Si applica a: Macchine dentali
Fresatura dello zirconio
Come fresare lo zirconio? Esistono linee guida per il nesting dei dischi in zirconio?
Introduzione
Pinza di serraggio
Se si vogliono ottenere risultati perfetti, è necessario prestare attenzione ai punti seguenti:
- La pinza di serraggio del mandrino deve essere serrata saldamente, altrimenti l’utensile verrà premuto nella pinza di serraggio.
- La pinza di serraggio del mandrino deve essere pulita e priva di grasso all’interno, altrimenti le imperfezioni rotazionali durante la lavorazione degraderanno i risultati della lavorazione oltre a rischiare di provocare rotture degli utensili.
- Il file .stl deve essere privo di errori di progettazione .
dentalcnc
Per migliorare l'affidabilità del processo, si consiglia quanto segue:
- Attivare l’opzione Lavorazione singola in dentalcam.
- Aggiungere almeno 1 utensile di backup al magazzino utensili e in caso di rottura utensile.
Macchine adatte all'ossido di zirconio
| Macchina | Lavorazione a umido / a secco | Materiale | Portablocco supportato |
|---|---|---|---|
|
K4 / K4 edition |
Lavorazione a secco |
Solo K4 edition: Blocchi |
Solo K4 edition: Portablocco |
|
K5 / K5+ |
Lavorazione a secco |
Dischi, Blocchi |
Portablocco |
|
N4 / N4+ |
Lavorazione a umido |
Blocchi |
|
|
R5 |
Lavorazione a secco |
|
Portablocco |
|
S1 |
Lavorazione a secco |
Dischi, Blocchi |
Portablocco |
|
S2 / S5 |
Lavorazione a secco |
Dischi, Blocchi |
Portablocco |
|
Z4 |
Lavorazione a umido |
Blocchi |
Utensili per la lavorazione dello zirconio
| Codice di corrispondenza (4 assi tranne E4) | Codice di corrispondenza (5 assi più E4) | Diametro del bordo di taglio | Geometria del tagliente | Denti | V7 | V8 | V9 |
|---|---|---|---|---|---|---|---|
|
Z060–R2D–35 |
Z060–R2D–40 |
0,6 mm |
Raggio |
2 |
Sì |
Sì |
Sì |
|
Z100–R2–35 |
Z100–R2–40 |
1,00 mm |
Raggio |
2 |
Sì |
Sì |
Sì |
|
Z100–R2D–35 |
Z100–R2D–40 |
1,00 mm |
Raggio |
2 |
Sì |
Sì |
Sì |
|
Z120–F2D–35 |
Z120–F2D–40 |
1,20 mm |
Piatto |
2 |
Sì |
Sì |
Sì |
|
Z200–R3–35 |
Z200–R3–40 |
2,00 mm |
Raggio |
3 |
Sì |
Sì |
Sì |
|
Z200–R3D–35 |
Z200–R3D–40 |
2,00 mm |
Raggio |
3 |
Sì |
Sì |
Sì |
|
- |
Z200-R3D–40-T |
2,00 mm |
Raggio |
3 |
No |
Sì |
Sì |
Raccomandiamo vivamente l’uso di utensili originali vhf per ottenere risultati ottimali e una lunga durata utile della macchina e dei suoi componenti.
Impostazione corretta delle barre
Posizionamento di barre in direzione X e Y
| Corretto | Errato | Descrizione |
|---|---|---|

|

|
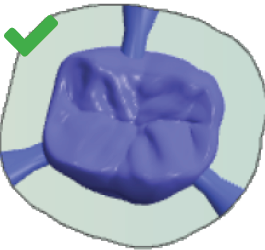
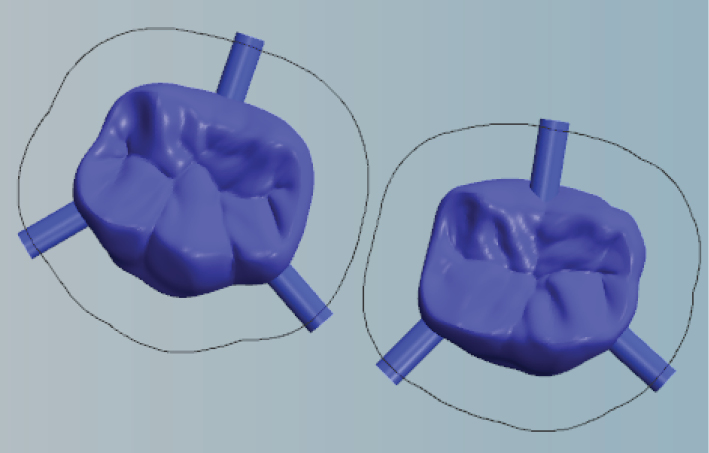
Posizionare le barre uniformemente su tutti i lati Se le barre vengono posizionate su un solo lato, è possibile che si verifichino delle vibrazioni durante la lavorazione. Questo può provocare il danneggiamento dell’utensile o del pezzo grezzo. Corretto (sinistra): barre su tutti i lati dell’oggetto Errato (destra): barre su un solo lato dell’oggetto |
|
|
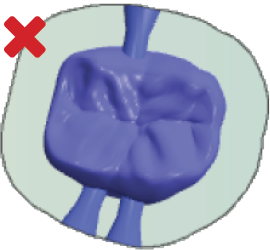
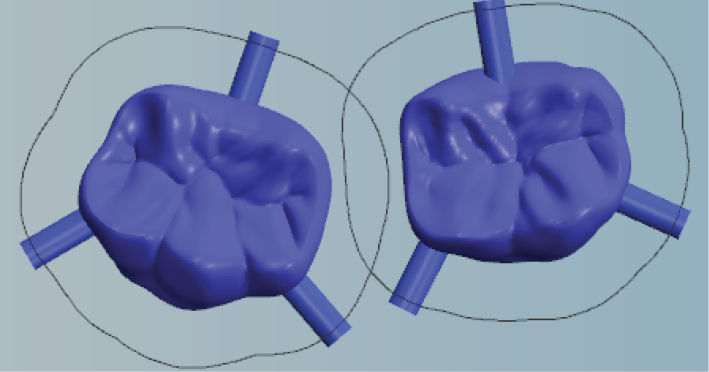
Posiziona le barre ad una distanza sufficiente l’una dall’altra Se non c’è abbastanza spazio tra le barre, l’ugello dell’aria del mandrino potrebbe non essere in grado di soffiare via gli sfridi come richiesto, il che potrebbe danneggiare l’utensile. Corretto (sinistra): Distanza sufficiente tra le barre Errato (destra): Distanza troppo ridotta tra le barre |
|
|
|
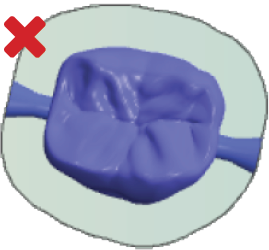
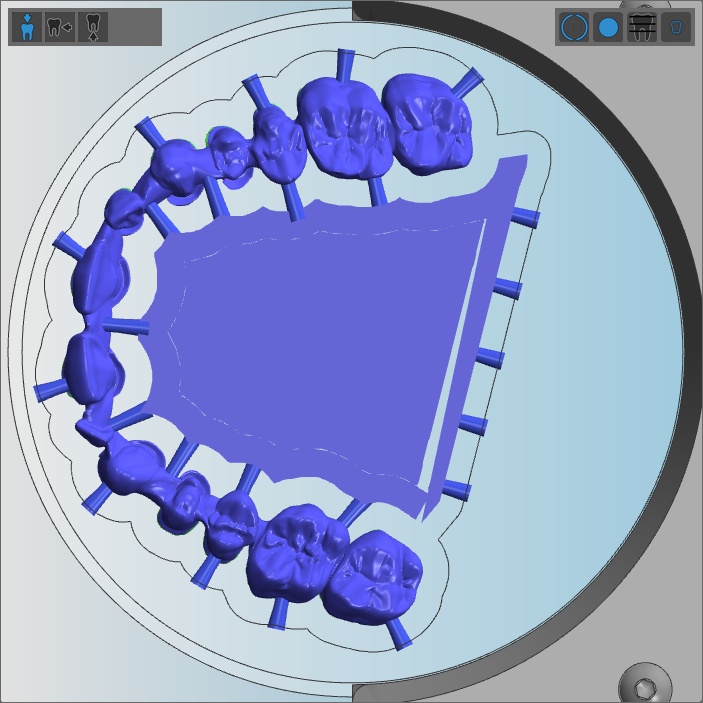
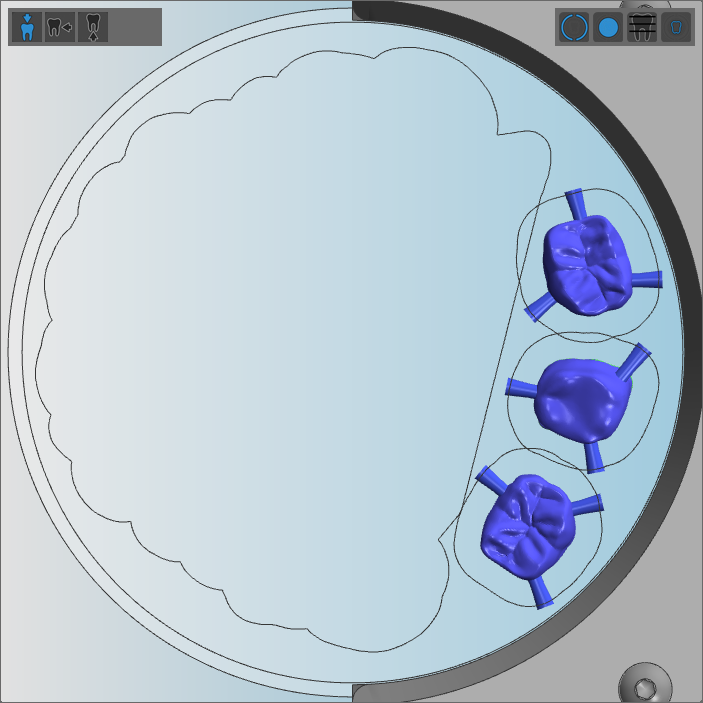
Impostare abbastanza barre Impostare almeno 3 barre per ciascun oggetto. Gli oggetti multi-unità richiedono generalmente 2 barre per ciascuna unità. Diversamente, durante la lavorazione, potrebbero verificarsi vibrazioni in grado di danneggiare il pezzo grezzo o l’utensile. Corretto (sinistra): Abbastanza barre impostate Errato (destra): Troppo poche barre impostate |
Posizionamento di barre in direzione Z
- Posiziona tutte le barre sull’equatore. Se l’equatore si trova sulla linea di preparazione, posizionare la barra a ca. 1 mm sopra l’equatore.
