Tarare la macchina con i campioni di taratura
Informazioni generali sulla taratura
Se i risultati della lavorazione non sono più soddisfacenti, una taratura della macchina potrebbe migliorarli. Una taratura include la realizzazione e la misurazione di campioni di prova e test.
Peggioramento dei risultati di lavorazione in caso di taratura errata
La macchina viene fornita già tarata. Finché i risultati della lavorazione sono impeccabili, non è necessaria una nuova taratura. La taratura richiede tempo e, se eseguita in modo errato, peggiora i risultati della lavorazione.
- Se i risultati della lavorazione sono imprecisi, provare prima ad adattare le condizioni di lavorazione: Controllare il fissaggio e la qualità del pezzo grezzo e le condizioni dell'utensile.
- Prima di ritarare la macchina, contattare il proprio Servizio clienti.
- In fase di taratura, effettuare con grande attenzione la misurazione e l’input dei dati. In caso di dubbio, interrompere la taratura.
-
Aprire le impostazioni dell'applicazione dentalcnc con la seguente icona nella barra delle icone principale:

-
Aprire la vista Manutenzione della macchina con la seguente icona nella barra delle icone locale:

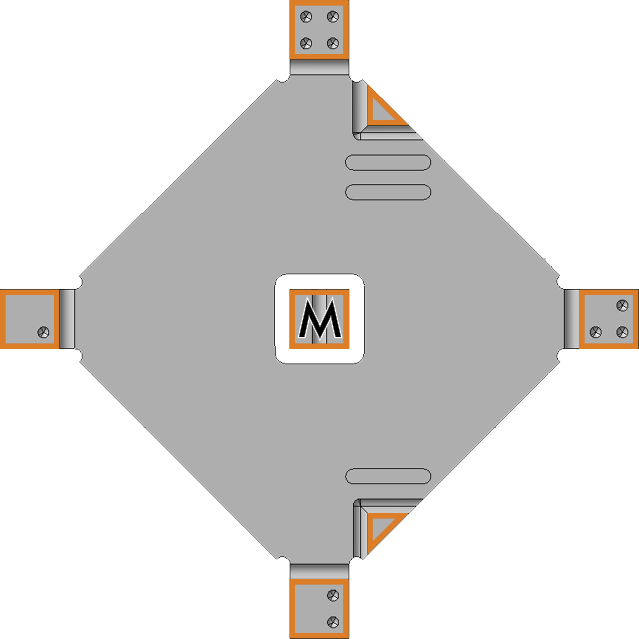
![]()
La vista Manutenzione della macchina; icone per tarare la macchina contrassegnate in arancione
Differenza tra campioni di prova e campioni di taratura
I campioni di prova e i campioni di taratura vengono creai a partire dai pezzi grezzi di taratura. I campioni di prova e i campioni di taratura si differenziano per la loro funzione:
-
Utilizzando i campioni di prova è possibile verificare se la macchina deve essere tarata.
-
Per tarare la macchina, utilizzare campioni di taratura.
Flusso di lavoro di taratura:
-
Tenere il kit di taratura a portata di mano
Il kit è compreso nella dotazione della macchina.
-
Realizzare e misurare un campione di prova
Se i valori di misurazione rientrano nella tolleranza, significa che la meccanica della macchina è accurata e non è necessario tararla. Se sono fuori tolleranza, continuare con la taratura della macchina.
-
Realizzare e misurare un campione di taratura e inserire i valori di misurazione in dentalcnc
Questi dati sono utilizzati per calcolare la taratura necessaria.
-
Controllare se la taratura è stata eseguita correttamente con un altro campione di prova.
Verificare che la taratura abbia migliorato i risultati della lavorazione.
Strumenti per misurare i campioni di prova e di taratura
Per misurare il campione di taratura o di prova, è necessario utilizzare un micrometro.
-
Per misurare un campione di taratura o un campione di prova, non utilizzare mai strumenti di misura comuni come righelli o calibri. Questi strumenti sono troppo imprecisi per questa attività.
ATTENZIONE! Errori nei valori misurati possono causare guasti delle macchine e risultati della lavorazione scadenti
Utensili per la fresatura di campioni di taratura e di prova
