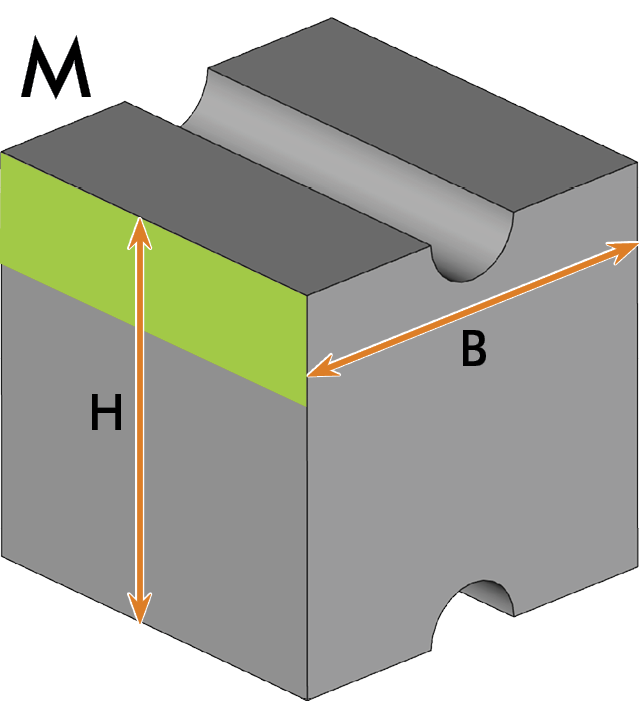
测量立方体 M 的宽度和高度。
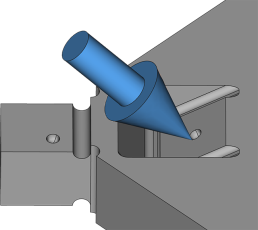
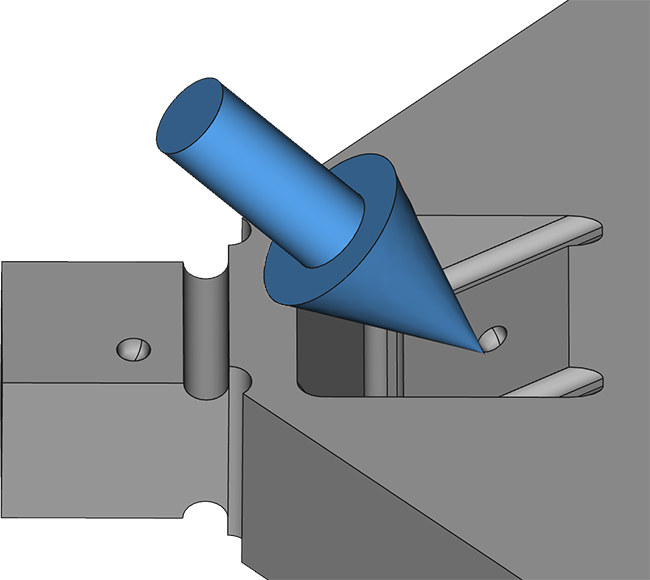
- 按照下图所示,测量高度和宽度。
-
测量宽度时,请将螺旋测微计置于立方体顶部区域(标记为绿色的区域)。
-
测量标有圆圈的测量点的宽度和高度。
-
测量标有条的测量点的高度。
-
测量立方体 M 的宽度和高度。
- 按照下图所示,测量高度和宽度。
-
测量宽度时,请将螺旋测微计置于立方体顶部区域(标记为绿色的区域)。
-
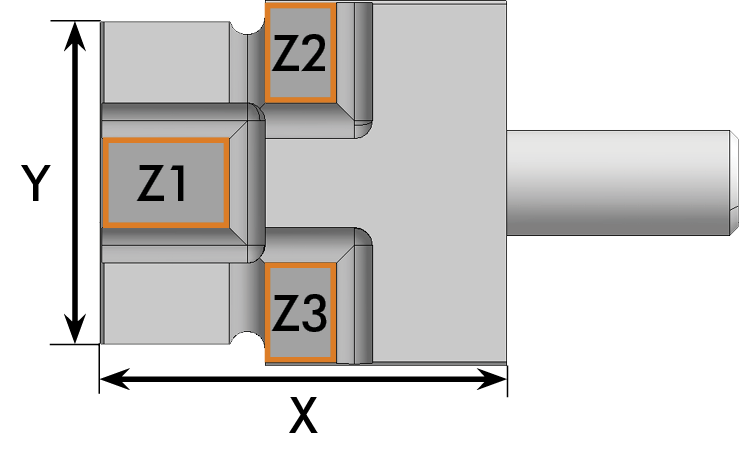
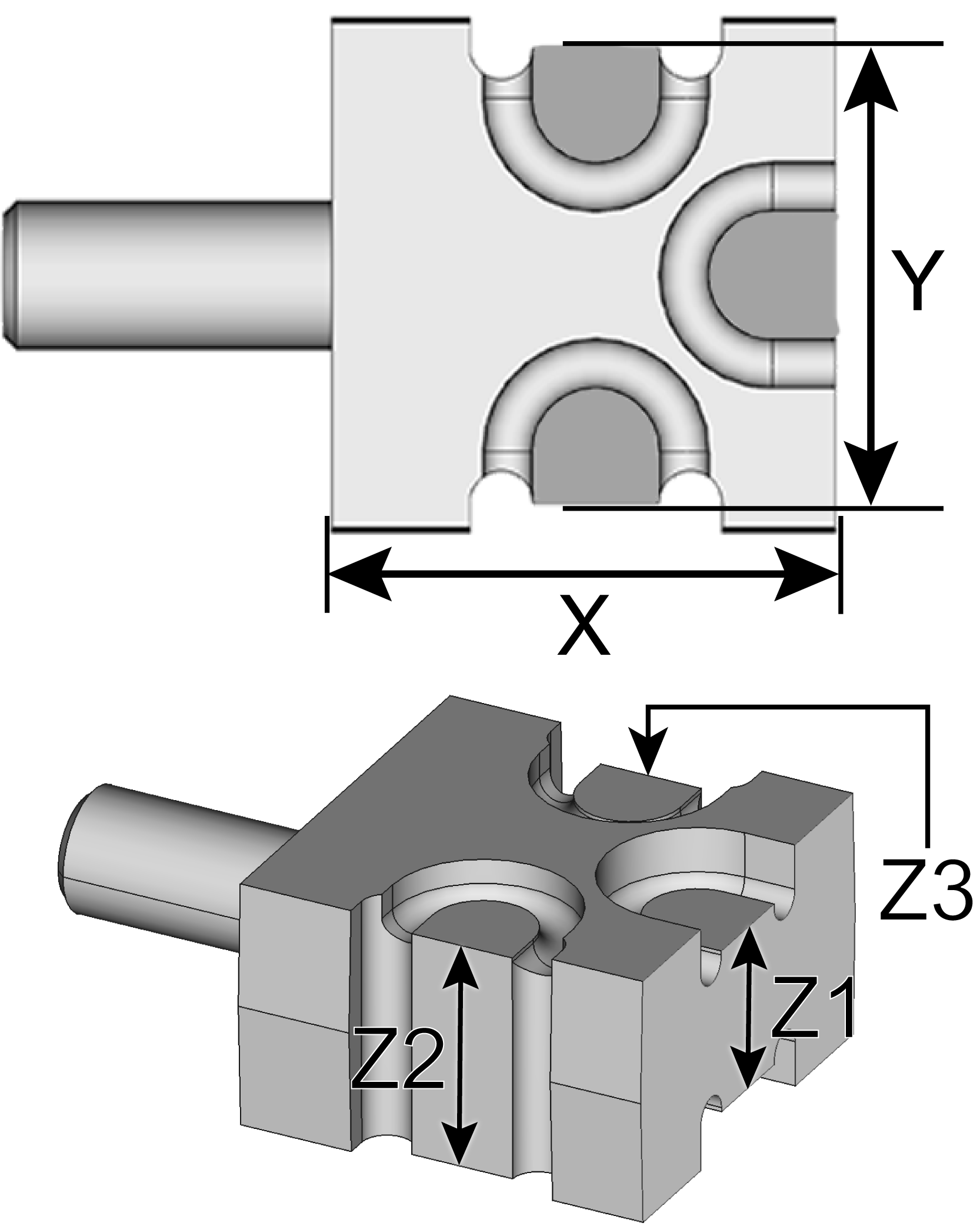
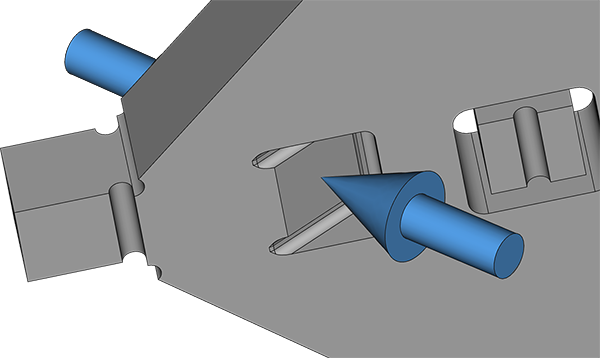
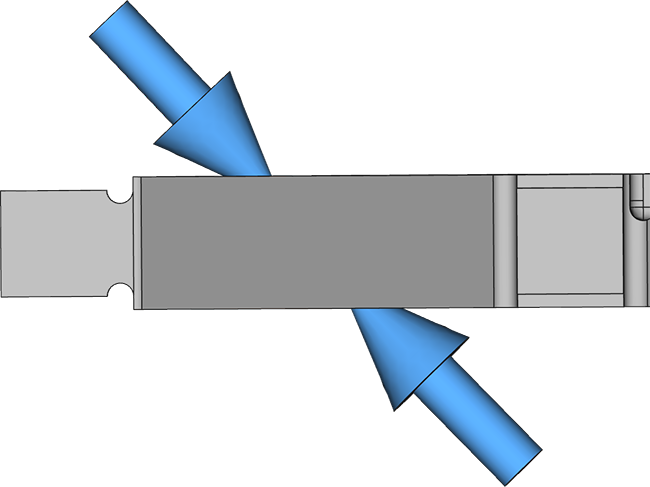
测量线段 X 和 Y 的长度。
-
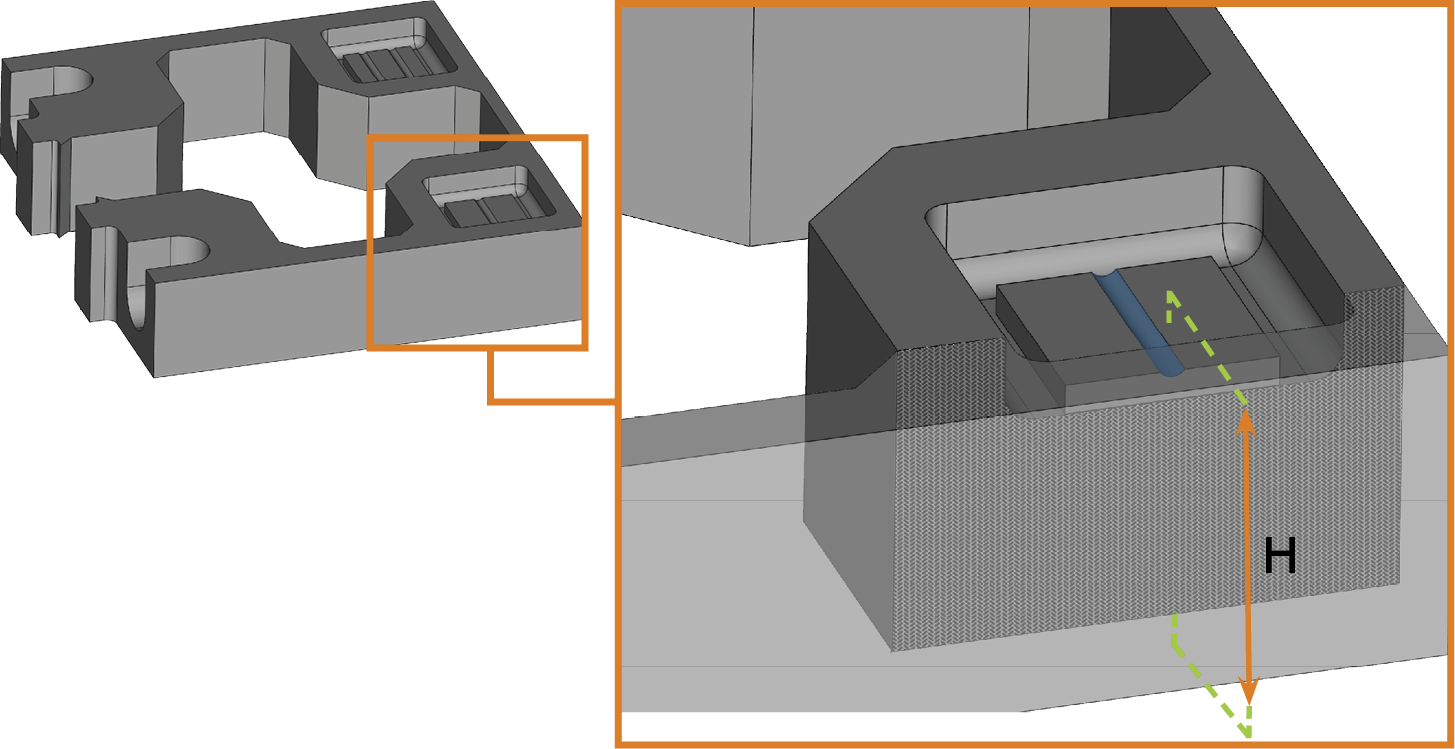
测量 Z1、Z2、Z3 的高度。
-
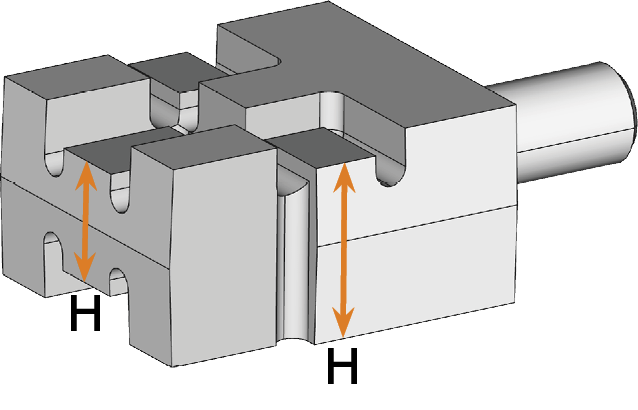
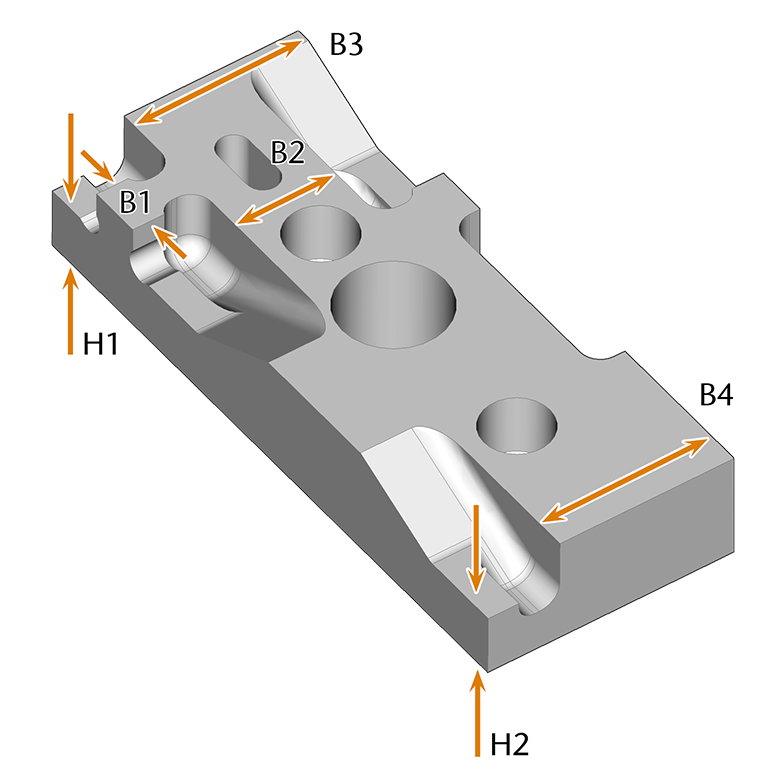
