Paramétrage de la machine avec des échantillons d’étalonnage
Informations générales sur l'étalonnage
Si les résultats d'usinage ne sont plus satisfaisants, un étalonnage de la machine peut les améliorer. Un étalonnage implique la fabrication de échantillons d’étalonnage et de contrôle et leur mesure.
Dégradation des résultats d’usinage en cas d'étalonnage défectueux
La machine est livrée déjà étalonnée. Tant que vos résultats de fabrication sont satisfaisants, aucun nouvel étalonnage n’est nécessaire. L’étalonnage prend beaucoup de temps et, s'il n'est pas effectué correctement, nuit aux résultats de fabrication.
- Si les résultats de fabrication sont imprécis, essayez d'abord de modifier les conditions de fabrication : Vérifiez la fixation et la qualité de la pièce brute ainsi que l'état de l'outil.
- Avant d’étalonner la machine, contactez le service client.
- Lors de l’étalonnage, procédez aux mesures et saisies de données très soigneusement. En cas de doute, interrompez l'étalonnage de la machine.
-
Ouvrez les Paramètres de l'application dentalcnc en cliquant sur l'icône suivante dans la barre d'icônes principale :

-
Ouvrez la vue Maintenance de la machine en cliquant sur l'icône suivante dans la barre d'icônes locale :

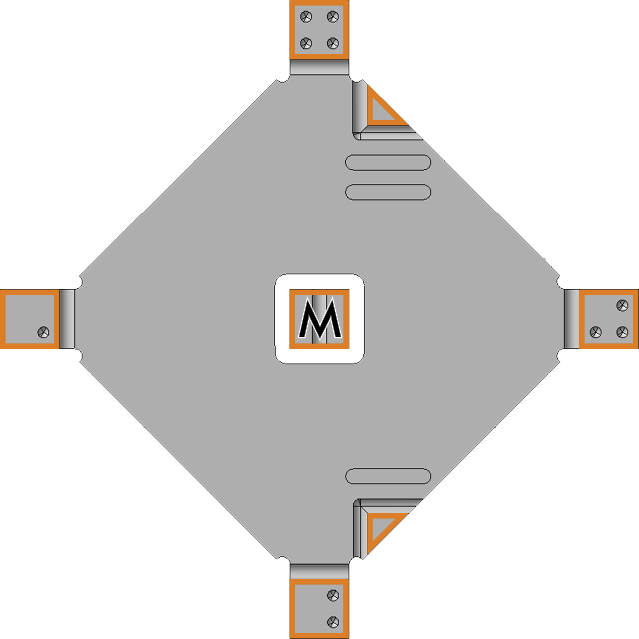
![]()
La vue Entretien de la machine ; icônes d’étalonnage de la machine marquées en orange
Différence entre les échantillons de contrôle et les échantillons d’étalonnage
Vous créez les échantillons de contrôle et les échantillons d’étalonnage à partir de pièces brutes d'étalonnage. Les échantillons de contrôle et les échantillons d’étalonnage ont des fonctions différentes :
-
Les échantillons de contrôle permettent de contrôler si la machine doit être étalonnée.
-
Les échantillons d’étalonnage permettent d’étalonner la machine.
Workflow d'étalonnage :
-
Ayez le kit d’étalonnage à portée de main
L'ensemble a été fourni avec votre machine.
-
Fabriquer et mesurer une pièce de contrôle
Si les valeurs mesurées sont dans les limites de tolérance, la mécanique de votre machine est précise et vous n'avez pas besoin de l'étalonner. Si elles sont hors tolérance, débuter l'étalonnage de la machine.
-
Fabriquer et mesurer un échantillon d'étalonnage et saisir les valeurs de mesure dans dentalcnc
Ces données sont utilisées pour calculer l'étalonnage requis.
-
Vérifiez si l'étalonnage a réussi avec un autre échantillon d'essai
Vérifiez que l'étalonnage a amélioré les résultats de l'usinage.
Instruments de mesure des échantillons d'essai et d'étalonnage
Pour mesurer les échantillons d'essai et d'étalonnage, vous devez utiliser un micromètre.
-
N’utilisez jamais d’instruments de mesure courants tels que des règles ou des calibres à coulisse pour mesurer des échantillons d’étalonnage ou de contrôle. Ces instruments sont trop imprécis pour cette tâche.
ATTENTION !Pannes de machines et mauvais résultats de fabrication dus à des valeurs de mesure erronées
Outils pour le fraisage d’échantillons d’étalonnage et de contrôle