| Macchina | Utensile |
|---|---|
|
E3 |
P300-R2-60 |
|
E4 |
P250-F1-40-T P200-R1-40 |
|
E5 |
P250-F1-40-T |
|
K5, K5+ R5 S1, S2, S5 |
P200-R1-40 |
|
K4 edition N4, N4+ |
P200-R1-35 |
|
Z4 |
P200-R1-35 |
dentalcam e dentalcnc 8 non supporta altre macchine.
Passaggio 1: Preparazione della taratura per le macchine E5
-
Verificare il numero di serie della macchina.
In base alla targhetta di identificazione: Targhetta di identificazione e numero di serie
In base a dentalcnc: Numero di serie macchina, codice prodotto e numero di serie dell'unità di comando
-
Numero di serie ≤ E5ID5…:
-
Lasciare spenta la macchina per almeno 2 ore.
-
Per ottenere i migliori risultati assicurare una temperatura ambiente di 18 – 25 °C.
-
Passaggio 2: Tenere il kit di taratura a portata di mano
Insieme alla macchina si è ricevuto un kit di taratura composto dai seguenti componenti:
- Pezzi grezzi di taratura
- Un apposito utensile per la lavorazione del campione di taratura e del campione di prova
- Un micrometro per la misurazione del campione di prova e del campione di taratura
Guardare il video
Video YouTube – Quando si visualizza questo video, i dati personali vengono inviati a YouTube, LLC, USA. Informativa sulla privacy
Passaggio 3: Realizzare e misurare un campione di prova
Guardare il video

Video YouTube – Quando si visualizza questo video, i dati personali vengono inviati a YouTube, LLC, USA. Informativa sulla privacy
Realizzare un campione di prova
-
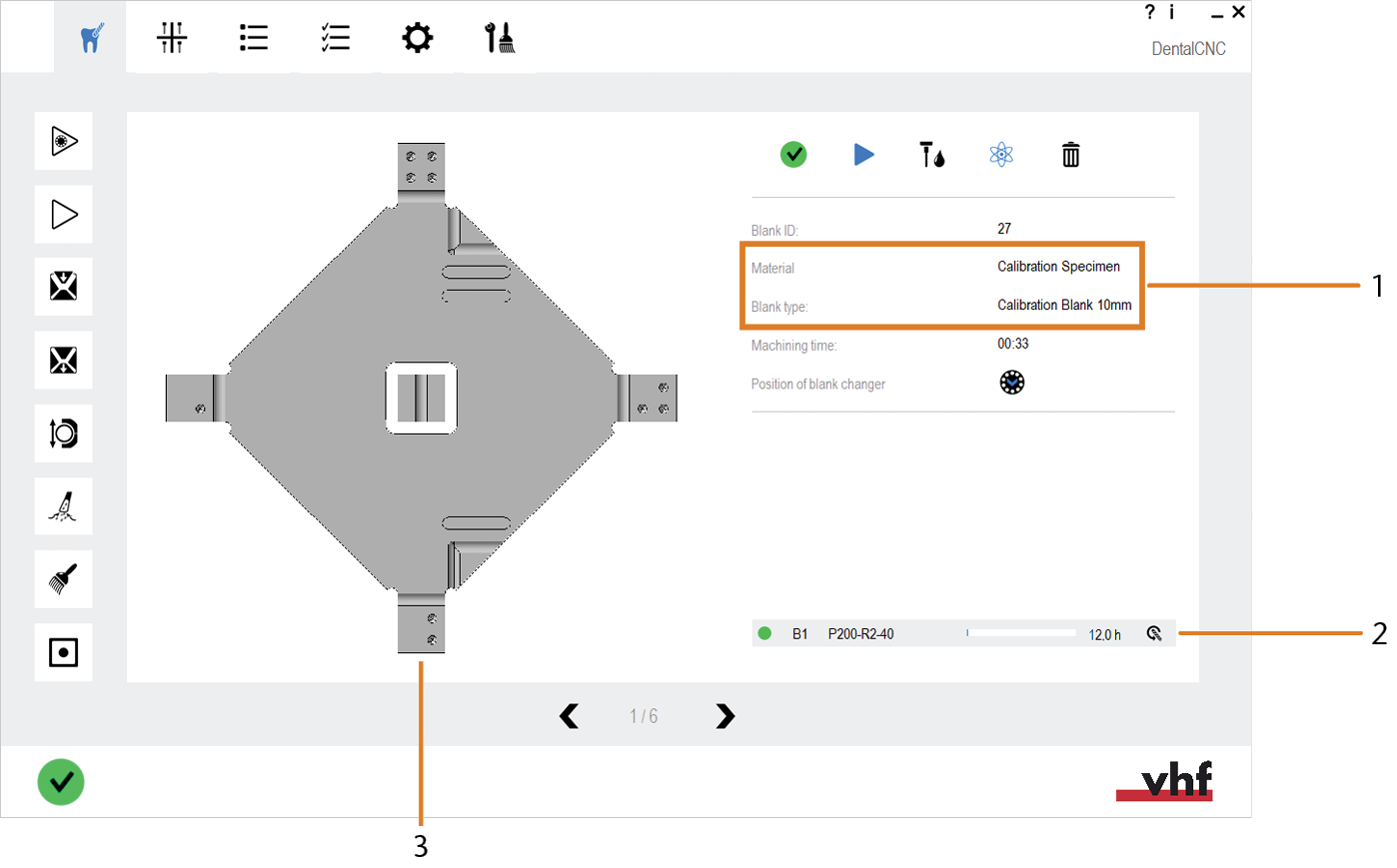
Nella vista Manutenzione della macchina, selezionare l’icona seguente nella colonna di sinistra:

-
dentalcnc apre la vista Lavorazione e aggiunge un job per il campione di prova all'elenco dei job.
-
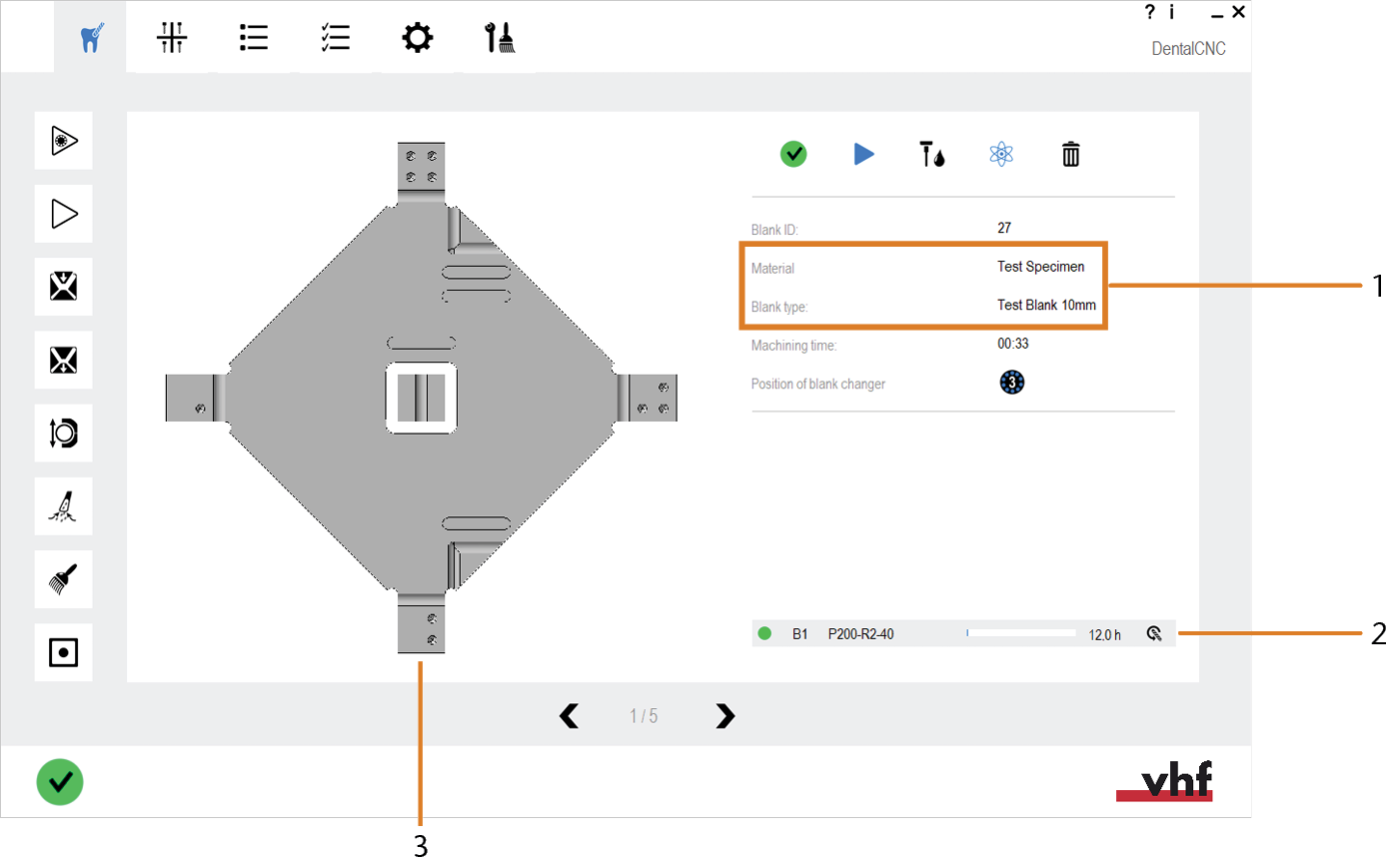
Selezionare il job creato al punto 1.
- Vengono visualizzati i dettagli del job.
- Etichette di designazione del campione
- Utensile necessario per fresare il campione
- Anteprima del campione fresato
-
Montare / caricare il pezzo grezzo di taratura nel vano di lavoro.
R5: Serrare il pezzo grezzo direttamente nel vano di lavoro.
-
Inserire l’utensile di taratura nel magazzino utensili della macchina e nel magazzino utensili virtuale di dentalcnc.
-
Eseguire il job come qualsiasi altro job.
-
Rimuovere il campione di prova dalla macchina.
Creare i job per campioni di taratura e campioni di prova direttamente in dentalcnc e non con dentalcam.
Valori e grafici visualizzati esemplificativi
Misurazione del campione di prova
A seconda del campione specifico della macchina, esistono i seguenti punti di misurazione:
-
Cubi
-
Triangoli
-
Blocchi
La maggior parte dei punti di misurazione sul campione sono contrassegnati da simboli:
- Cerchi (rappresentati in questo documento come ●)
- Barre (rappresentate in questo documento come |)
- Lettere, numeri (es. A, Z1)
Il cubo al centro della maggior parte dei campioni è il punto di misurazione M (indicato come "cubo M").