测量首字母为 H 的测量点的高度。
-
测量首字母为 B 的测量点的高度。
-
将测量值与机器特定表格中的值进行比较,检查是否需要校准机器。
除了手动检查外,还可以选择使用机器特定的交互式表格。
-
如果所有测量值都在公差范围内,则无需校准。否则,请继续加工并测量校准盘。
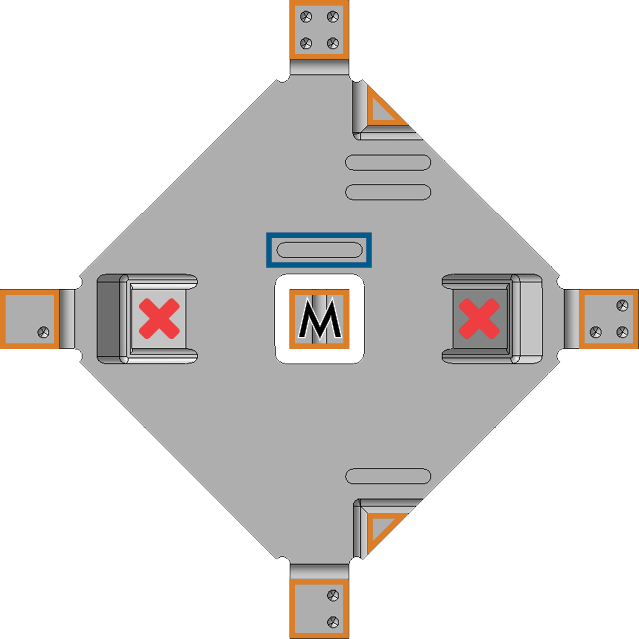
E5, K4 edition, K5, K5+, R5, S1, S2, S5
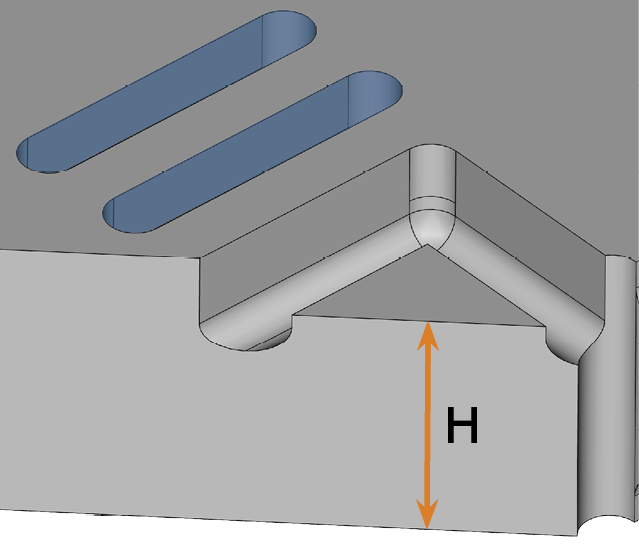
将三角形标记为蓝色的条形
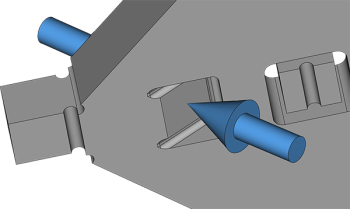
注意! 如果将螺旋测微计错误地放在立方体 M 上,会导致测量结果不正确
N4, N4+
测量标有条的立方体的高度(标有蓝色)。
注意! 如果在测量宽度时将螺旋测微计放在立方体 M 的底部,会导致测量结果不正确
E4, Z4
Z4的测试盘和校准盘
E4的测试盘和校准盘
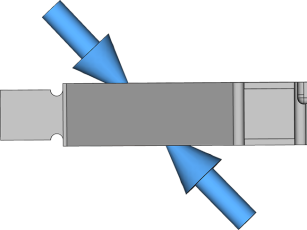
Z4:测量 Z1(左箭头)和 Z3(右箭头)的高度;Z2 与 Z3 相类似
E4
E3
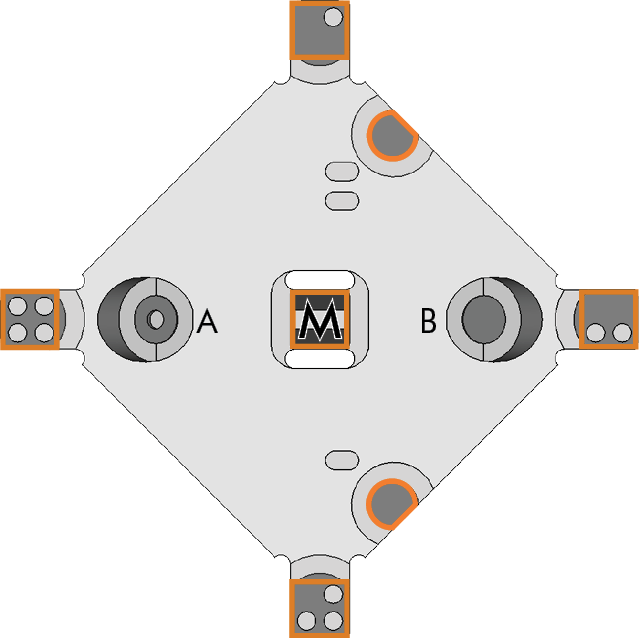