| Machine | Outil |
|---|---|
|
E3 |
P300-R2-60 |
|
E4 |
P250-F1-40-T P200-R1-40 |
|
E5 |
P250-F1-40-T |
|
K5, K5+ R5 S1, S2, S5 |
P200-R1-40 |
|
K4 edition N4, N4+ |
P200-R1-35 |
|
Z4 |
P200-R1-35 |
Les autres machines ne sont pas prises en charge par dentalcam & dentalcnc 8.
Étape 1 : Préparer l’étalonnage des machines E5
-
Vérifiez le numéro de série de la machine.
Par plaque signalétique : Plaque signalétique et numéro de série
Avec dentalcnc : Numéro de série de la machine, code produit et numéro de série de l’unité de commande
-
Numéro de série ≤ E5ID5… :
-
Éteignez la machine pendant au moins 2 heures.
-
Pour de meilleurs résultats, veillez à ce que la température ambiante soit comprise entre 18 et 25 °C.
-
Étape 2 : Ayez le kit d’étalonnage à portée de main
Votre machine a été livrée avec un kit d'étalonnage comprenant les éléments suivants :
- Pièces brutes d’étalonnage
- Un outil conçu pour réaliser des échantillons d’étalonnage et des échantillons de contrôle
- Un micromètre à cadran pour mesurer les échantillons d'étalonnage et les échantillons de contrôle
Regardez la vidéo
Vidéo YouTube – Lorsque cette vidéo est affichée, des données personnelles sont envoyées à YouTube, LLC, États-Unis. Déclaration de confidentialité
Étape 3 : Fabriquer et mesurer un échantillon de contrôle
Regardez la vidéo

Vidéo YouTube – Lorsque cette vidéo est affichée, des données personnelles sont envoyées à YouTube, LLC, États-Unis. Déclaration de confidentialité
Fabrication d’un échantillon de contrôle
-
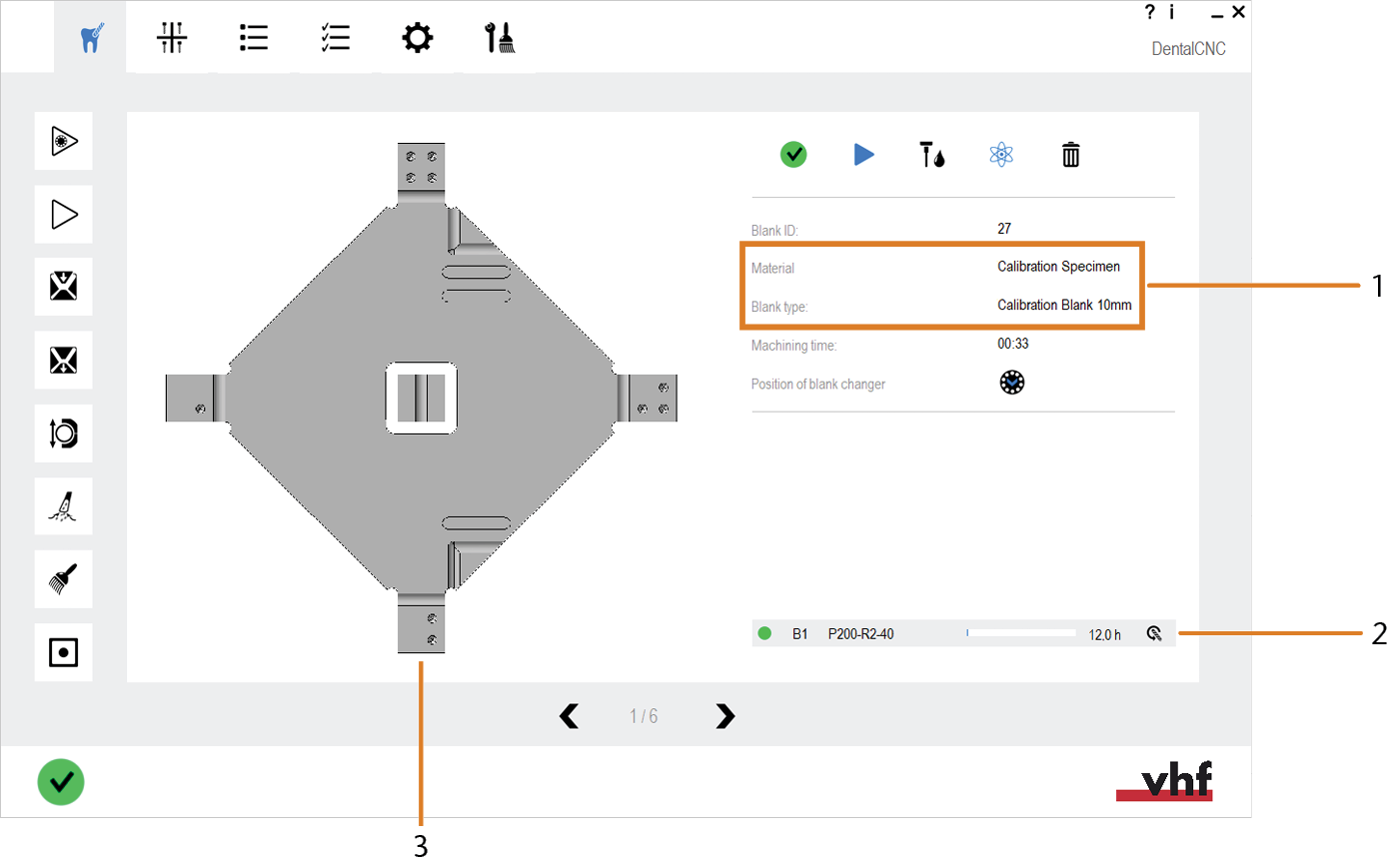
Dans la vue Entretien de la machine, sélectionnez l'icône suivante dans la colonne de gauche :

-
dentalcnc ouvre l’affichage d’usinage et ajoute une tâche pour la pièce de contrôle à la liste des tâches.
-
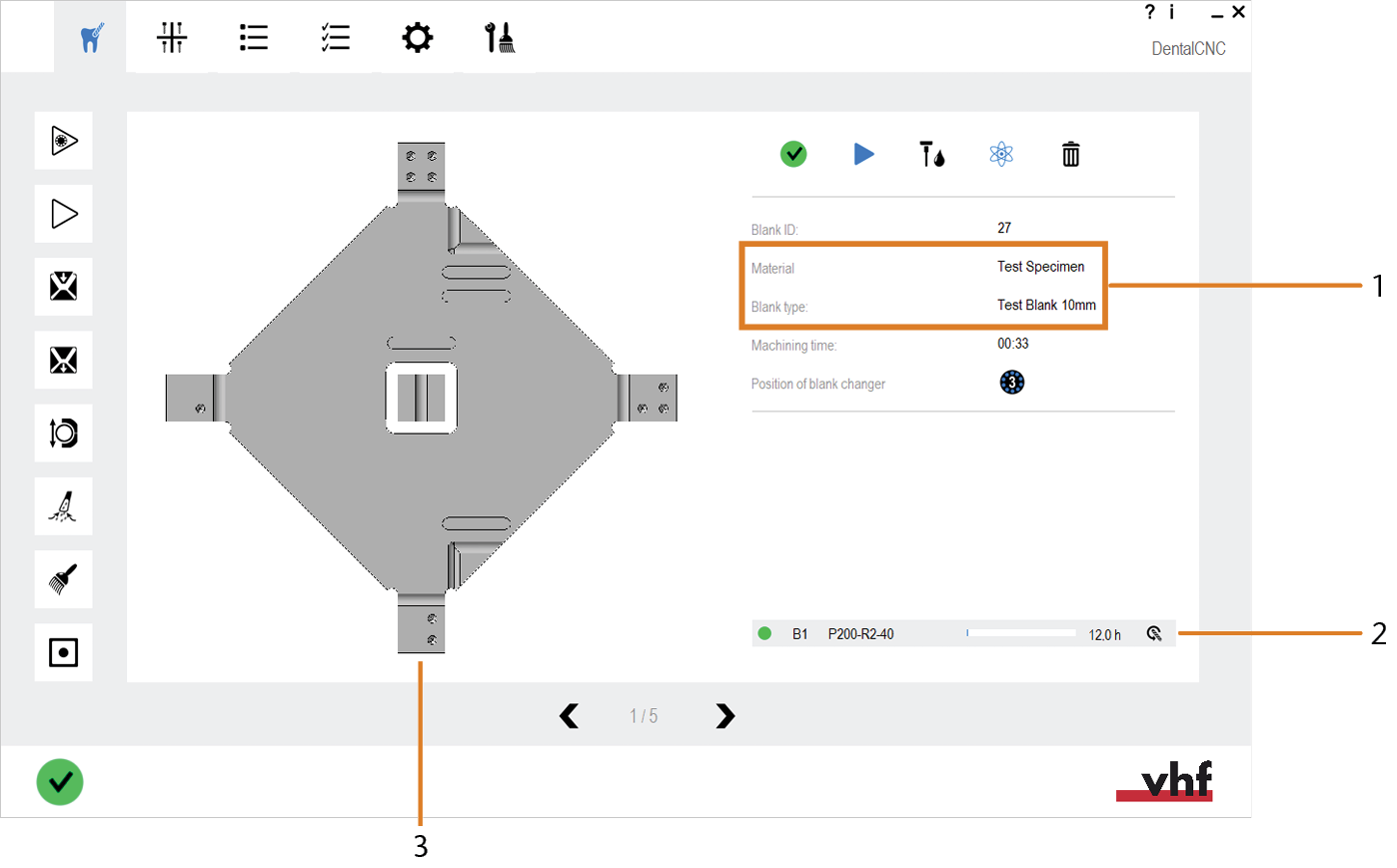
Sélectionnez la tâche créée à l’étape 1.
- Les détails de la tâche s'affichent.
- Étiquettes désignant l'échantillon
- Outil nécessaire pour fraiser l'échantillon
- Aperçu de l'échantillon fraisé
-
Montez ou chargez la pièce brute dans la chambre de travail.
R5 : Montez la pièce brute directement dans la chambre de travail.
-
Insérez l'outil d'étalonnage dans le magasin d'outils de votre machine et dans le magasin d'outils virtuel de dentalcnc.
-
Réalisez la tâche comme n’importe quelle autre.
-
Retirez l’échantillon de contrôle de la machine.
Créez des tâches pour les échantillons de paramétrage et de contrôle directement dans dentalcnc, pas avec dentalcam.
Valeurs et graphiques affichés à titre d’exemple
Mesure d'un échantillon d'essai
Selon l'échantillon spécifique de la machine, il existe les points de mesure suivants :
-
Cubes
-
Triangles
-
Blocs
La plupart des points de mesure sur l'échantillon sont marqués par des symboles :
- Cercles (représentés dans ce document en tant que ●)
- Barres (représentées dans ce document en tant que |)
- Lettres, chiffres (par exemple A, Z1)
Le cube au milieu de la plupart des spécimens est le point de mesure M (appelé 'cube M').