Immagini dei campioni di prova di tutte le macchine
Campione di prova per E5
Campione di prova per la serie S, K5, K5+
Campione di prova per il K4 edition, R5
Campione di prova e di taratura per il N4, N4+
Campione di prova e di taratura per il Z4
Campione di prova e di taratura per il E4
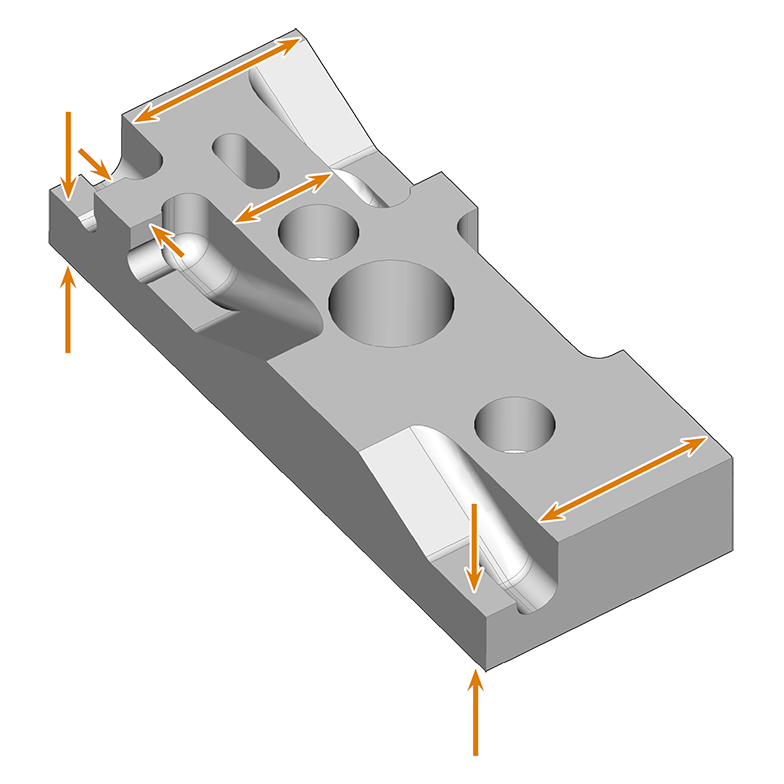
Campione di prova e di taratura per il E3
-
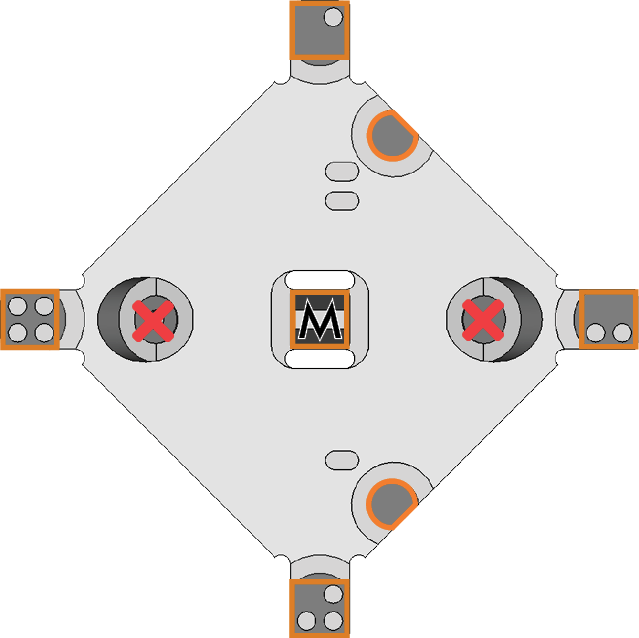
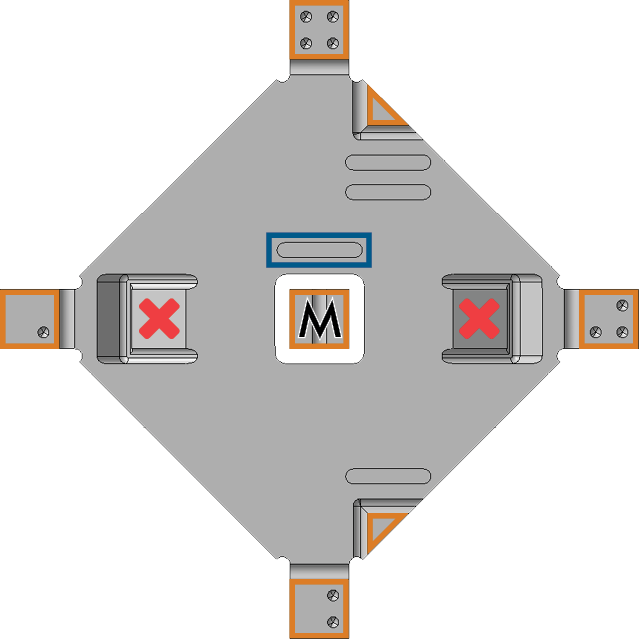
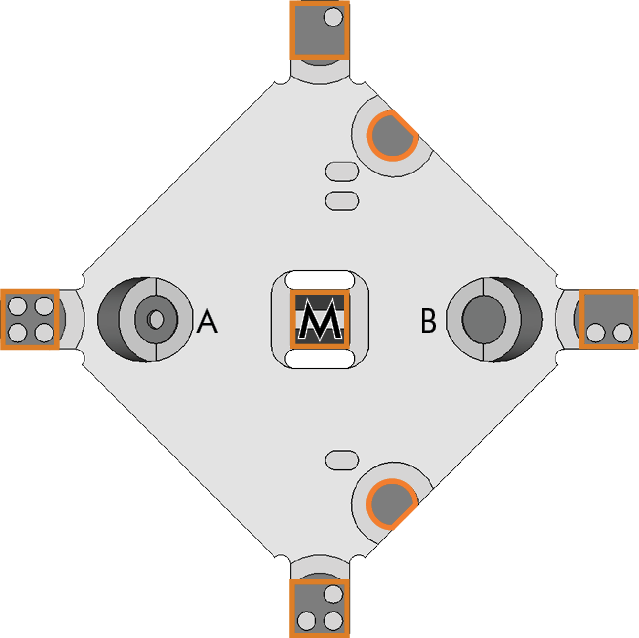
Contrassegni arancioni, frecce: Punti di misurazione
-
Contrassegno blu: contrassegno sul campione che indica un campione di prova (non per tutte le macchine)
-
Croci rosse: punti da ignorare quando si misura un campione di prova
Procedura
-
Rimuovere il campione di prova dalla macchina.
-
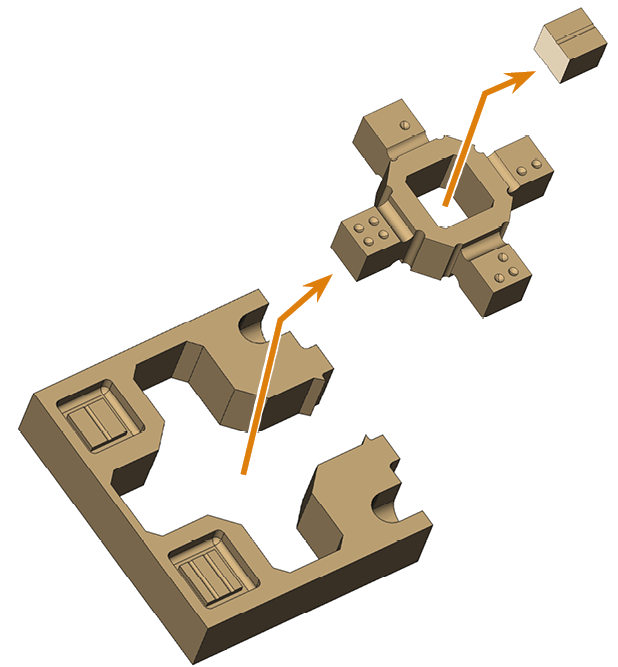
Separare le parti dei seguenti campioni di prova come indicato:
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione dal campione di prova o dal campione di taratura con un pennello.