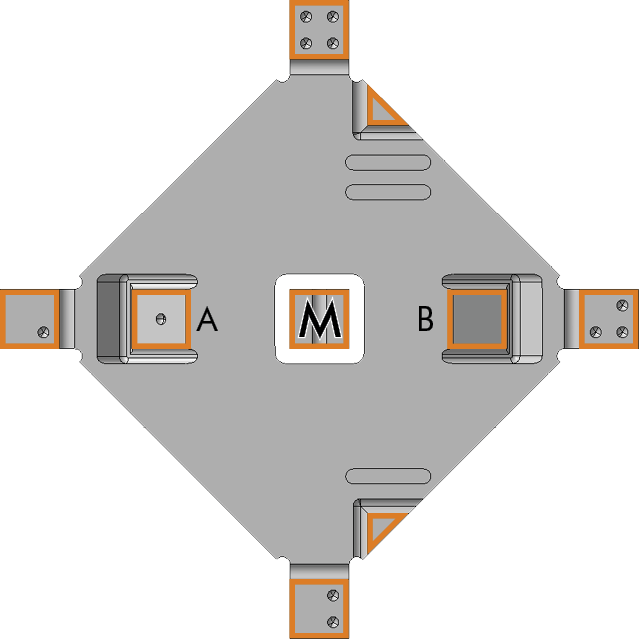
E5, K4 edition, K5, K5+, R5, S1, S2, S5
表面 A 和 B 仅用于校准
| 测量位置 | 宽度 | 高度 |
|---|---|---|
|
立方体 ● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 ●● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 ●●● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 ●●●● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 M |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
三角形 |和三角形 || |
– |
差值 最大 0.1 mm |
示例: 值“三角形 | 7.151 mm”和“三角形 || 7.195 mm”的差值小于 0.1 mm(差值:0.044 毫米),因此在公差范围内。
值“三角形 | 6.845 毫米”和“三角形 || 6.946 毫米”的差值大于 0.1 毫米(差值:0.101 毫米),因此超出公差范围。
N4, N4+
| 测量位置 | 宽度 | 高度 |