Images des échantillons de contrôle de toutes les machines
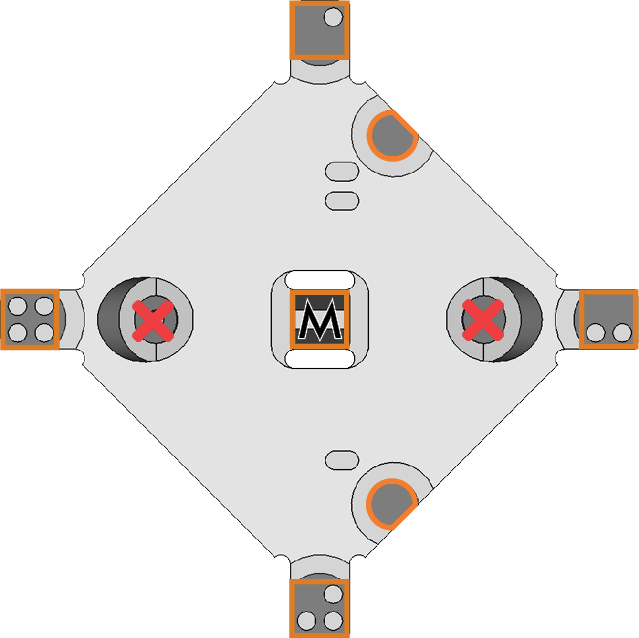
Échantillon de contrôle pour E5
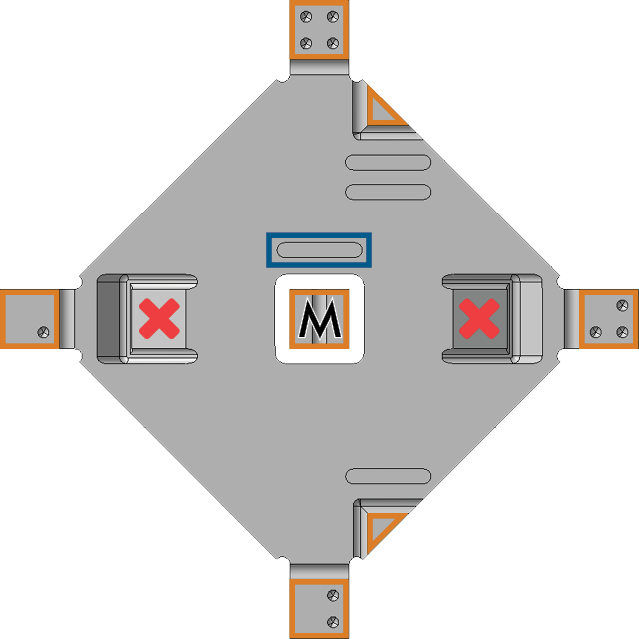
Échantillon de contrôle pour la série S, K5, K5+
Échantillon de contrôle pour K4 edition, R5
Échantillons de contrôle et d'étalonnage pour N4, N4+
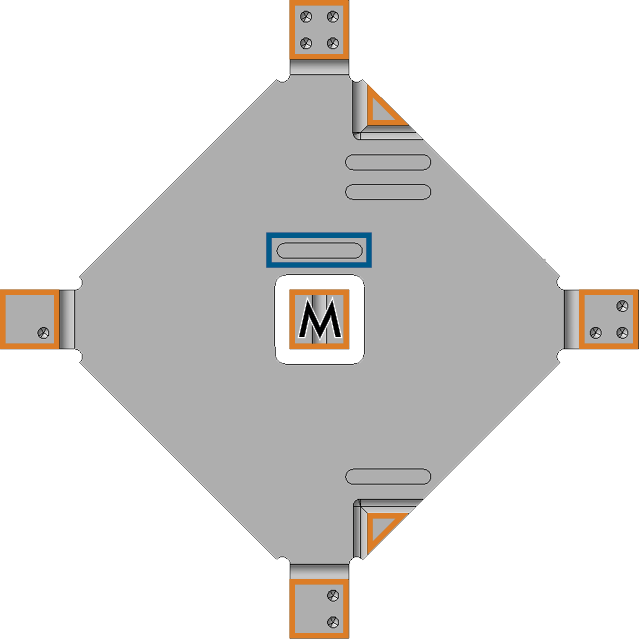
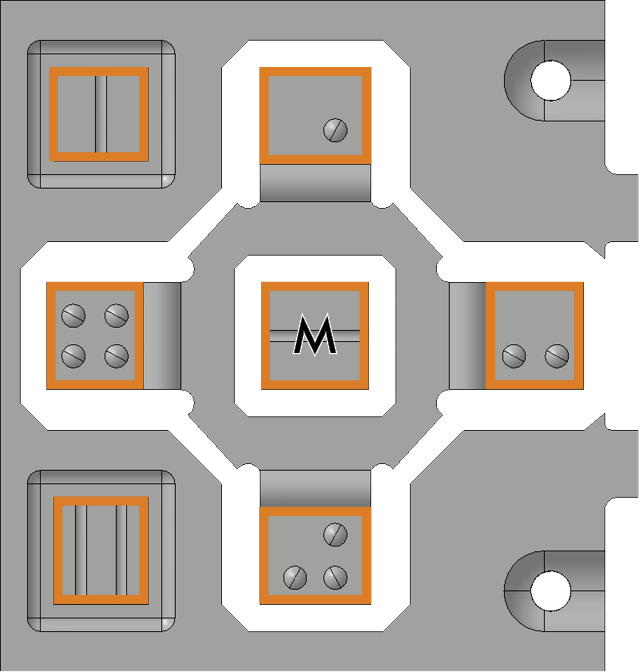
Échantillons de contrôle et d'étalonnage pour Z4
Échantillons de contrôle et d'étalonnage pour E4
Échantillons de contrôle et d’étalonnage pour E3
-
Marquage orange, flèches : Points de mesure
-
Marquage bleu : Marquage sur l'échantillon permettant d’identifier un échantillon de contrôle (pas sur toutes les machines)
-
Croix rouges : Points pouvant être ignorés lors de la mesure d’un échantillon de contrôle
Procédure
-
Retirez l'échantillon d'essai de la machine.
-
Démontez les échantillon de contrôle suivants comme indiqué :
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus d’usinage du échantillon de contrôle ou d’étalonnage à l’aide d’une brosse.
-
(Recommandé) Posez les différentes parties de l'échantillon sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Vérifiez si le point d'origine du micromètre est correctement réglé.
-
Mesurez les points de mesure de l'échantillon spécifique à la machine :
-
Inscrivez les valeurs mesurées dans le tableau de contrôle spécifique à la machine à l’étape 7.
Autre solution : Notez chaque valeur mesurée sur une feuille de papier.
-
(Recommandé) Inscrivez un nom et une date sur la pièce (par exemple, «
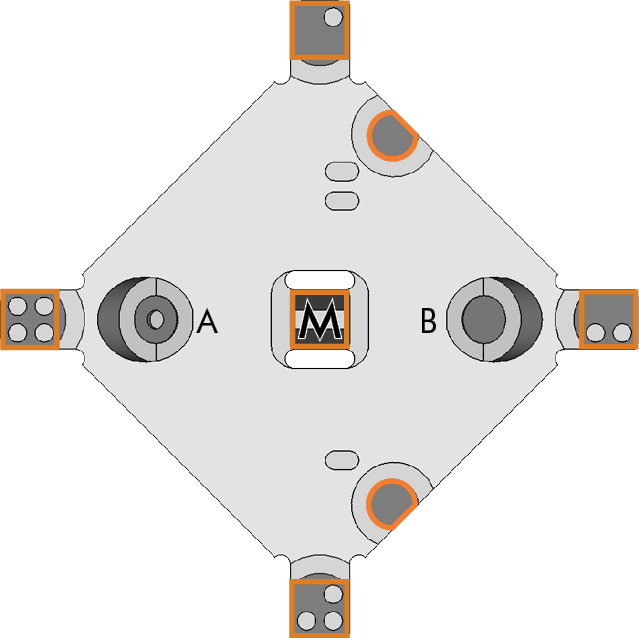
Points de mesure des pièces spécifiques à la machine :
-
-
Ignorez les surfaces inclinées (A, B), car elles ne sont nécessaires que pour l'étalonnage.