-
(Raccomandata) Disporre le singole parti del campione su una superficie piana in modo da poter usare entrambe le mani per gestire il micrometro.
-
Controllare che il punto zero del micrometro sia impostato correttamente.
-
Misurare i punti di misurazione del campione specifico della macchina:
-
Inserire i valori misurati nella tabella di test specifica della macchina al punto 7.
Alternativa: Registrare ciascun valore di misurazione su un foglio di carta.
-
(Raccomandata) Etichettare il campione con un nome e una data (ad esempio “
I punti di misurazione dei campioni specifici della macchina:
-
-
Ignorare le superfici oblique (A, B) poiché servono solo per la taratura.
-
Misurare la larghezza e l'altezza dei punti di misurazione etichettati con cerchi.
-
Misurare l’altezza dei punti di misurazione etichettati con barre.
-
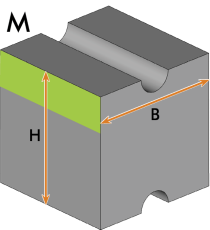
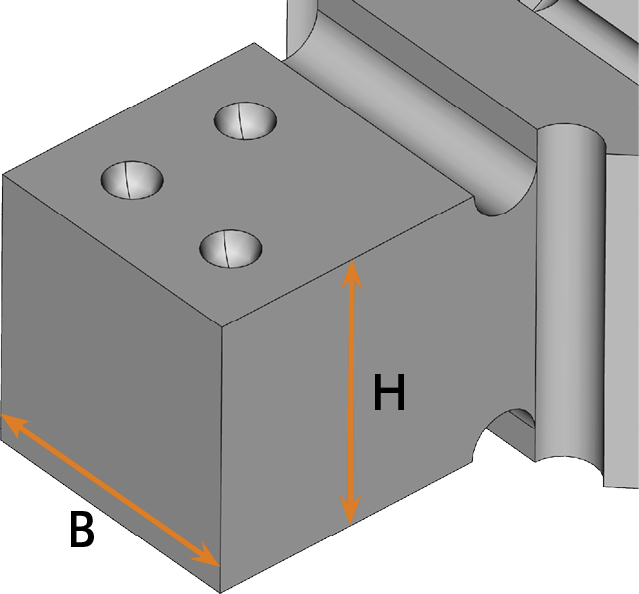
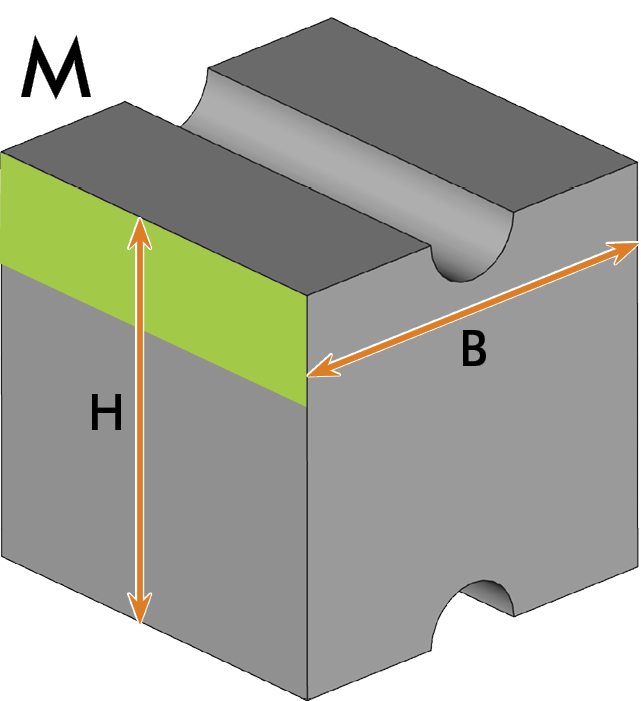
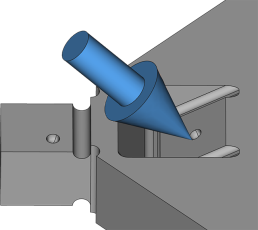
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
-
Misurare la larghezza e l'altezza dei punti di misurazione etichettati con cerchi.
-
Misurare l’altezza dei punti di misurazione etichettati con barre.
-
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
-
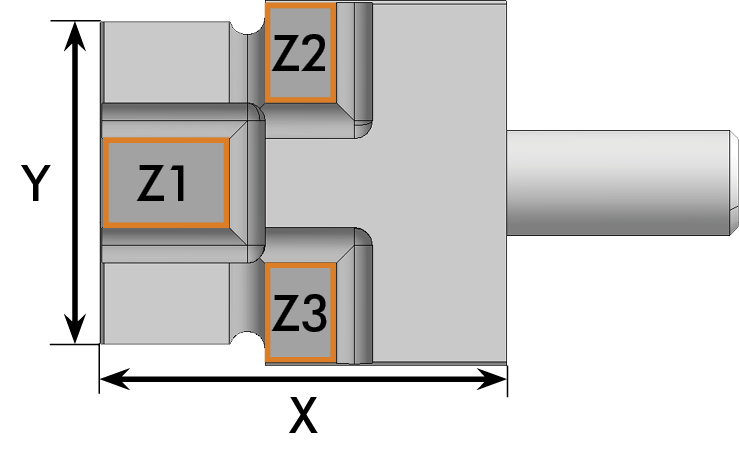
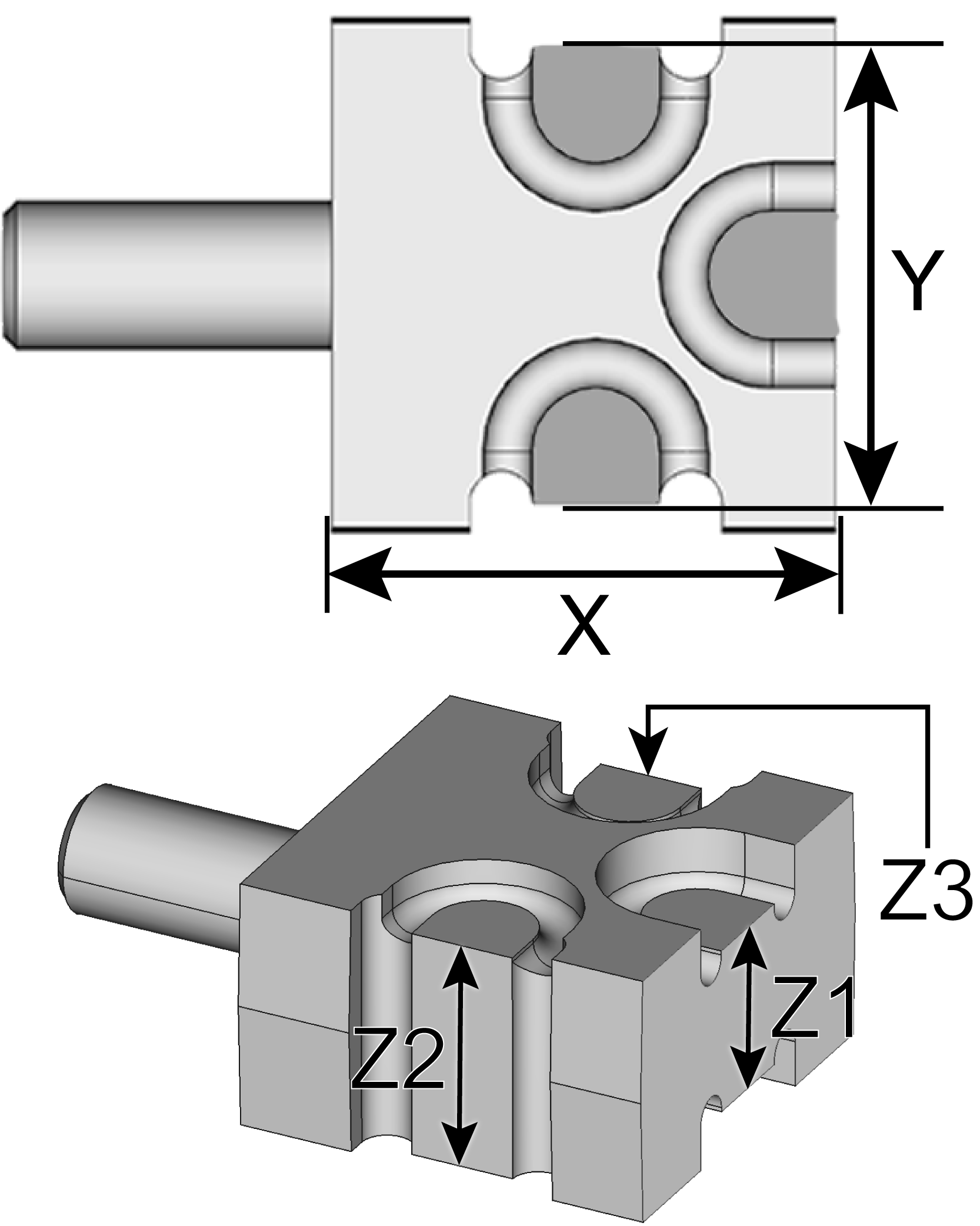
Misura la lunghezza dei segmenti delle linee X e Y.