|---|---|---|
|
立方体 ● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 ●● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 ●●● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 ●●●● |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
立方体 M |
7.95 mm – 8.05 mm |
7.95 mm – 8.05 mm |
|
坯料块| 和坯料块 || |
差值 最大 0.1 mm |
|
示例: 值“坯料块| 7.151 mm”和“坯料块|| 7.195 mm”的差值小于 0.1 mm(差值:0.044 毫米),因此在公差范围内。
值“坯料块| 6.845 mm”和“坯料块|| 6.946mm”的差值大于 0.1 mm(差值:0.101 毫米),因此超出公差范围。
E4, Z4
| 测量位置 | 值 |
|---|---|
|
X |
19.95 mm – 20.05 mm |
|
Y |
17.95 mm – 18.05 mm |
|
Z1 |
7.95 mm – 8.05 mm |
|
Z2 & Z3 |
差值 最大 0.1 mm |
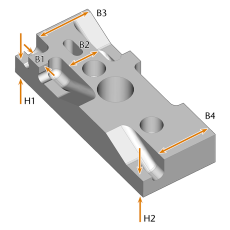
E3
| 测量位置 | 值 |
|---|---|
|
H1 |
5.85 mm – 6.15 mm |
|
H2 |
5.85 mm – 6.15 mm |
|
B1 |
4.92 mm – 5.08 mm |
|
B2 |
9.92 mm – 10.08 mm |
|
B3和B4 |
差值: 最大 0.2 毫米 |
步骤 4: 制造、测量校准盘,并将测量值输入 dentalcnc
观看视频
YouTube 视频 - 观看此类视频会将个人信息发送给 YouTube, LLC, USA。 隐私声明
制造校准盘
- 在机器维护视图中选择左列中的以下图标:

-
dentalcnc 打开加工视图,并将校准盘的加工任务添加到加工任务列表中。
-
选择在步骤 1 中创建的加工任务。
- 现在显示出作业详细信息。
- 标明圆盘试样的标签
- 铣削测试盘所需车针
- 铣削圆盘试样的预览
- 准备好机器,如下所示:
将准坯料盘装载或安装到工作仓中。
R5:将坯料盘直接安装到工作仓中。
将校准车针插入机器的刀库和 dentalcnc 中的虚拟刀库。
- 像其他加工任务一样加工该任务。
- 机器制造圆盘试样。
- 继续测量圆盘试样。
显示的数值和图形示例
测量校准盘
根据机器特定圆盘试样,主要有以下测量点:
-