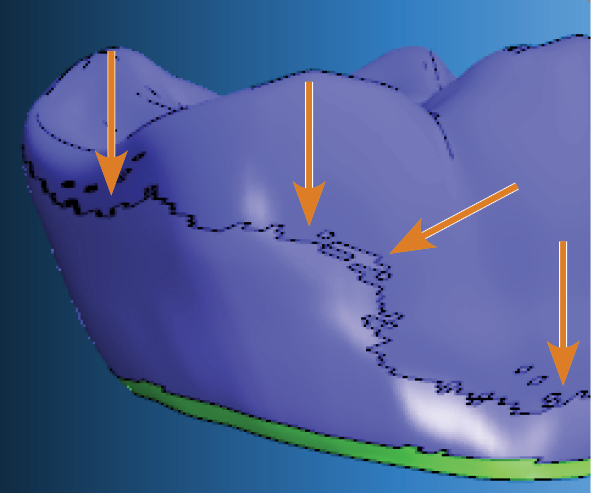
Equatore contrassegnato da frecce
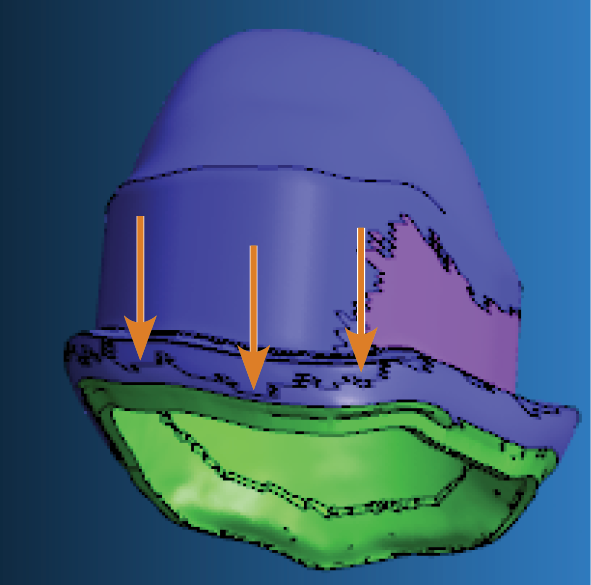
Equatore contrassegnato da frecce
È necessario posizionare tutte le barre completamente sull’oggetto.
La barra nella figura seguente è posizionata troppo in alto. Solo una parte della barra è posizionata sull’oggetto.
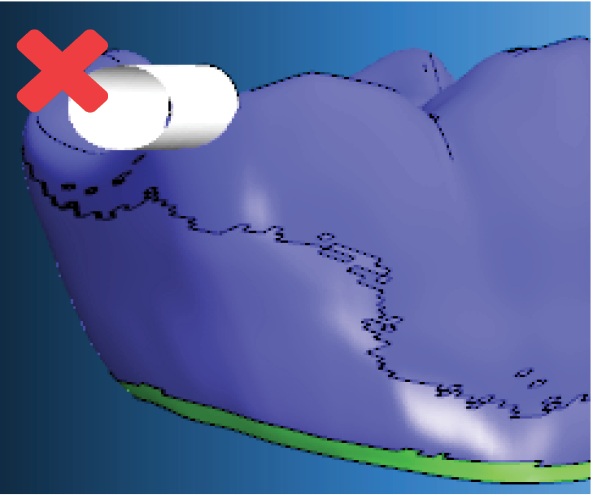
Posizionamento errato di una barra
La barra nella figura seguente è posizionata troppo in basso. Solo una parte della barra è posizionata sull’oggetto. Inoltre la barra è posizionata sulla linea di preparazione.
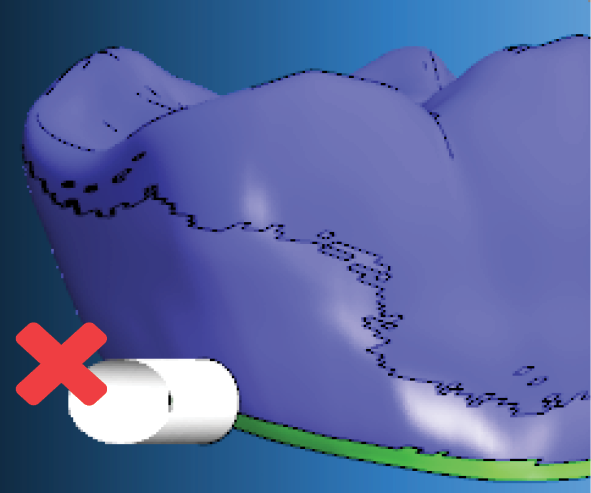
Posizionamento errato di una barra
La barra nella figura seguente è posizionata correttamente sull’equatore.
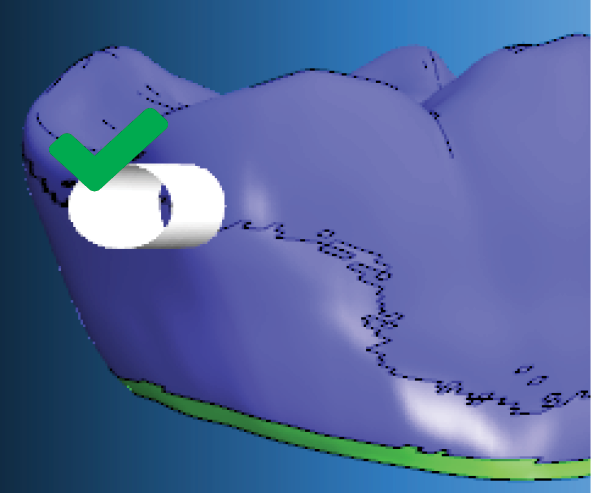
Posizionamento corretto di una barra
Raccomandazioni speciali per il nesting di oggetti nei dischi in zirconio traslucidi.
I dischi in zirconio traslucidi possono essere molto delicati e facili da danneggiare o graffiare. Si raccomanda pertanto di seguire i passaggi generali riportati di seguito quando si esegue il nesting di oggetti in dischi in zirconio traslucidi.
- Se possibile, eseguire il nesting degli oggetti dal centro al bordo del disco.
- Se si attiva l'opzione Disattivare la distanza di sicurezza dal bordo del pezzo grezzo nelle impostazioni dentalcam, montare i dischi solo direttamente nel portapezzi. Non usare il caricatore pezzi grezzi
 Componente della macchina che ripone più pezzi grezzi in un magazzino e che può caricarli automaticamente nel vano di lavoro.. Se si utilizza la ricerca, usare invece caricatore pezzi grezzi o magazzino pezzi grezzi.
Componente della macchina che ripone più pezzi grezzi in un magazzino e che può caricarli automaticamente nel vano di lavoro.. Se si utilizza la ricerca, usare invece caricatore pezzi grezzi o magazzino pezzi grezzi. - Se si aggiungono oggetti a un disco e lo si lavora più volte, seguire le linee guida per gli oggetti di diverse dimensioni riportate di seguito.