-
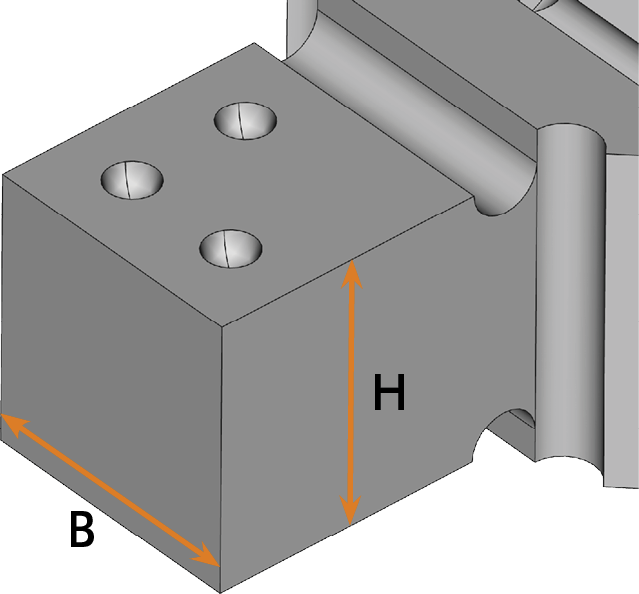
Mesurez la largeur et la hauteur des points de mesure marqués à l’aide de cercles.
-
Mesurez la hauteur des points de mesure étiquetés avec des barres.
-
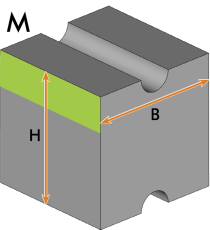
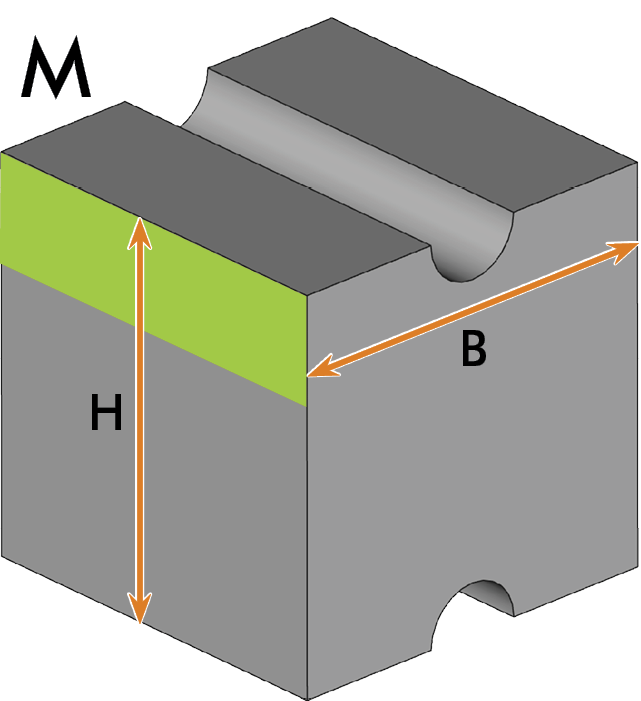
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (zone marquée en vert).
-
Mesurez la largeur et la hauteur des points de mesure marqués à l’aide de cercles.
-
Mesurez la hauteur des points de mesure étiquetés avec des barres.
-
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (zone marquée en vert).
-
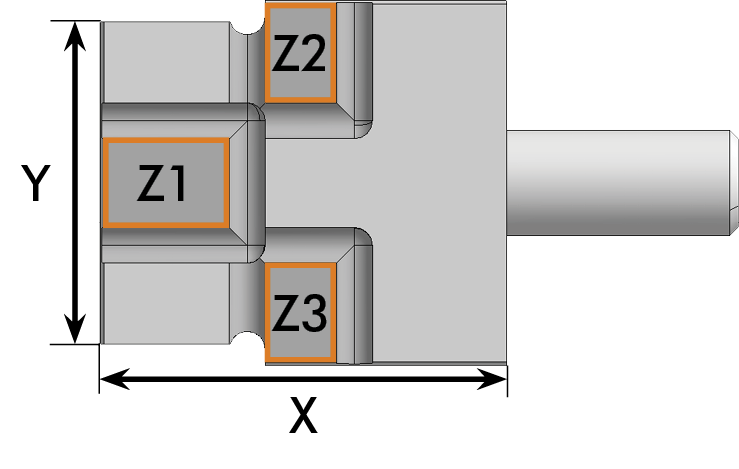
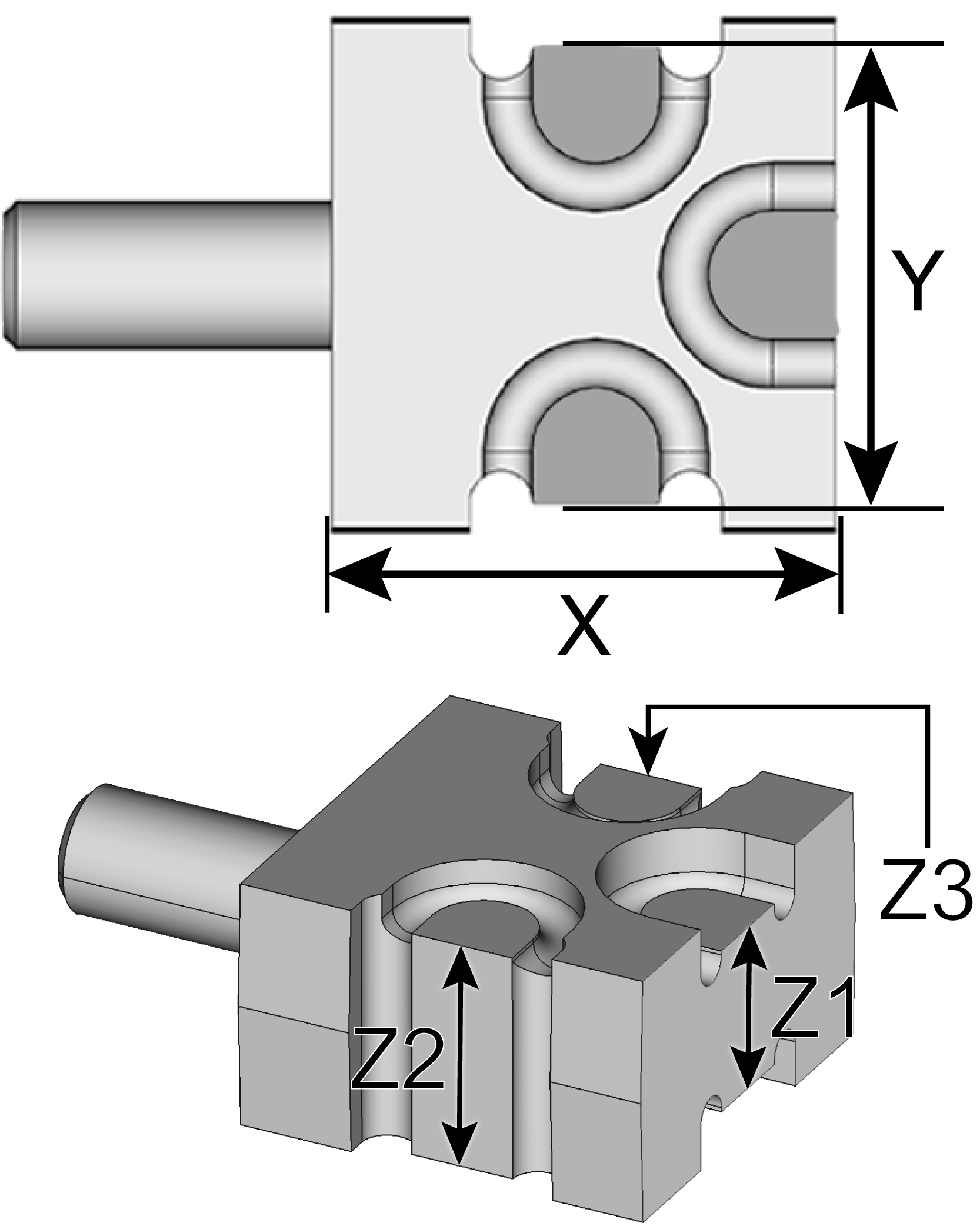
Mesurez la longueur des segments de droite X et Y.