立方体
-
三角形
-
块料
盘上的大多数测量点都带有符号标记:
- 圆圈(在本文档中以 ● 表示)
- 条(在本文档中以 | 表示)
- 字母、数字(如A、Z1)
大多数盘中间的立方体是测量点 M(称为“立方体 M”)。
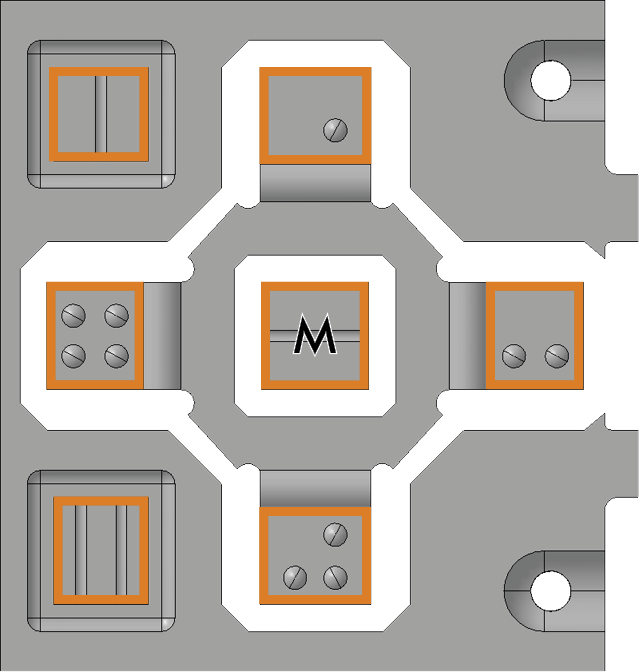
所有机器校准盘的图像
E5 的校准盘
S 系列、K5、K5+ 系列的校准盘
K4 edition、R5 系列的校准盘
N4、N4+ 系列的测试盘和校准盘
Z4 系列的测试盘和校准盘
E4 系列的测试盘和校准盘
E3 系列的测试盘和校准盘
-
橙色标记和箭头:测量点
-
A、B:只在特定条件下测量(见下文说明)
步骤
-
从机器上取下校准盘。
-
如图所示,分离以下校准盘的部件:
-
为了获得正确的测量结果,请用刷子清除测试盘或校准盘上的所有加工残留物。
-
(推荐) 将盘的各个部分放在平坦表面上,以便您可以用双手握住千分尺。
-
检查千分尺的零点是否设置正确。
-
测量机器特定圆盘试样的测量点:
-
直接在 dentalcnc 中输入值。
-
(推荐)用名称和日期来标记物体(例如“
机器特定圆盘的测量点:
-
-
测量标有圆圈的测量点的宽度和高度。
-
测量标有条的测量点的高度。
-
测量立方体 M 的宽度和高度。
- 按照下图所示,测量高度和宽度。
-
测量宽度时,请将螺旋测微计置于立方体顶部区域(标记为绿色的区域)。