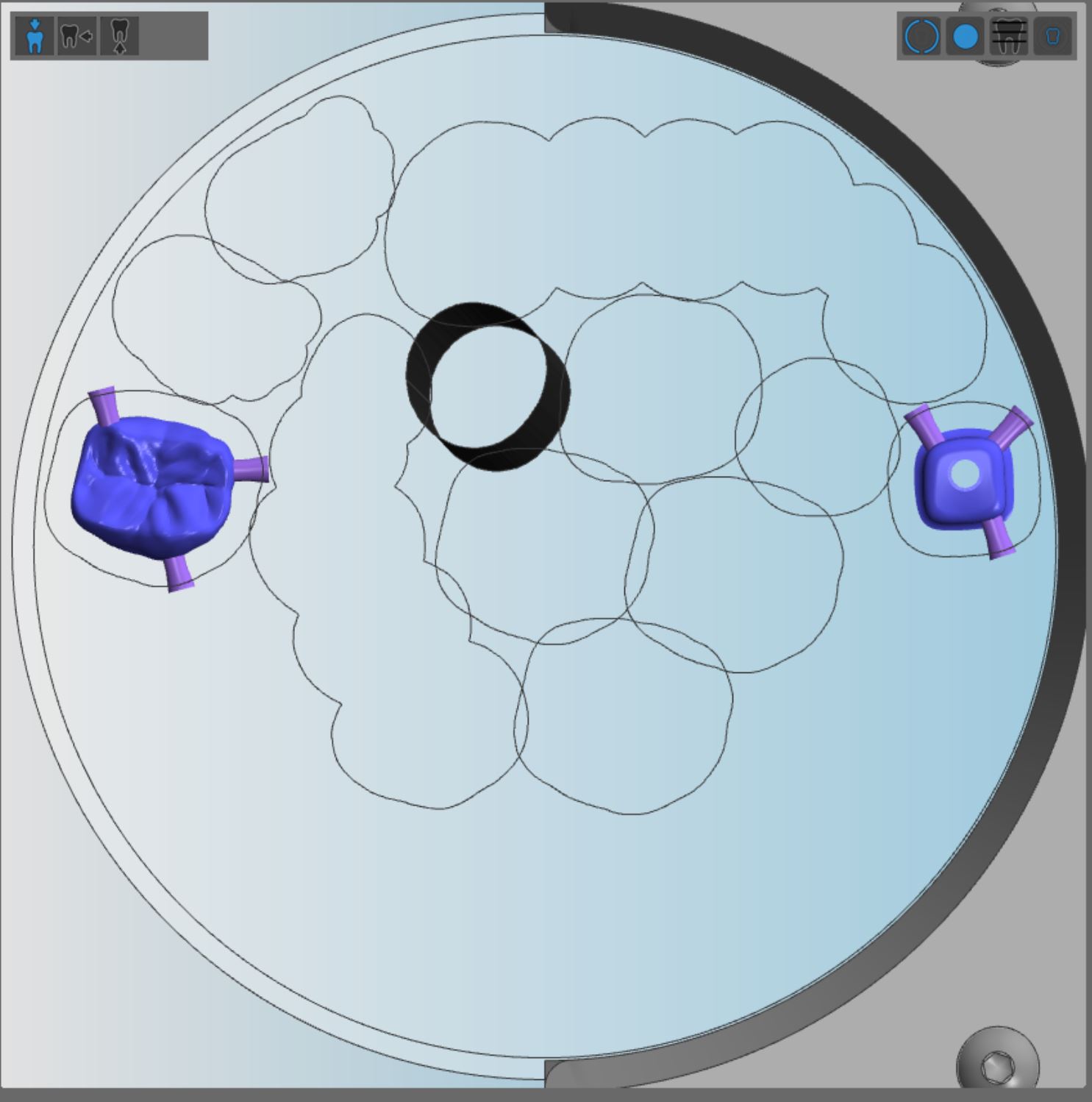
Oggetti di piccole e medie dimensioni
Se si lavora un disco più volte, si raccomanda di eseguire il nesting di oggetti di piccole e medie dimensioni nel modo seguente:
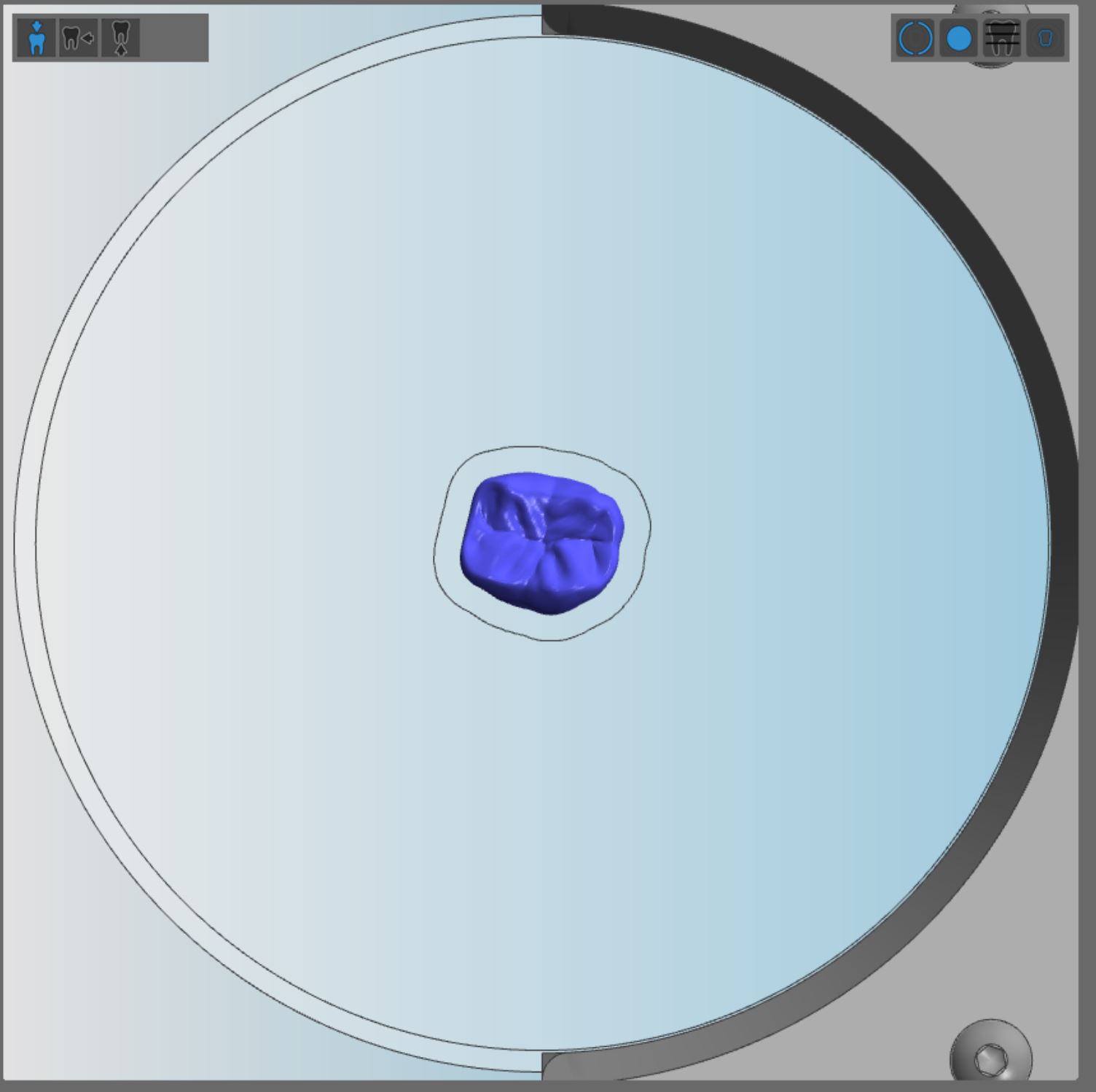
- Posizionare un oggetto piccolo e rotondo al centro del disco.