-
Misurare l'altezza di Z1, Z2, Z3.
-
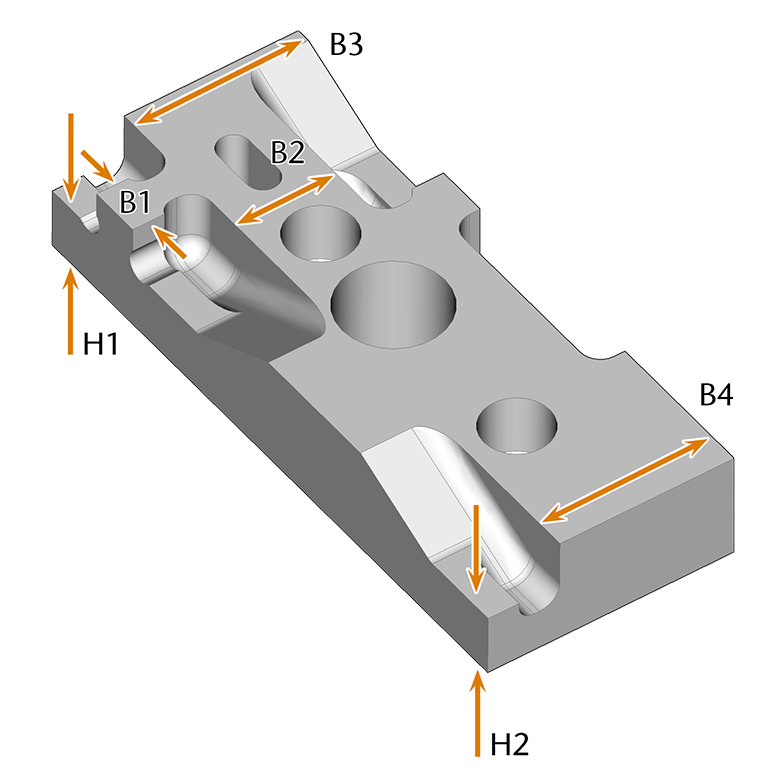
Misurare l’altezza dei punti di misurazione che iniziano con H.
-
Misurare la larghezza dei punti di misurazione che iniziano con B.
-
Verificare se è necessario tarare la macchina confrontando i valori di misurazione con quelli della tabella specifica della macchina.
In alternativa e in aggiunta al controllo manuale , utilizzare il modulo interattivo specifico della macchina.
-
Se tutti i valori di misurazione rientrano nell’intervallo di tolleranza, non è necessario tarare. In caso contrario, continuare con la lavorazione e la misurazione di un campione di taratura.
E5, K4 edition, K5, K5+, R5, S1, S2, S5
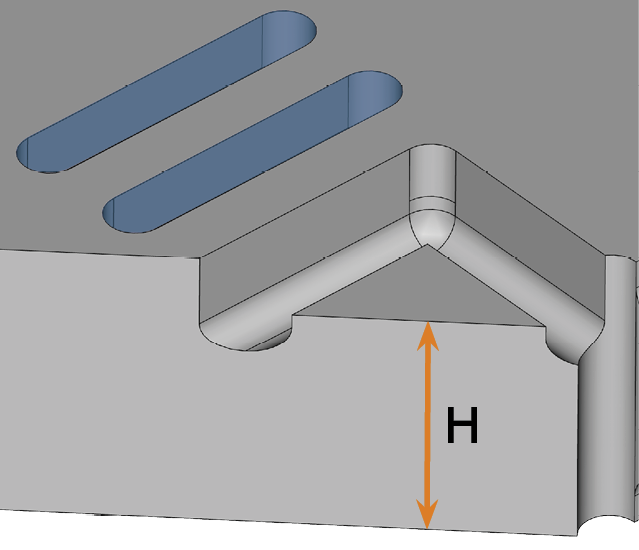
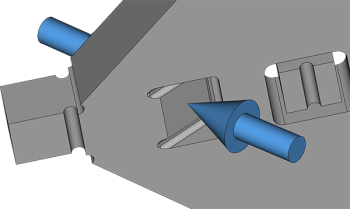
barre che etichettano il triangolo contrassegnato in blu
ATTENZIONE! Risultati di misura errati se si applica il micrometro esterno al cubo M in modo non corretto
N4, N4+
Misurazione dell’altezza e della larghezza di un cubo etichettato con una barra (contrassegnato in blu)
ATTENZIONE! Si ottengono risultati errati se si posiziona il micrometro esterno sul fondo del cubo M quando si misura la larghezza
E4, Z4
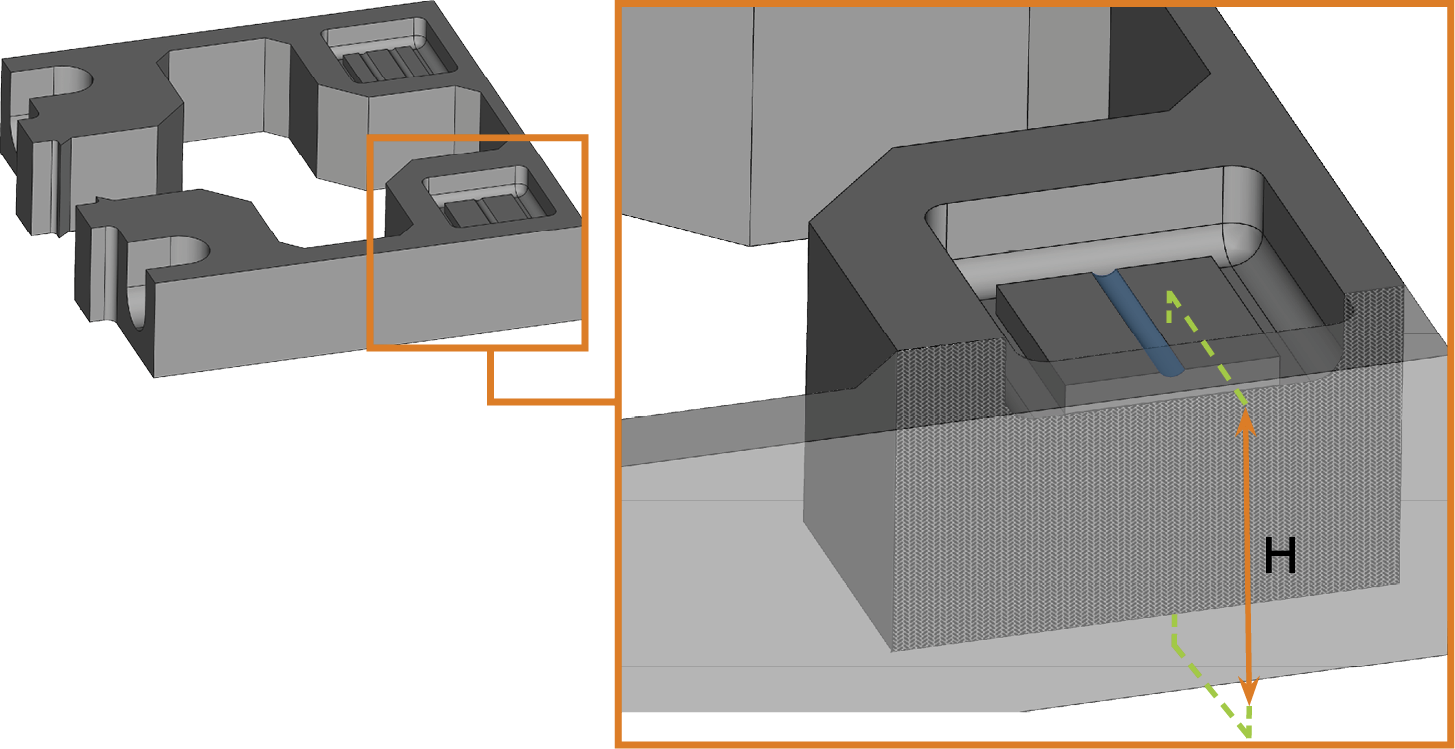
Il campione di prova e di taratura del Z4
Il campione di prova e di taratura del E4
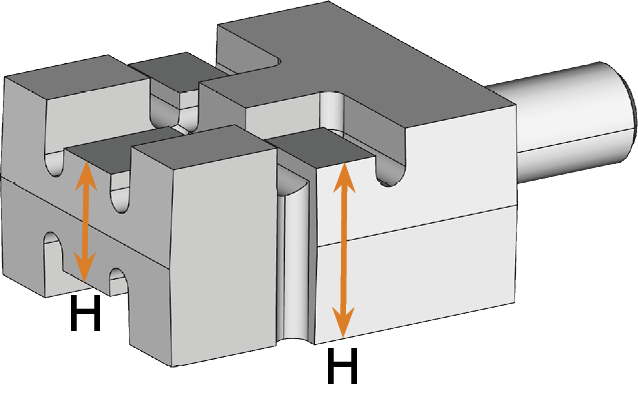
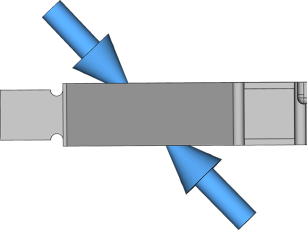
Z4: Misurazione dell'altezza di Z1 (freccia sinistra) e Z3 (freccia destra); Z2 analogamente a Z3
E4
E3
E5, K4 edition, K5, K5+, R5, S1, S2, S5
Le superfici A e B sono utilizzate solo per la taratura
| Posizione di misurazione | Larghezza | Altezza |
|---|---|---|
|
Cubo ● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo M |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Triangolo | e triangolo || |
– |
Differenza massimo 0,1 mm |
Esempio: I valori "Triangolo | 7,151 mm" e "Triangolo || 7,195 mm" differiscono di meno di 0,1 mm (differenza: 0,044 mm) e quindi rientrano nella tolleranza.
I valori "Triangolo | 6,845 mm" e "Triangolo || 6,946 mm" differiscono di oltre 0,1 mm (differenza: 0,101 mm) e quindi non rientrano nella tolleranza.
N4, N4+
| Posizione di misurazione | Larghezza | Altezza |
|---|---|---|
|
Cubo ● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo ●●●● |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Cubo M |
7,95 mm - 8,05 mm |
7,95 mm - 8,05 mm |