-
(K5, K5+, S1, S2, S5) 测量相对倾斜面之间的距离:
有 2 对倾斜表面 (A, B) 需要测量。
-
倾斜面 A 在校准盘的顶面用一个点标记。
-
倾斜面没有标记。
顶面带有点的倾斜面 A
-
-
测量标有圆圈的测量点的宽度和高度。
-
测量标有条的测量点的高度。
-
测量立方体 M 的宽度和高度。
- 按照下图所示,测量高度和宽度。
-
测量宽度时,请将螺旋测微计置于立方体顶部区域(标记为绿色的区域)。
-
测量线段 X 和 Y 的长度。
-
测量 Z1、Z2、Z3 的高度。
-
测量首字母为 H 的测量点的高度。
-
测量首字母为 B 的测量点的高度。
-
继续将测量值输入到 dentalcnc。
E5, K4 edition, K5, K5+, R5, S1, S2, S5
将三角形标记为蓝色的条形
注意! 如果将螺旋测微计错误地放在立方体 M 上,会导致测量结果不正确
N4, N4+
测量标有条的立方体的高度(标有蓝色)。
注意! 如果在测量宽度时将螺旋测微计放在立方体 M 的底部,会导致测量结果不正确
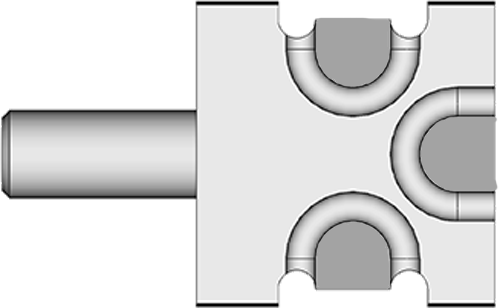
E4, Z4
Z4的测试盘和校准盘
E4的测试盘和校准盘
Z4:测量 Z1(左箭头)和 Z3(右箭头)的高度;Z2 与 Z3 相类似
E4
E3