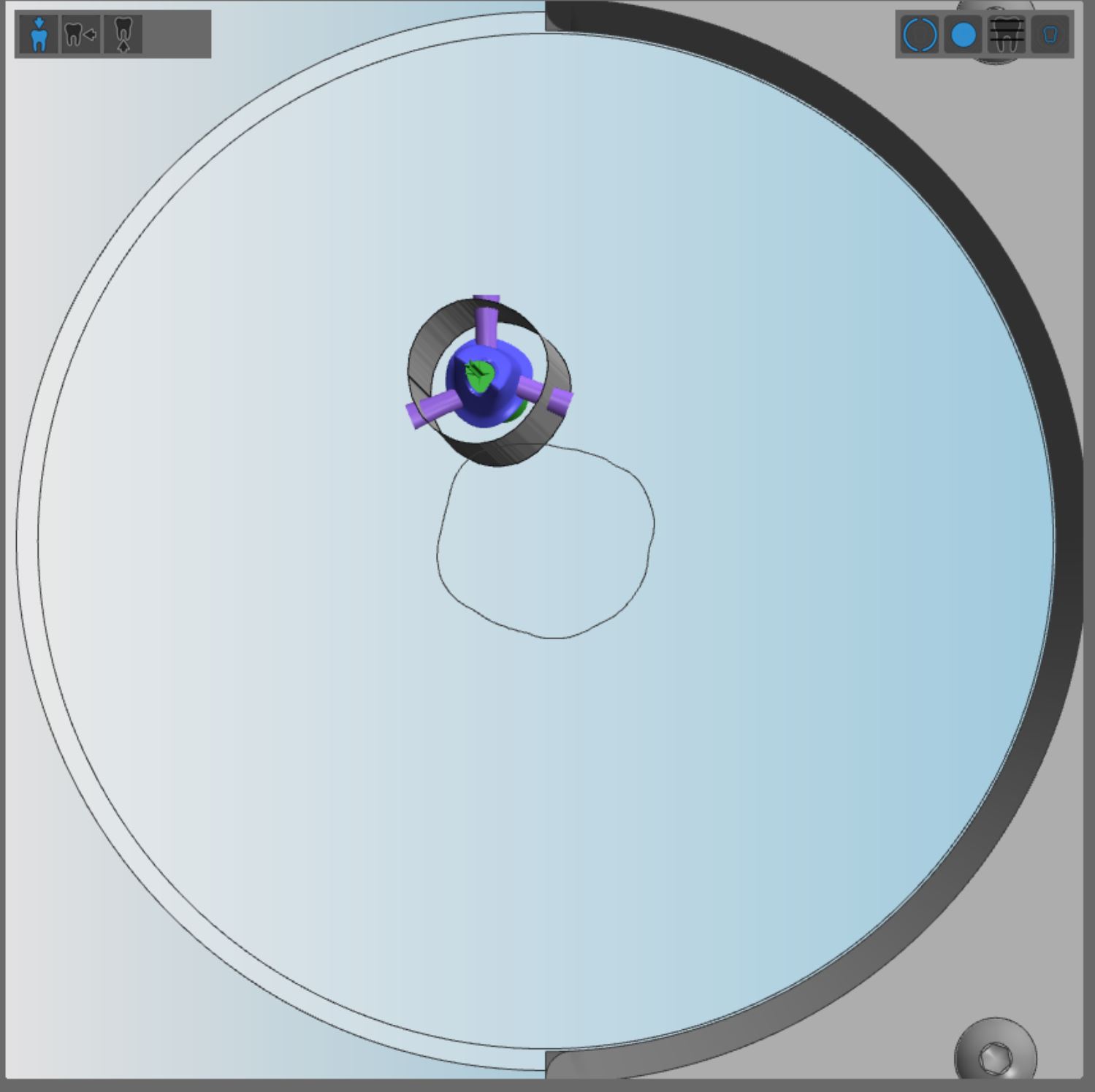
- Posizionare gli oggetti successivi intorno al primo oggetto.
- Continuare a nestare gli oggetti dall'interno verso l'esterno.
- È stato eseguito il nesting di oggetti dal centro del pezzo grezzo verso il bordo.
Esempio:
Step 1
Step 2
Step 3
Step 4
Step 5
Step 6
Step 7
Step 8
Step 9
Step 10
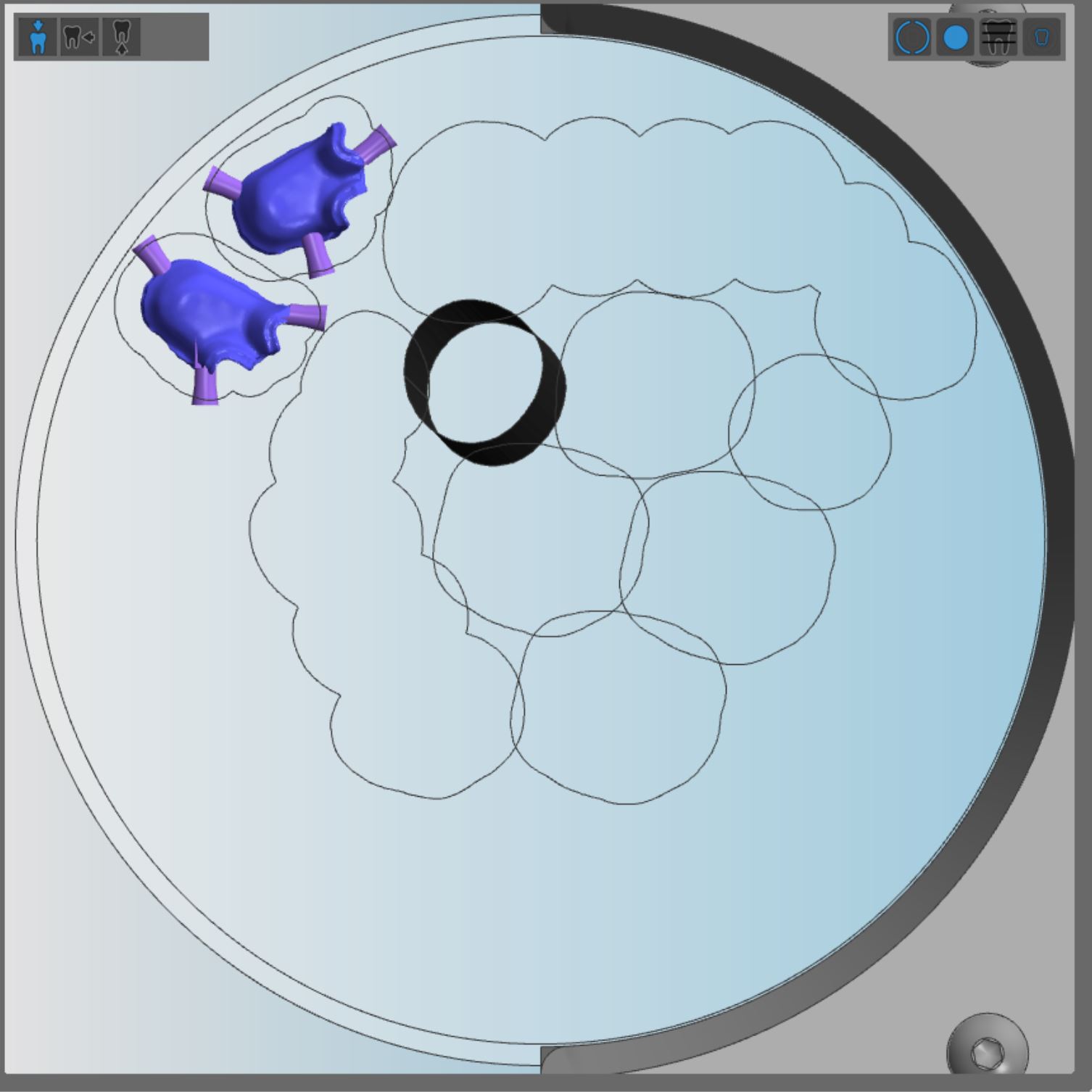
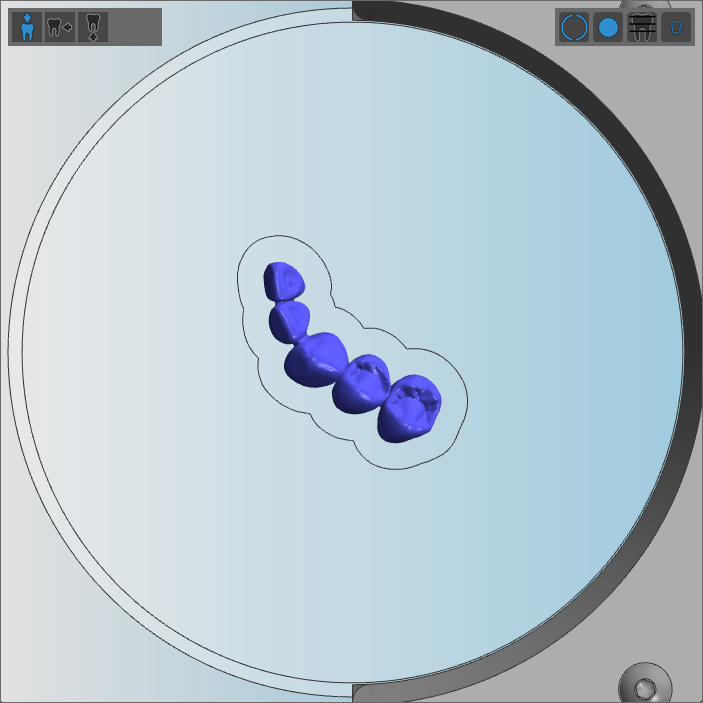
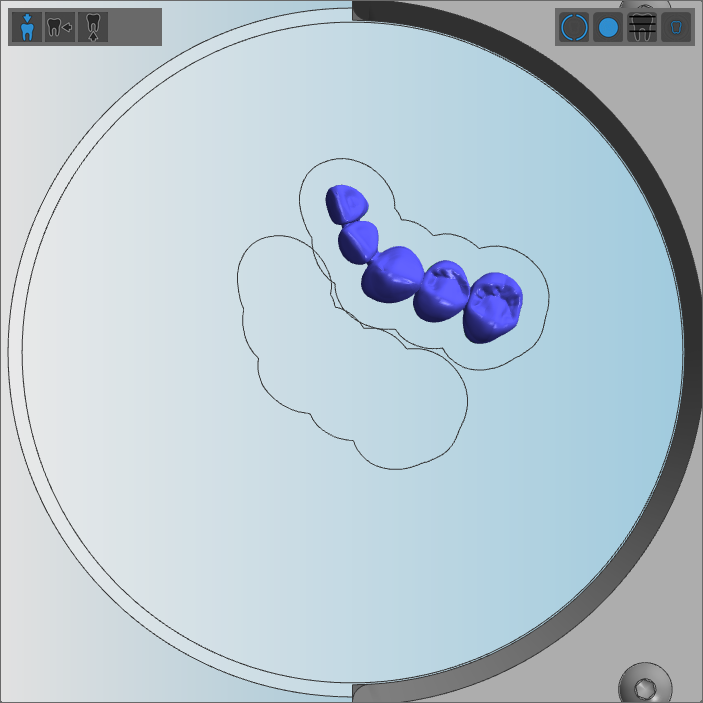
Oggetti di medie dimensioni
Se si lavora un disco più volte, si raccomanda di eseguire il nesting di oggetti di medie dimensioni nel modo seguente:
- Posizionare il primo oggetto al centro del disco.