-
Mesurez la hauteur de Z1, Z2, Z3.
-
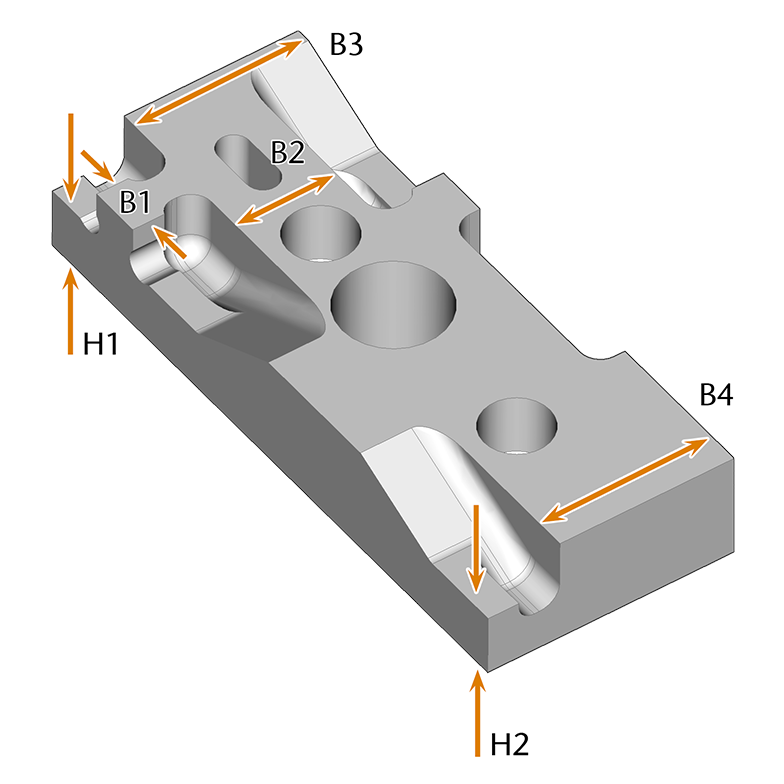
Mesurez la hauteur des points de mesure qui commencent par H.
-
Mesurez la largeur des points de mesure qui commencent par B.
-
Vérifiez si vous devez étalonner la machine en comparant les valeurs mesurées avec celles du tableau spécifique à la machine.
En option et en plus du contrôle manuel , utilisez le formulaire interactif spécifique à la machine.
-
Si toutes les valeurs de mesure se situent dans la plage de tolérance, un étalonnage n'est pas nécessaire. Dans le cas contraire, poursuivre l'usinage et la mesure d'un échantillon d'étalonnage.
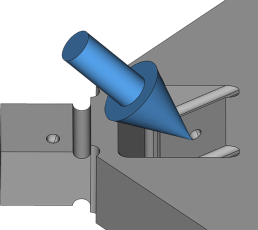
E5, K4 edition, K5, K5+, R5, S1, S2, S5
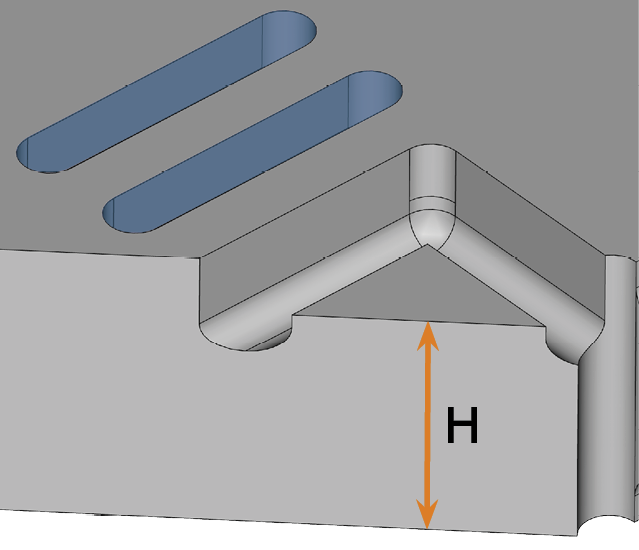
Barres bleues sur le triangle
ATTENTION !Les résultats de mesure seront erronés si vous placez mal le micromètre sur le cube M.
N4, N4+
Mesurer la hauteur d'un cube marqué avec une barre (marquée en bleu)
ATTENTION !Les résultats de mesure seront erronés si vous placez le micromètre sous le cube M lors de la mesure de la largeur.