将校准盘的测量值输入 dentalcnc
-
注意! 切勿将测试盘的测量值输入 dentalcnc。这将导致校准有误以及不加工结果精确。
输入校准值(S 系列、K5、K5+)
输入校准值(K4 edition、R5)
输入校准值(N4、N4+)
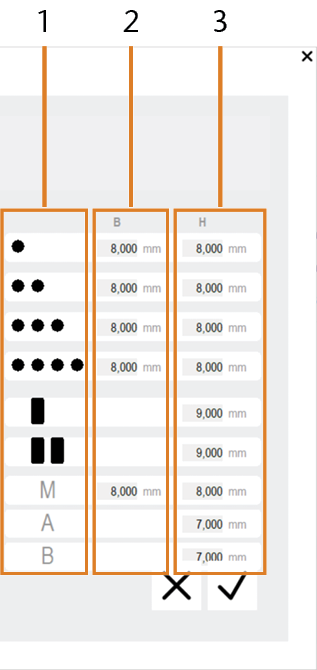
-
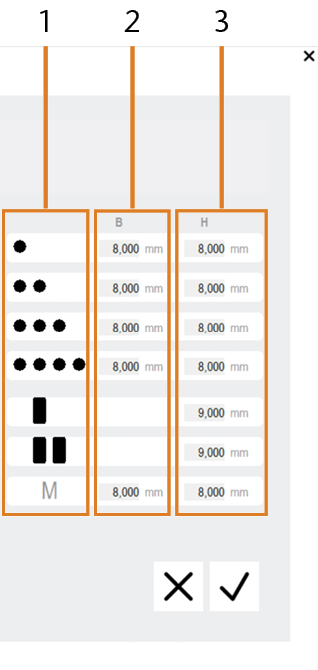
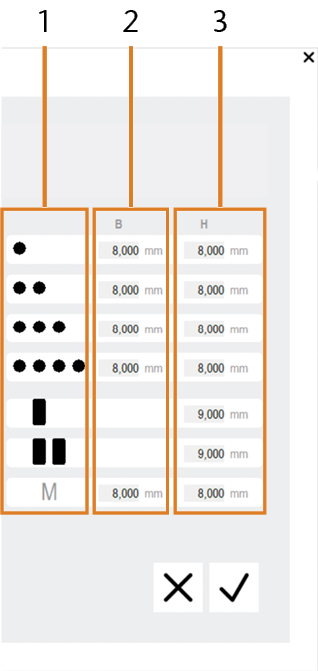
测量点的符号
-
测量点宽度的输入字段
-
测量点高度的输入字段
测量点的符号

圆

条

立方体 M

用字母和数字标注的测量点
- 输入校准盘的测量值:
- 输入测量点 Z1、Z2、Z3 的高度。
- 输入线段 X、Y 的长度。
- 输入所有标有圆圈的测量点的高度和宽度。
- 输入标有条形的所有测量点的高度。
- 输入立方体 M 的高度和宽度。
- S1、S2、S5、K5、K5+:如果安装了新的 Y 轴限位开关或滚珠丝杆,请输入倾斜表面 A、B 的高度。
- 要确认您的输入,请选择以下图标:

- 当前窗口关闭。 将打开一个对话窗口。
- 确认当前消息。
E4、Z4
其他机器
步骤 5: 检查校准情况
-
铣削并测量一个测试盘。确认测量值是否在公差范围内。 制造和测量测试盘
-
如果测量值在公差范围内,则校准成功。