- Posizionare l'oggetto successivo adiacente al primo oggetto.
- Continuare a nestare gli oggetti dall'interno verso l'esterno.
- È stato eseguito il nesting di oggetti dal centro del pezzo grezzo verso il bordo.
Esempio:
Step 1
Step 2
Step 3
Step 4
Step 5
Step 6
Step 7
Step 8
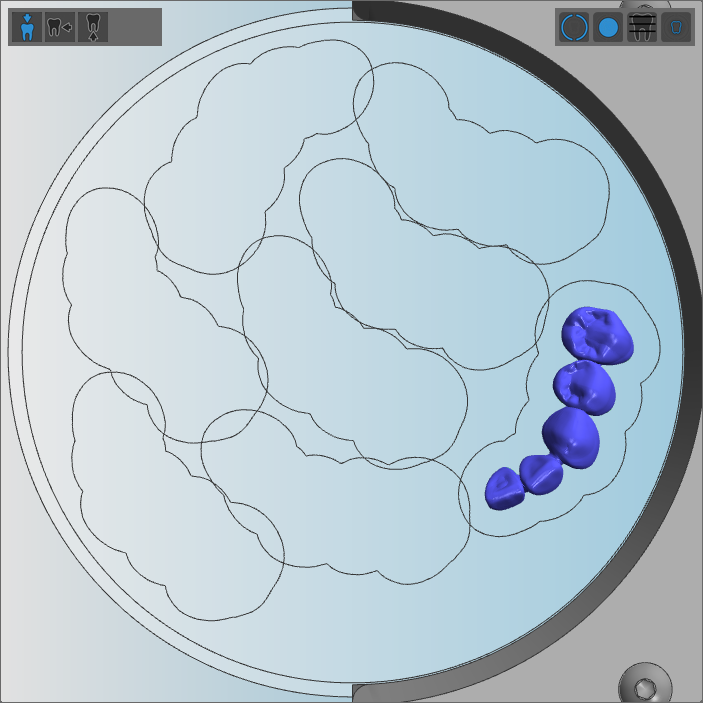
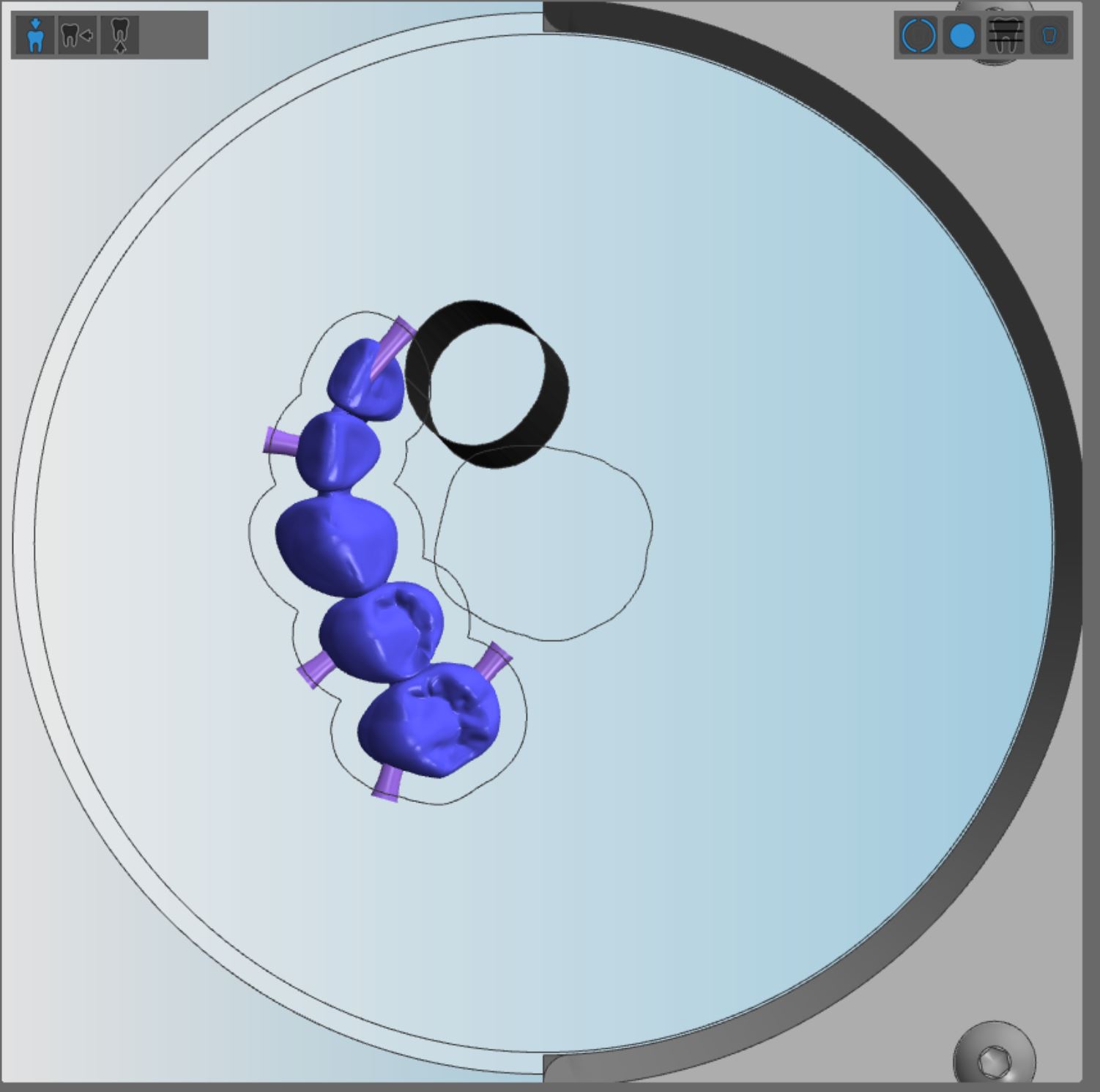
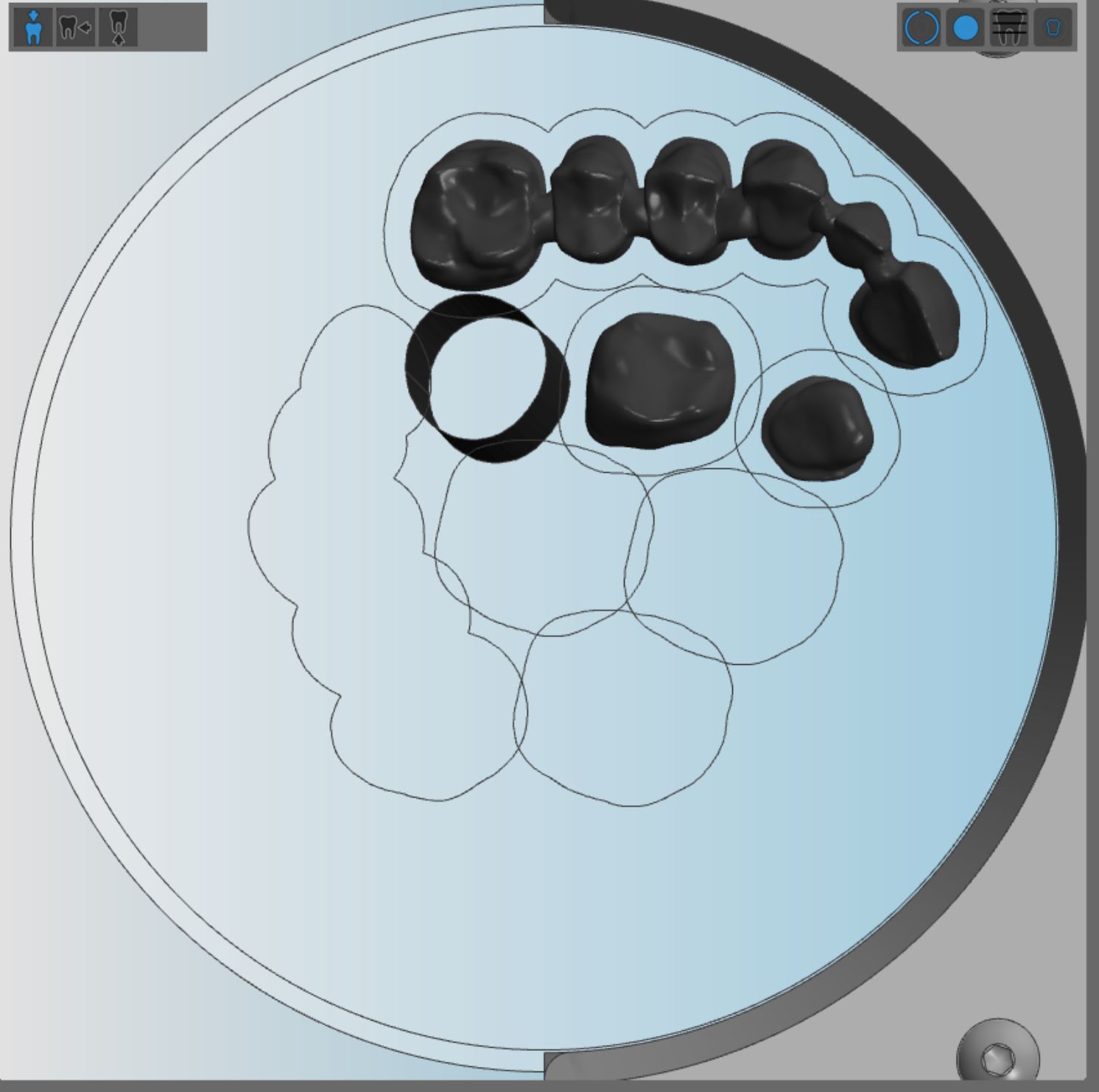