|
Blocco | e Blocco || |
Differenza massimo 0,1 mm |
|
Esempio: I valori "Blocco | 7,151 mm" e "Blocco || 7,195 mm" differiscono di meno di 0,1 mm (differenza: 0,044 mm) e quindi rientrano nella tolleranza.
I valori "Blocco | 6,845 mm" e "Blocco || 6,946 mm" differiscono di oltre 0,1 mm (differenza: 0,101 mm) e quindi non rientrano nella tolleranza.
E4, Z4
| Posizione di misurazione | Valore |
|---|---|
|
X |
19,95 mm - 20,05 mm |
|
Y |
17,95 mm - 18,05 mm |
|
Z1 |
7,95 mm - 8,05 mm |
|
Z2 & Z3 |
Differenza massimo 0,1 mm |
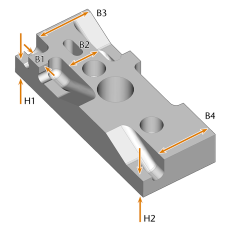
E3
| Posizione di misurazione | Valore |
|---|---|
|
H1 |
5,85 mm - 6,15 mm |
|
H2 |
5,85 mm - 6,15 mm |
|
B1 |
4,92 mm - 5,08 mm |
|
B2 |
9,92 mm - 10,08 mm |
|
B3 e B4 |
Differenza: massimo 0,2 mm |
Passaggio 4: Produrre campioni di taratura, misurare e inserire i valori misurati in dentalcnc
Guardare il video
Video YouTube – Quando si visualizza questo video, i dati personali vengono inviati a YouTube, LLC, USA. Informativa sulla privacy
Realizzazione di un campione di taratura
Nella vista Manutenzione della macchina, selezionare l’icona seguente nella colonna di sinistra: ![]()
-
dentalcnc apre la vista Lavorazione e aggiunge un job per il campione di taratura all'elenco dei job.
Selezionare il job creato al punto 1.
- Vengono visualizzati i dettagli del job.
Valori e grafici visualizzati esemplificativi
- Etichette di designazione del campione
- Utensile necessario per fresare il campione
- Anteprima del campione fresato
Montare / caricare il pezzo grezzo di taratura nel vano di lavoro.
R5: Serrare il pezzo grezzo direttamente nel vano di lavoro.
Inserire l’utensile di taratura nel magazzino utensili della macchina e nel magazzino utensili virtuale di dentalcnc.
Eseguire il job come qualsiasi altro job.
-
Si apre la finestra per l'inserimento dei valori misurati.
Rimuovere il campione di taratura dalla macchina.
Misurazione del campione di taratura
A seconda del campione specifico della macchina, esistono i seguenti punti di misurazione:
-
Cubi
-
Triangoli
-
Blocchi
La maggior parte dei punti di misurazione sul campione sono contrassegnati da simboli:
- Cerchi (rappresentati in questo documento come ●)
- Barre (rappresentate in questo documento come |)
- Lettere, numeri (es. A, Z1)
Il cubo al centro della maggior parte dei campioni è il punto di misurazione M (indicato come "cubo M").