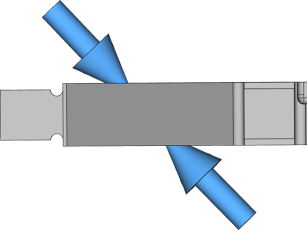
E4, Z4
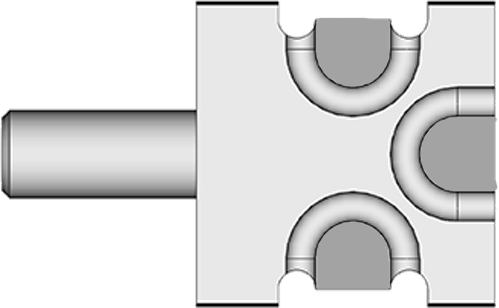
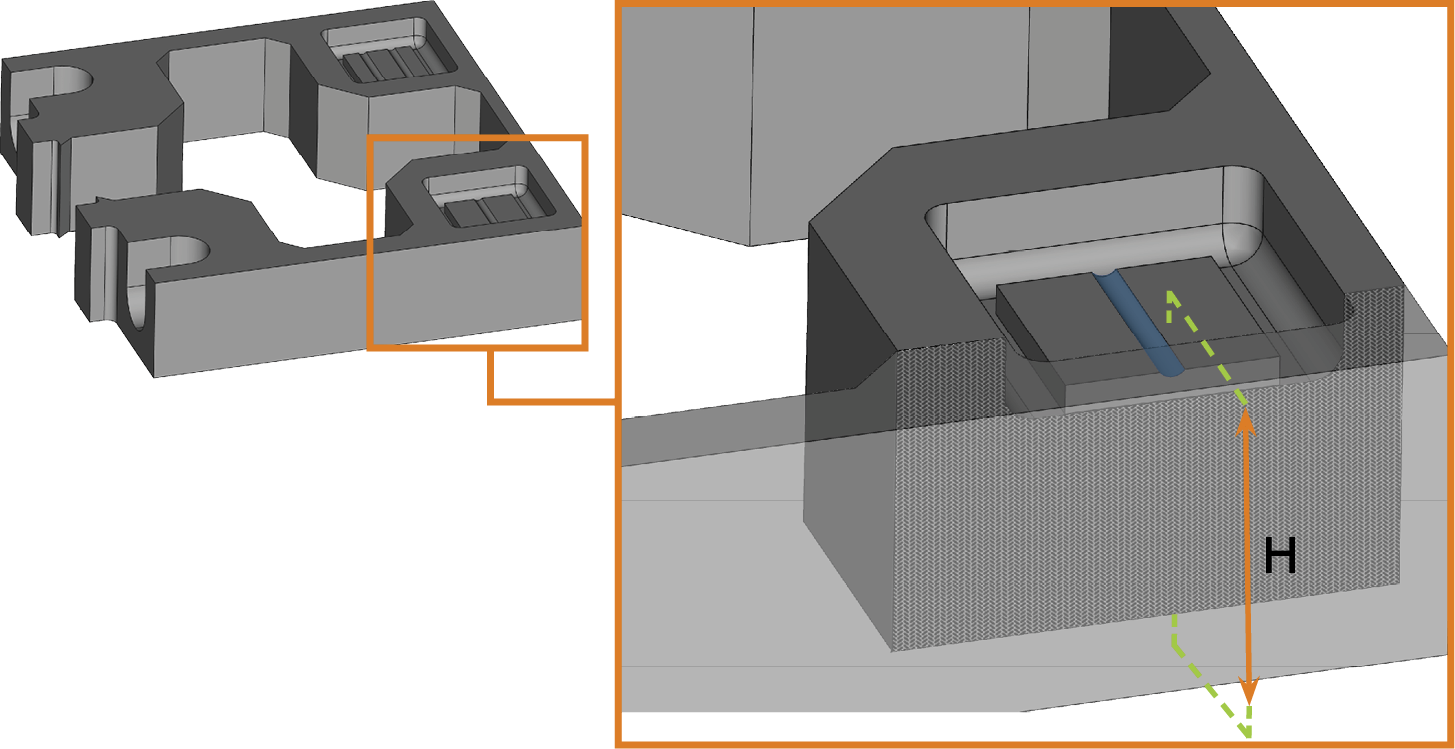
L'échantillon d'essai et d'étalonnage de Z4
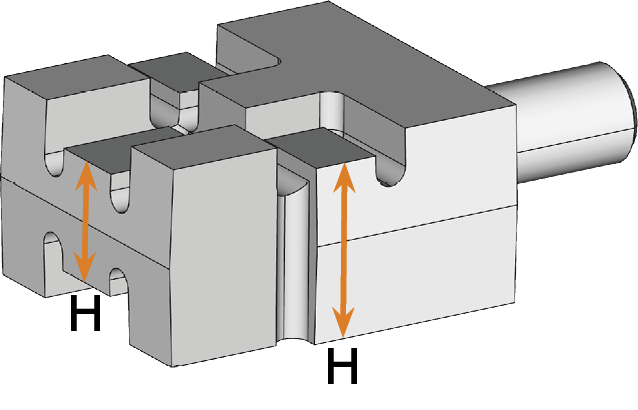
L'échantillon d'essai et d'étalonnage de E4
Z4 : Mesure de la hauteur de Z1 (flèche gauche) et de Z3 (flèche droite) ; Z2 par analogie avec Z3
E4
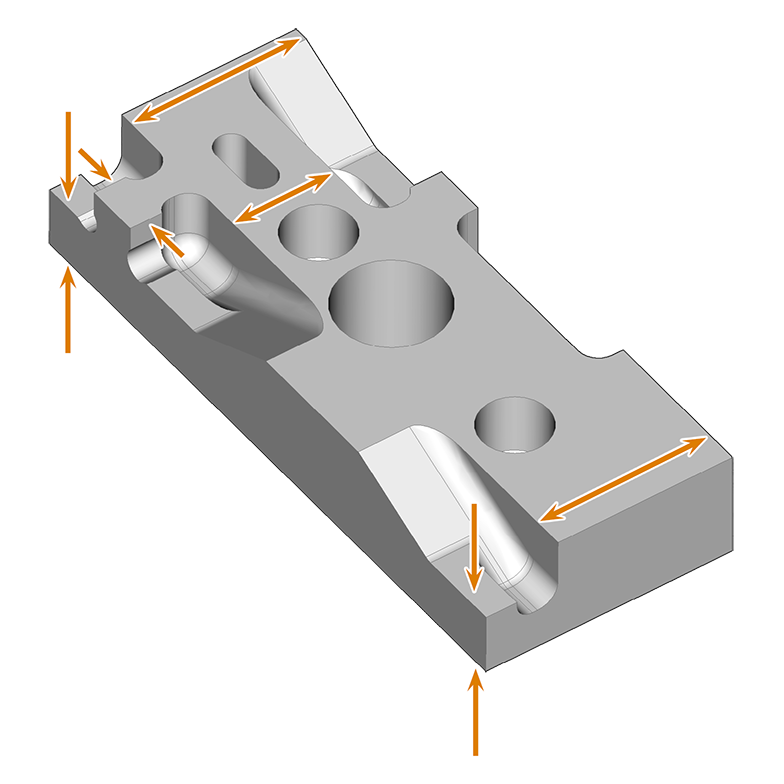
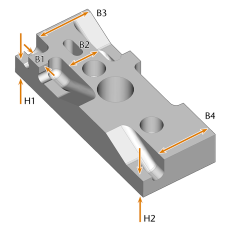
E3
E5, K4 edition, K5, K5+, R5, S1, S2, S5
Les surfaces A et B ne sont utilisées que pour l'étalonnage.
| Mesurer la position | Largeur | Hauteur |
|---|---|---|
|
Cube ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Triangle | et Triangle || |
– |
Différence max. 0,1 mm |
Exemple : Les valeurs « Triangle | 7,151 mm » et « Triangle || 7,195 mm » diffèrent de moins de 0,1 mm (différence : 0,044 mm) et se situent donc dans les limites de tolérance.
Les valeurs « Triangle | 6,845 mm » et « Triangle || 6,946 mm » diffèrent de plus de 0,1 mm (différence : 0,101 mm) et sont donc hors tolérance.
N4, N4+
| Mesurer la position | Largeur | Hauteur |
|---|---|---|
|
Cube ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Cube M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Bloc | et Bloc || |
Différence max. 0,1 mm |
|
Exemple : Les valeurs « Bloc | 7,151 mm » et « Bloc || 7,195 mm » diffèrent de moins de 0,1 mm (différence : 0,044 mm) et se situent donc dans les limites de tolérance.
Les valeurs « bloc | 6,845 mm » et « bloc || 6,946 mm » diffèrent de plus de 0,1 mm (différence : 0,101 mm) et sont donc hors tolérance.
E4, Z4
| Mesurer la position | Valeur |
|---|---|
|
X |
19,95 mm – 20,05 mm |
|
Y |
17,95 mm – 18,05 mm |
|
Z1 |
7,95 mm – 8,05 mm |
|
Z2 & Z3 |
Différence max. 0,1 mm |
E3
| Mesurer la position | Valeur |
|---|---|
|
H1 |
5,85 mm – 6,15 mm |
|
H2 |
5,85 mm – 6,15 mm |
|
B1 |
4,92 mm – 5,08 mm |
|
B2 |
9,92 mm – 10,08 mm |
|
B3 et B4 |
Différence : max. 0,2 mm |
Étape 4 : Fabriquer et mesurer un échantillon d’étalonnage et entrer les valeurs de mesure dans dentalcnc
Regardez la vidéo
Vidéo YouTube – Lorsque cette vidéo est affichée, des données personnelles sont envoyées à YouTube, LLC, États-Unis. Déclaration de confidentialité
Fabrication d'un échantillon d'étalonnage
Dans la vue Entretien de la machine, sélectionnez l'icône suivante dans la colonne de gauche : ![]()
-
dentalcnc ouvre l’affichage d’usinage et ajoute une tâche pour la pièce de paramétrage à la liste des tâches.