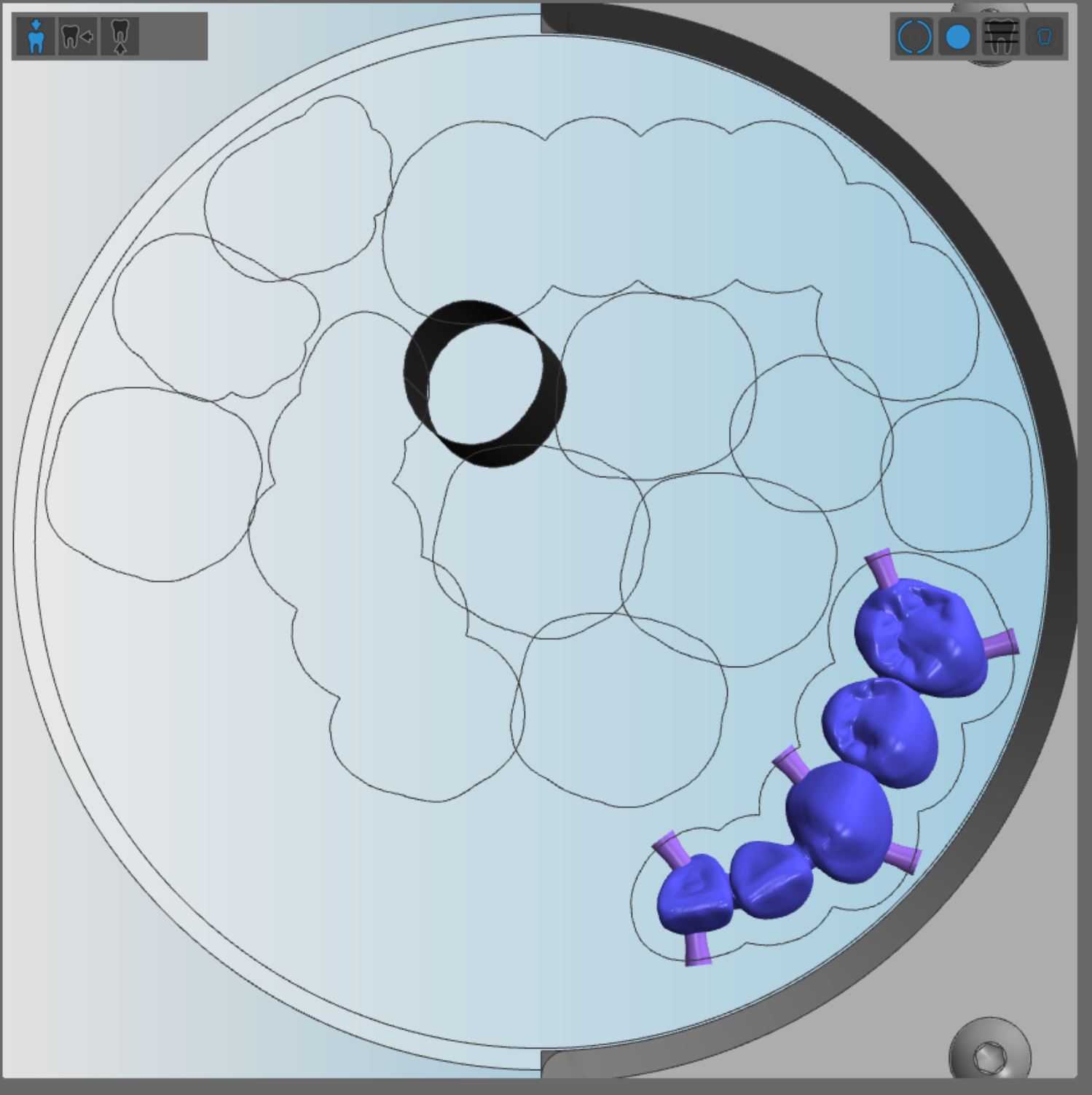
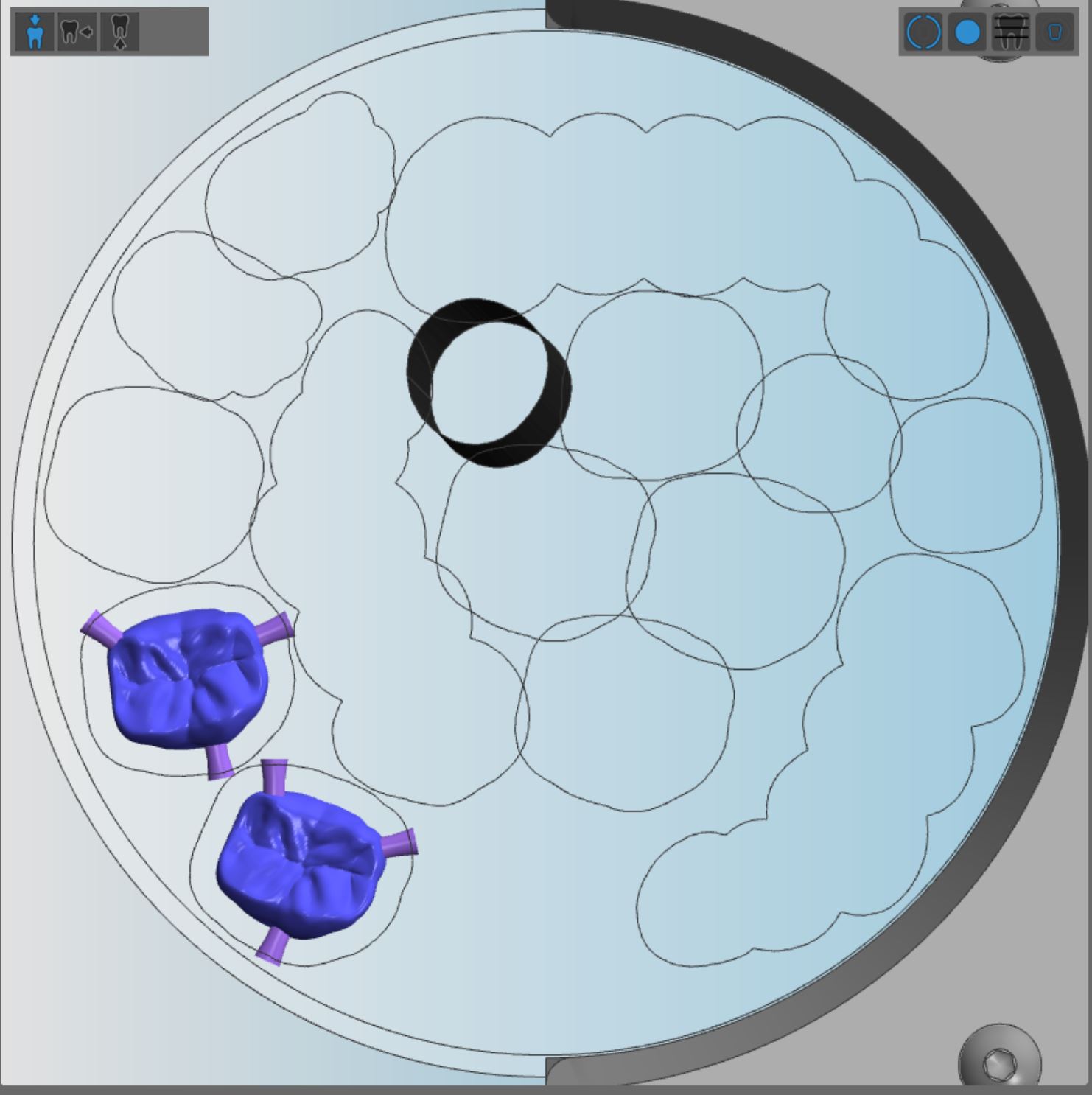
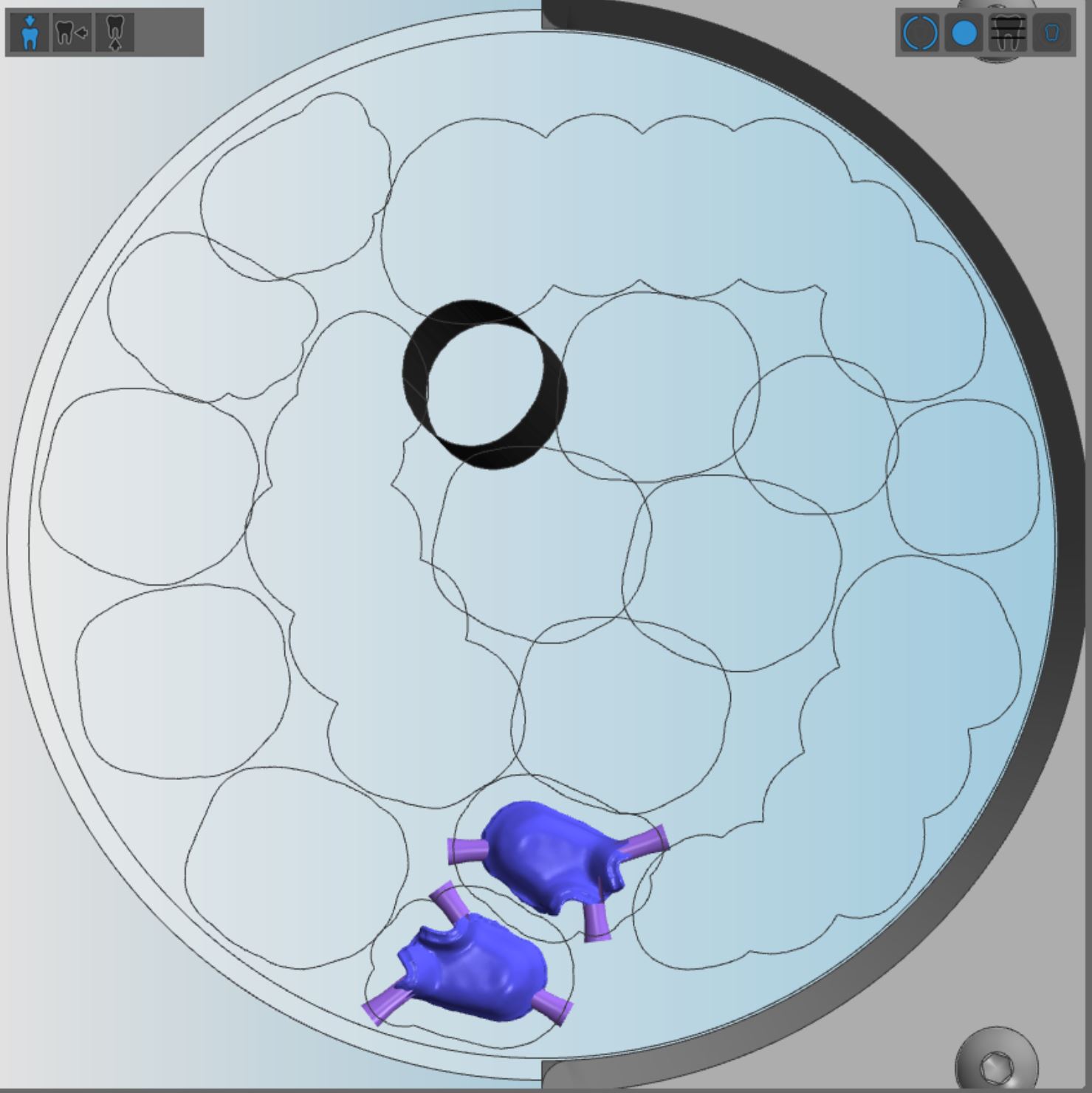
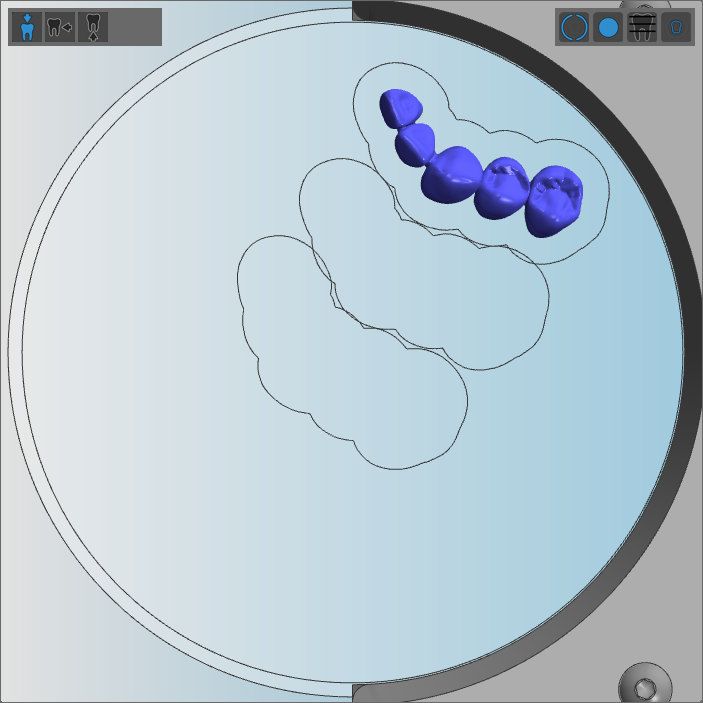
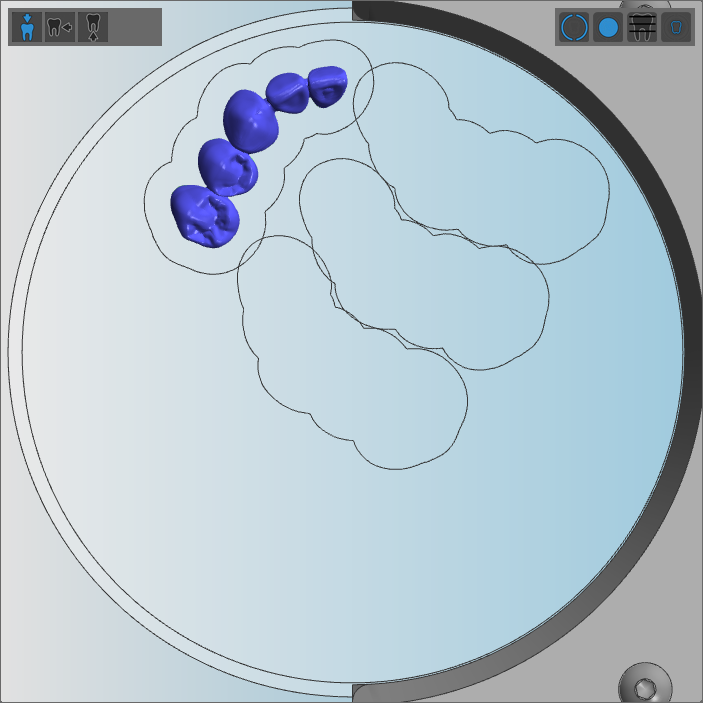
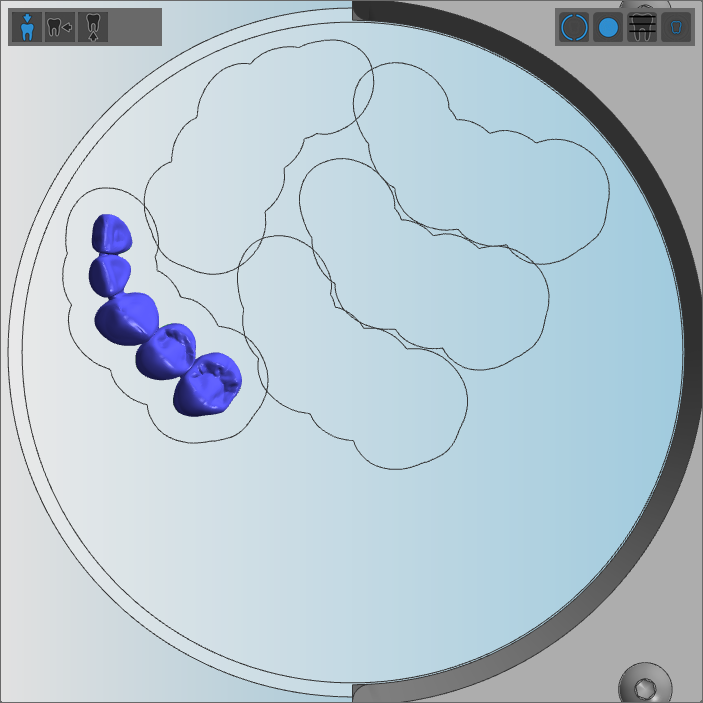
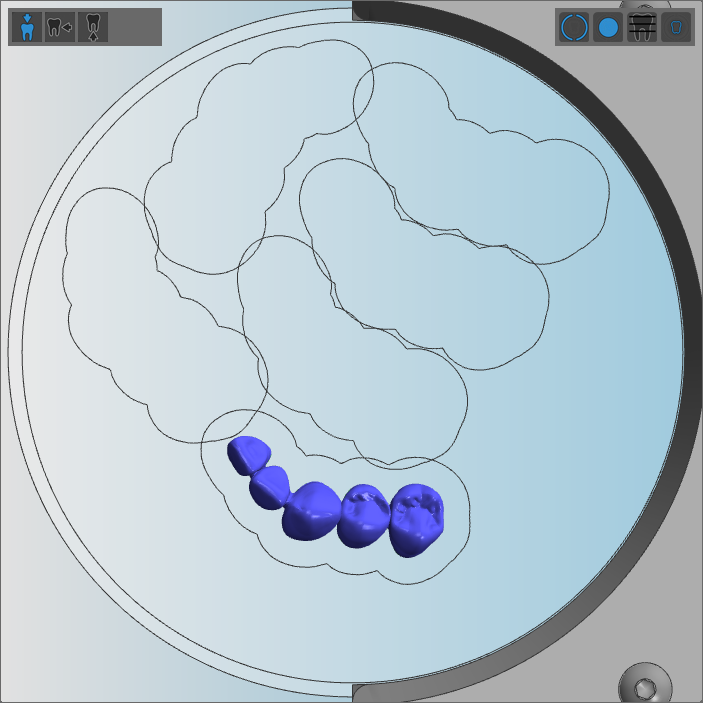
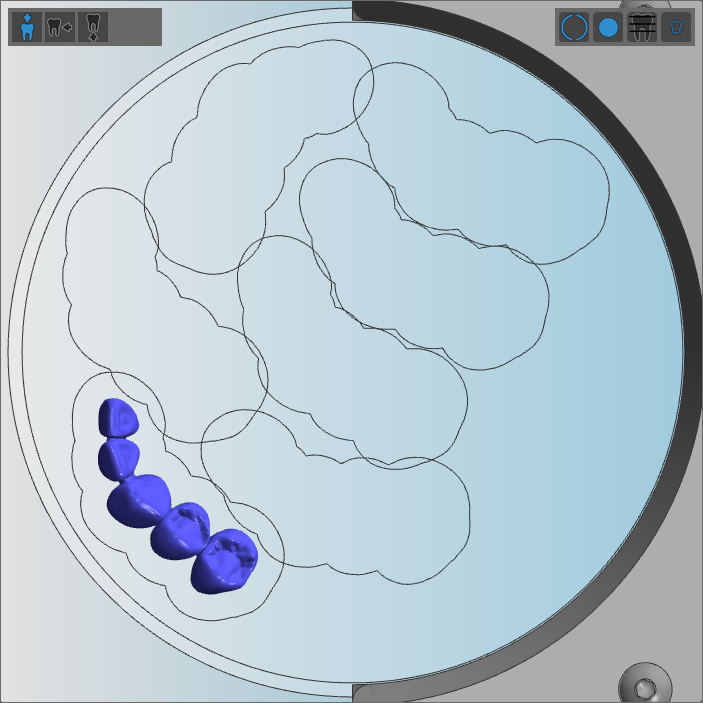
Ponte a più unità con una barra di sinterizzazione e vari oggetti piccoli