Immagini dei campioni di taratura di tutte le macchine
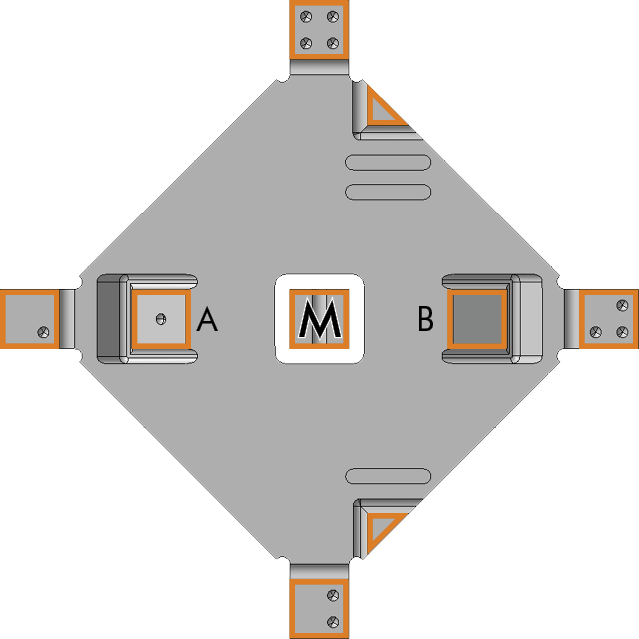
Campione di taratura per E5
Campione di taratura per la serie S, K5, K5+
Campione di taratura per il K4 edition, R5
Campione di prova e di taratura per il N4, N4+
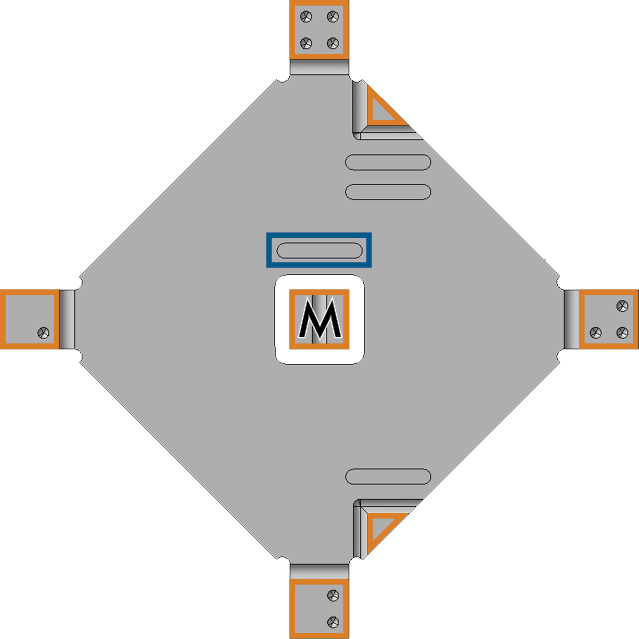
Campione di prova e di taratura per il Z4
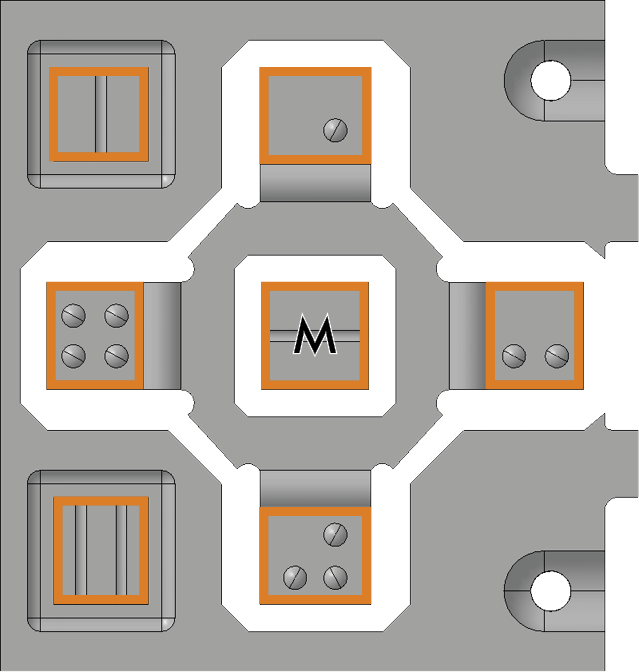
Campione di prova e di taratura per il E4
Campione di prova e di taratura per il E3
-
Contrassegni arancioni, frecce: Punti di misurazione
-
A, B: misura solo a determinate condizioni(vedi istruzioni sotto)
Procedura
-
Rimuovere il campione di taratura dalla macchina.
-
Separare le parti dei seguenti campioni di taratura come indicato:
-
Per ottenere risultati di misurazione corretti, rimuovere tutti i residui di lavorazione dal campione di prova o dal campione di taratura con un pennello.
-
(Raccomandata) Disporre le singole parti del campione su una superficie piana in modo da poter usare entrambe le mani per gestire il micrometro.
-
Controllare che il punto zero del micrometro sia impostato correttamente.
-
Misurare i punti di misurazione del campione specifico della macchina:
-
Inserire i valori direttamente in dentalcnc .
-
(Raccomandata) Etichettare il campione con un nome e una data (ad esempio “
I punti di misurazione dei campioni specifici della macchina:
-
-
Misurare la larghezza e l'altezza dei punti di misurazione etichettati con cerchi.
-
Misurare l’altezza dei punti di misurazione etichettati con barre.
-
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
-
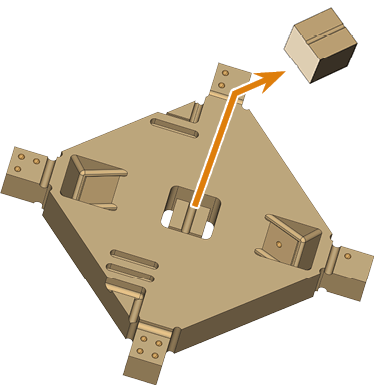
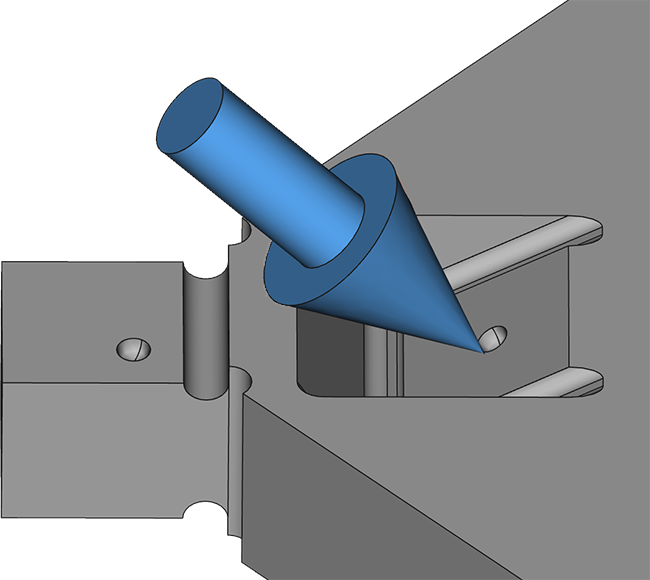
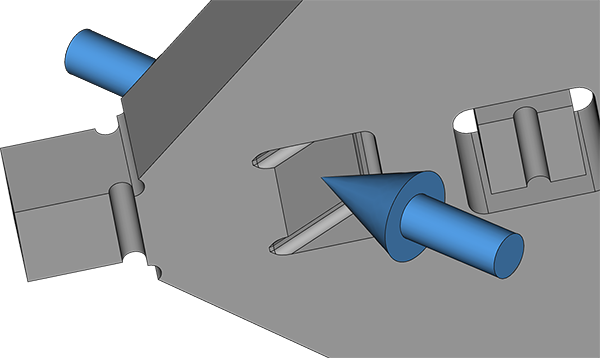
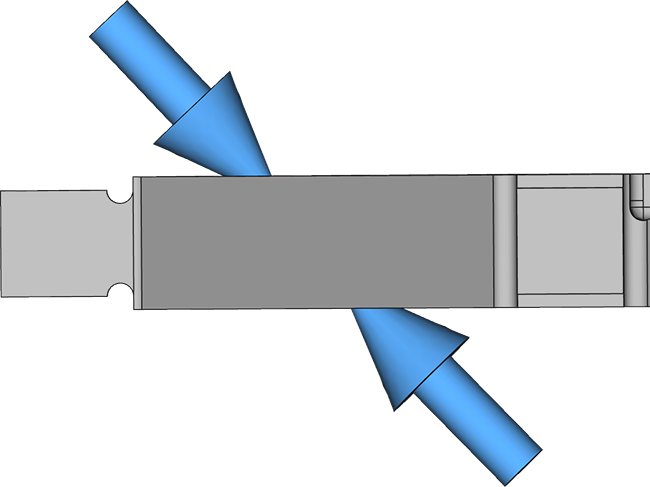
(K5, K5+, S1, S2, S5) Misurare la distanza tra le superfici inclinate opposte:
ci sono 2 coppie di queste superfici (A, B) che devono essere misurate.