Sélectionnez la tâche créée à l’étape 1.
- Les détails de la tâche s'affichent.
Valeurs et graphiques affichés à titre d’exemple
- Étiquettes désignant l'échantillon
- Outil nécessaire pour fraiser l'échantillon
- Aperçu de l'échantillon fraisé
Montez ou chargez la pièce brute dans la chambre de travail.
R5 : Montez la pièce brute directement dans la chambre de travail.
Insérez l'outil d'étalonnage dans le magasin d'outils de votre machine et dans le magasin d'outils virtuel de dentalcnc.
Réalisez la tâche comme n’importe quelle autre.
-
La fenêtre permettant de saisir les valeurs de mesure s'ouvre.
Retirez l’échantillon d’étalonnage de la machine.
Mesure d'un échantillon d'étalonnage
Selon l'échantillon spécifique de la machine, il existe les points de mesure suivants :
-
Cubes
-
Triangles
-
Blocs
La plupart des points de mesure sur l'échantillon sont marqués par des symboles :
- Cercles (représentés dans ce document en tant que ●)
- Barres (représentées dans ce document en tant que |)
- Lettres, chiffres (par exemple A, Z1)
Le cube au milieu de la plupart des spécimens est le point de mesure M (appelé 'cube M').
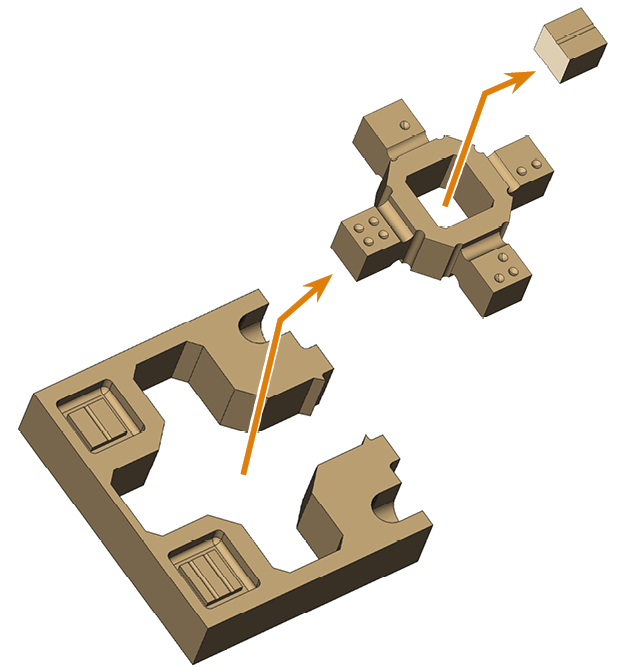
Images des échantillons d’étalonnage de toutes les machines
Échantillon d’étalonnage pour E5
Échantillon d'étalonnage pour la série S, K5, K5+
Échantillon d'étalonnage pour K4 edition, R5
Échantillons de contrôle et d'étalonnage pour N4, N4+
Échantillons de contrôle et d'étalonnage pour Z4
Échantillons de contrôle et d'étalonnage pour E4
Échantillons de contrôle et d’étalonnage pour E3
-
Marquage orange, flèches : Points de mesure
-
A, B : Mesurer uniquement dans certaines conditions(voir instructions ci-dessous)
Procédure
-
Retirez l'échantillon d'étalonnage de la machine.
-
Démontez les échantillon d’étalonnage suivants comme indiqué :
-
Pour obtenir des résultats de mesure corrects, retirez tous les résidus d’usinage du échantillon de contrôle ou d’étalonnage à l’aide d’une brosse.
-
(Recommandé) Posez les différentes parties de l'échantillon sur une surface plane afin de pouvoir utiliser les deux mains pour manipuler le micromètre.
-
Vérifiez si le point d'origine du micromètre est correctement réglé.
-
Mesurez les points de mesure de l'échantillon spécifique à la machine :
-
Inscrivez les valeurs directement sur dentalcnc .
-
(Recommandé) Inscrivez un nom et une date sur la pièce (par exemple, «
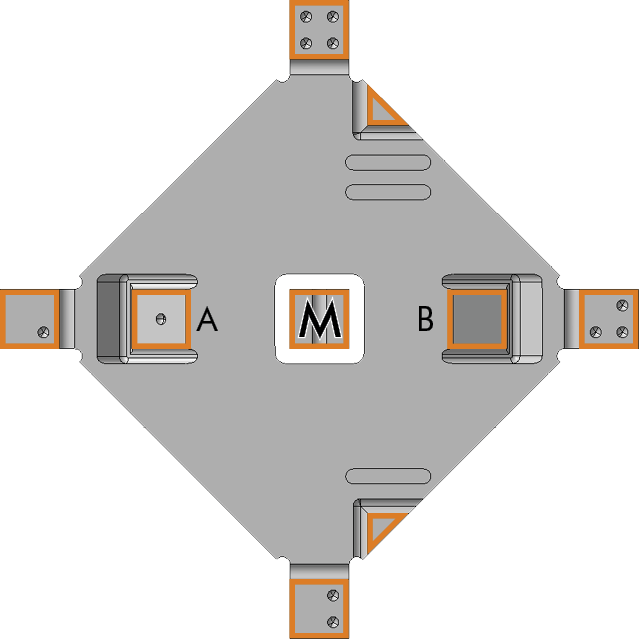
Points de mesure des pièces spécifiques à la machine :
-
-
Mesurez la largeur et la hauteur des points de mesure marqués à l’aide de cercles.
-
Mesurez la hauteur des points de mesure étiquetés avec des barres.
-
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (zone marquée en vert).
-
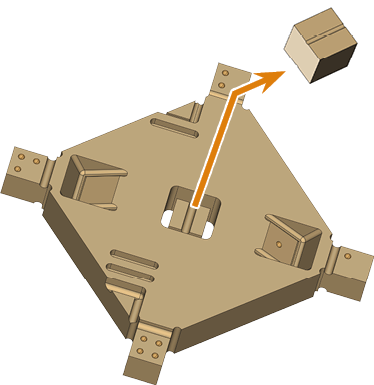
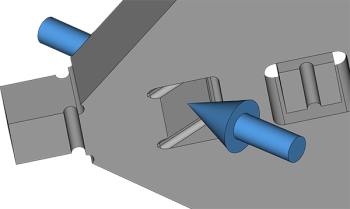
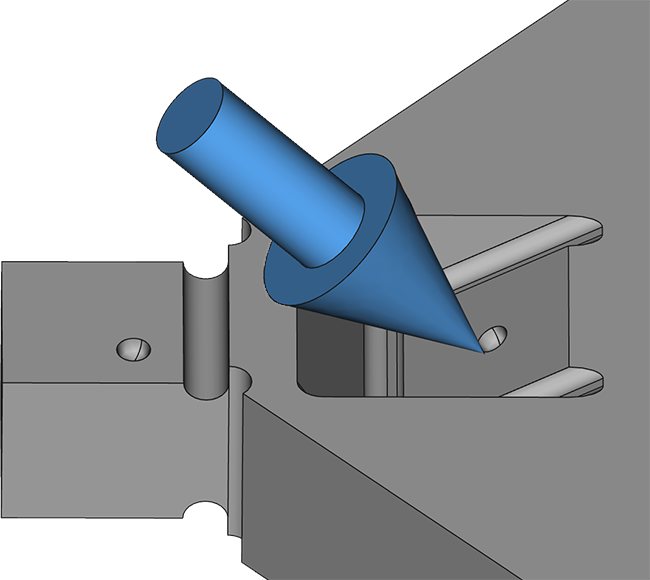
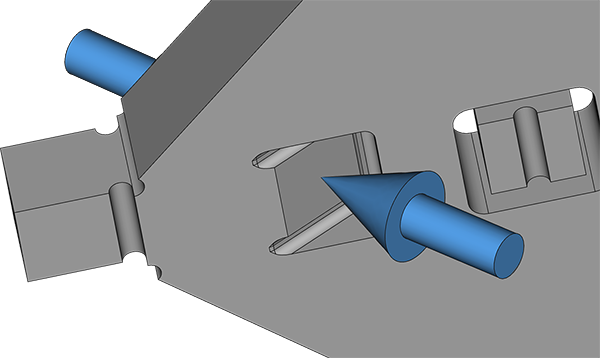
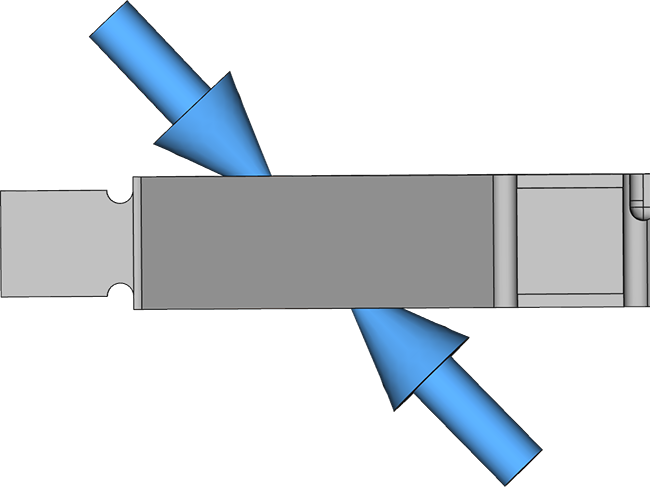
(K5, K5+, S1, S2, S5) Mesurez la distance entre les surfaces inclinées opposées :
Vous devez mesurer 2 paires de cette surface (A, B).