Se si lavora un disco più volte, si raccomanda di eseguire il nesting dei suddetti oggetti nel modo seguente:
- Posizionare il ponte a più unità sul lato sinistro del disco. In caso contrario, non si potrebbe riutilizzare il disco, perché la sua stabilità dopo la rimozione del ponte sarebbe troppo bassa.
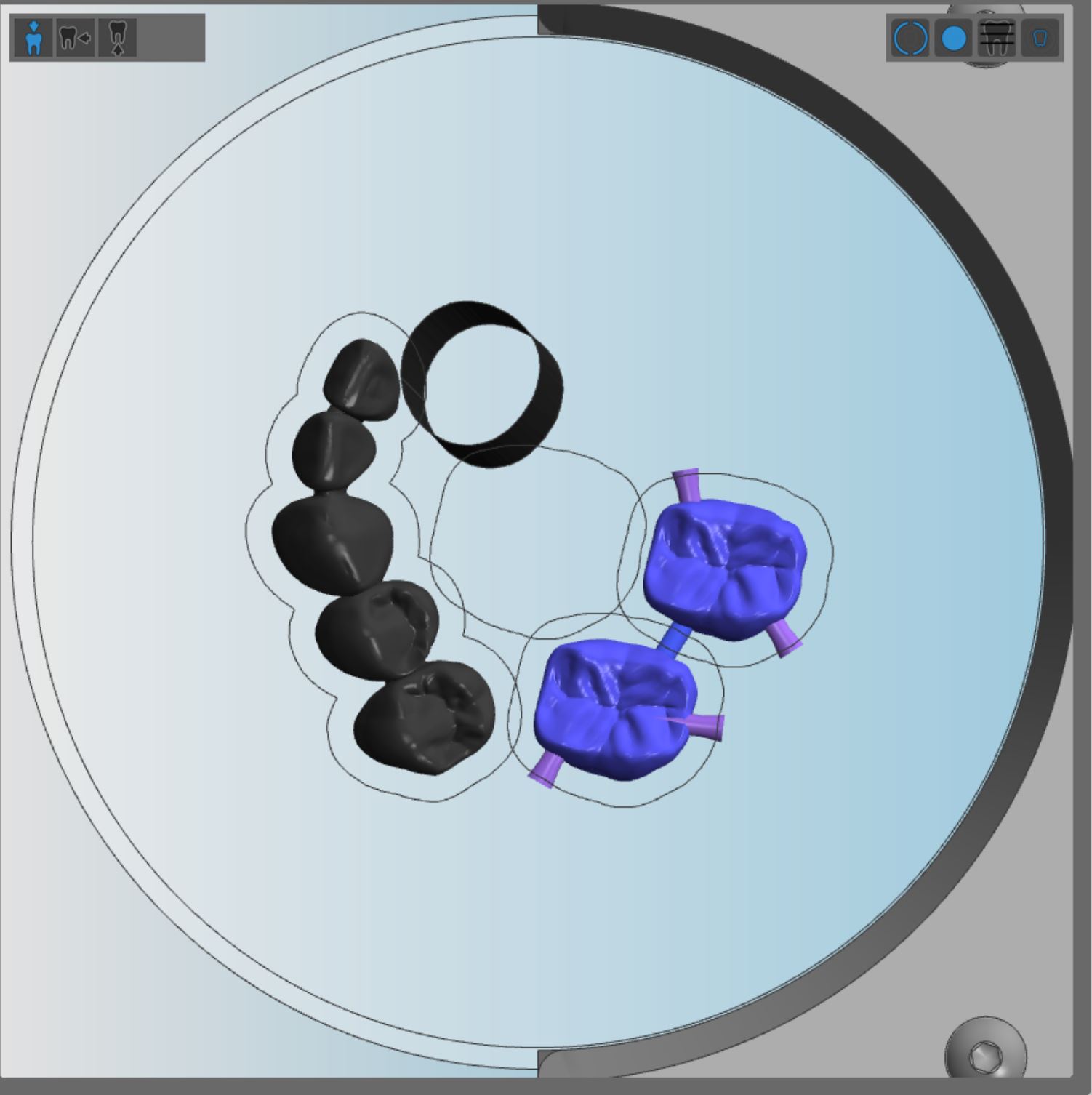
- Eseguire il job.
- Posizionare gli oggetti più piccoli nell'area restante.
Esempio:
(a) Passaggio 1 – posizionare il ponte a più unità; (b) Passaggio 2 – posizionare gli oggetti più piccoli
L’area di lavoro degli oggetti non deve sovrapporsi nei pezzi grezzi in CoCr e Titanio.
Corretto: Nessuna sovrapposizione
Errato: Sovrapposizione
L’area di lavoro degli oggetti non deve sovrapporsi nei pezzi grezzi in CoCr e Titanio.
Corretto: Nessuna sovrapposizione
Errato: Sovrapposizione