-
La superficie inclinata A è contrassegnata da un punto sul lato superiore del campione di taratura.
-
La superficie inclinata B non è contrassegnata.
Superficie inclinata A con punto sul lato superiore
-
-
Misurare la larghezza e l'altezza dei punti di misurazione etichettati con cerchi.
-
Misurare l’altezza dei punti di misurazione etichettati con barre.
-
Misurare la larghezza e l'altezza del cubo M.
- Misurare l'altezza e la larghezza come indicato nella figura seguente.
-
Quando si misura la larghezza, posizionare il micrometro esterno sulla parte superiore del cubo (area contrassegnata in verde).
-
Misura la lunghezza dei segmenti delle linee X e Y.
-
Misurare l'altezza di Z1, Z2, Z3.
-
Misurare l’altezza dei punti di misurazione che iniziano con H.
-
Misurare la larghezza dei punti di misurazione che iniziano con B.
-
Continuare con l’inserimento dei valori di misurazione in dentalcnc.
E5, K4 edition, K5, K5+, R5, S1, S2, S5
barre che etichettano il triangolo contrassegnato in blu
ATTENZIONE! Risultati di misura errati se si applica il micrometro esterno al cubo M in modo non corretto
N4, N4+
Misurazione dell’altezza e della larghezza di un cubo etichettato con una barra (contrassegnato in blu)
ATTENZIONE! Si ottengono risultati errati se si posiziona il micrometro esterno sul fondo del cubo M quando si misura la larghezza
E4, Z4
Il campione di prova e di taratura del Z4
Il campione di prova e di taratura del E4
Z4: Misurazione dell'altezza di Z1 (freccia sinistra) e Z3 (freccia destra); Z2 analogamente a Z3
E4
E3
Inserire i valori misurati del campione di taratura in dentalcnc
-
ATTENZIONE! Non inserire mai i valori di misurazione di un campione di prova in dentalcnc. Questo comporterà una taratura errata e risultati di lavorazione imprecisi.
Immettere i valori di calibrazione (serie S, K5, K5+)
Inserimento dei valori di taratura (K4 edition, R5)
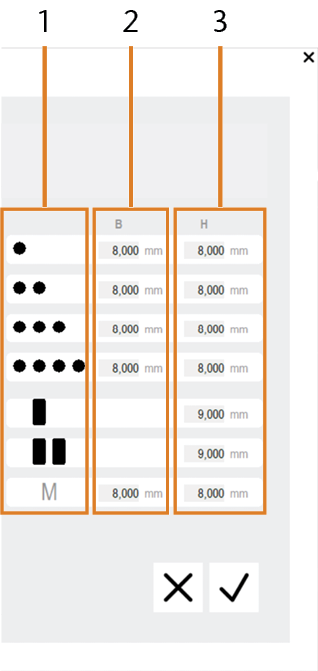
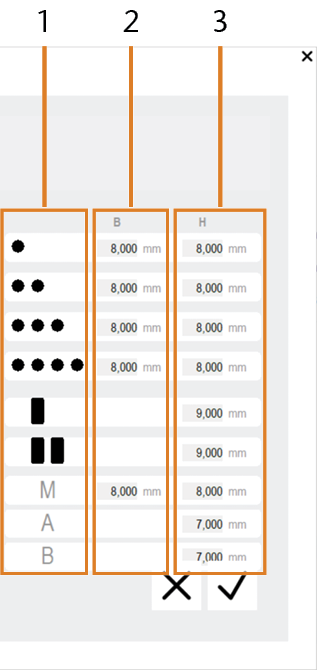
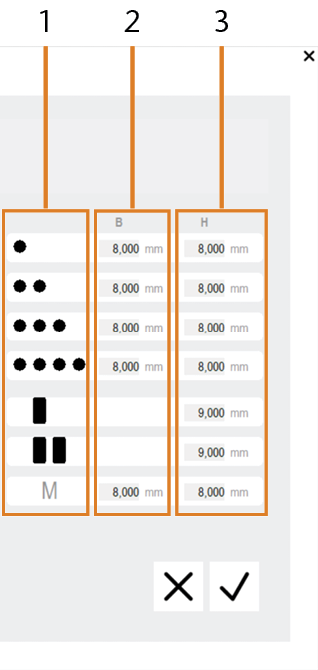
Inserimento dei valori di taratura (N4, N4+)
-
Simboli per i punti di misurazione
-
Campi di inserimento per la larghezza del punto di misurazione
-
Campi di inserimento per l’altezza del punto di misurazione
Simboli per i punti di misurazione

Cerchi

Barre

Cubo M

Punti di misurazione etichettati con lettere e numeri
- Inserire i valori di misurazione del campione di taratura:
- Inserire l'altezza dei punti di misurazione Z1, Z2, Z3.
- Inserire la lunghezza del segmento delle linee X, Y.
- Inserire l’altezza e la larghezza di tutti punti di misurazione etichettati con cerchi.
- Inserire i valori dell’altezza di tutti i punti di misurazione etichettati con barre.
- Inserire il valore dell’altezza e della larghezza del cubo M.
- S1, S2, S5, K5, K5+: Se è stato installato un nuovo interruttore di finecorsa Y o una nuova vite a ricircolo di sfere, immettere i valori di altezza delle superfici inclinate A, B.
- Per confermare l’inserimento, selezionare la seguente icona:

- La finestra attuale si chiude. Si apre una finestra di dialogo.
- Confermare il messaggio attuale.
E4, Z4
Altre macchine
Passaggio 5: Verificare la taratura
-
Fresare un campione di prova e misurarlo. Verificare che i valori di misurazione rientrino nella tolleranza. Realizzare e misurare un campione di prova
-
Se i valori di misurazione rientrano nella tolleranza, la taratura è stata eseguita correttamente.