-
La surface inclinée A est marquée à l’aide d’un point sur la face supérieure de l’échantillon d’étalonnage.
-
La surface inclinée B n’est pas marquée.
Surface inclinée A avec point sur la face supérieure
-
-
Mesurez la largeur et la hauteur des points de mesure marqués à l’aide de cercles.
-
Mesurez la hauteur des points de mesure étiquetés avec des barres.
-
Mesurez la largeur et la hauteur du cube M.
- Mesurez la hauteur et la largeur comme indiqué dans l'illustration suivante.
-
Pour mesurer la largeur, placez le micromètre sur la partie supérieure du cube (zone marquée en vert).
-
Mesurez la longueur des segments de droite X et Y.
-
Mesurez la hauteur de Z1, Z2, Z3.
-
Mesurez la hauteur des points de mesure qui commencent par H.
-
Mesurez la largeur des points de mesure qui commencent par B.
-
Continuez à saisir les valeurs de mesure dans dentalcnc.
E5, K4 edition, K5, K5+, R5, S1, S2, S5
Barres bleues sur le triangle
ATTENTION !Les résultats de mesure seront erronés si vous placez mal le micromètre sur le cube M.
N4, N4+
Mesurer la hauteur d'un cube marqué avec une barre (marquée en bleu)
ATTENTION !Les résultats de mesure seront erronés si vous placez le micromètre sous le cube M lors de la mesure de la largeur.
E4, Z4
L'échantillon d'essai et d'étalonnage de Z4
L'échantillon d'essai et d'étalonnage de E4
Z4 : Mesure de la hauteur de Z1 (flèche gauche) et de Z3 (flèche droite) ; Z2 par analogie avec Z3
E4
E3
Entrer les valeurs de mesure de l’échantillon d’étalonnage dans dentalcnc
-
ATTENTION !Ne jamais entrer les valeurs de mesure d'un échantillon d'essai dans dentalcnc. Cela conduit à un étalonnage erroné et à des résultats d’usinage imprécis.
Saisir les valeurs d'étalonnage (série S, K5, K5+)
Saisie des valeurs d'étalonnage (K4 edition, R5)
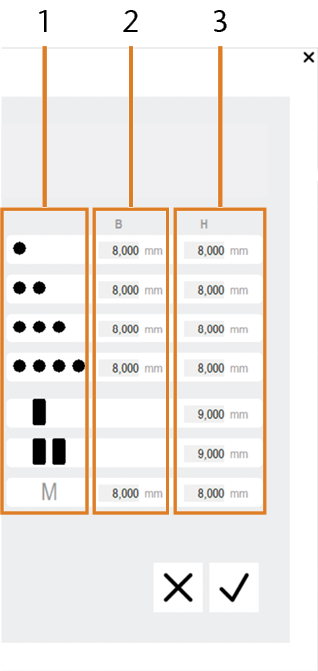
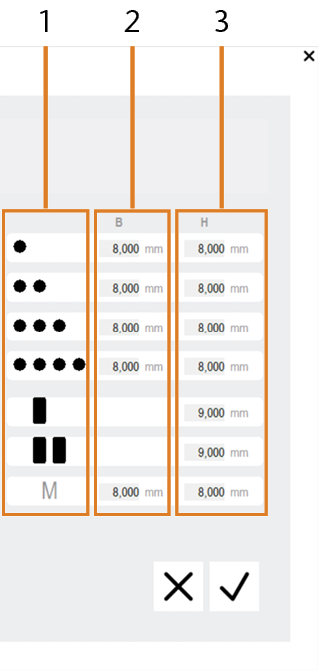
Saisie des valeurs d'étalonnage (N4, N4+)
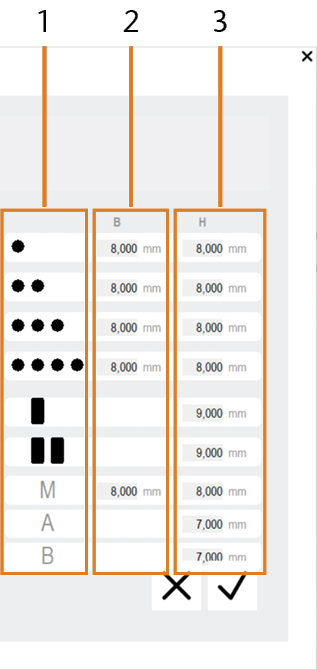
-
Symboles pour les points de mesure
-
Champs de saisie pour la largeur du point de mesure
-
Champs de saisie pour la hauteur du point de mesure
Symboles pour les points de mesure

Cercles

Barres

Cube M

Des points de mesure étiquetés avec des lettres et des chiffres
- Saisissez les valeurs de mesure de l'échantillon d'étalonnage :
- Saisissez la hauteur des points de mesure Z1, Z2, Z3.
- Saisissez la longueur du segment de ligne X, Y.
- Saisissez la hauteur et la largeur de tous les points de mesure marqués par des cercles.
- Saisissez les valeurs de hauteur de tous les points de mesure étiquetés avec des barres.
- Saisissez la hauteur et la largeur du cube M.
- S1, S2, S5, K5, K5+: Si un nouvel interrupteur de fin de course en Y ou une vis à billes a été installé(e), saisissez les valeurs de hauteur des surfaces inclinées A, B.
- Pour confirmer votre saisie, sélectionnez l'icône suivante :

- La fenêtre active se ferme. Une boîte de dialogue s'ouvre.
- Confirmez le message actif.
E4, Z4
Autres machines
Étape 5 : Vérifier l’étalonnage
-
Fraisez et mesurez un échantillon d'essai. Vérifiez que les valeurs de mesure sont dans les limites de la tolérance. Fabriquer et mesurer un échantillon de contrôle
-
Si les valeurs de mesure sont dans les limites de la tolérance, l'étalonnage a réussi.