S'applique à : Machines dentaires
Fraisage du cobalt-chrome (CoCr)
Comment fraiser les métaux non précieux ? Comment fraiser le cobalt-chrome ?
Introduction
L'usinage des métaux non précieux nécessite une attention particulière à quelques éléments si vous voulez obtenir des résultats parfaits.
- La pince de serrage de la broche doit être serrée fermement, sinon l'outil sera pressé dans la pince de serrage.
- La pince de serrage de la broche doit être propre et sans graisse à l'intérieur de celle-ci, sinon les imperfections de rotation pendant l'usinage dégraderont les résultats de l'usinage et peuvent causer des ruptures d'outils.
- Le fichier .stl doit être exempt d'erreurs de conception .
Par mesure de sécurité, nous vous recommandons fortement de faire ce qui suit :
- Activez l’option Usinage individuel dans DentalCAM.
- Ajoutez au moins 1 outil de remplacement au magasin d’outils en cas de rupture d’outil.
Machines vhf pour le fraisage du CoCr
| Machine | Usinage sec / à l'eau | Matériau | Support pris en charge |
|---|---|---|---|
|
K4 / K4 edition |
Usinage à sec |
|
|
|
K5 / K5+ |
Usinage à sec |
Disques et piliers préfabriqués |
Support de piliers :
|
|
N4 / N4+ |
Usinage en milieu humide |
Piliers préfabriqués |
Support de piliers :
|
|
R5 |
Usinage à sec |
|
Support de piliers :
|
|
S1 |
Usinage à sec |
Disques et piliers préfabriqués |
Support de piliers :
|
|
S2 / S5 |
Usinage à sec |
Disques et piliers préfabriqués |
Support de piliers :
|
Outils pour l'usinage du CoCr
| Code de correspondance (4 axes sauf E4) | Code de correspondance (5 axes) | Diamètre arête de coupe | Géométrie de coupe | Dent | DentalCAM 7 | DentalCAM 8 |
|---|---|---|---|---|---|---|
|
M060–R2-32 |
M060–R2–35 |
0,6 mm |
Rayon |
2 |
Oui |
Oui |
|
M100–R2-32 |
M100–R2–35 |
1,00 mm |
Rayon |
2 |
Oui |
Oui |
|
M120–T2–32 |
M120–T2–35 |
1,20 mm |
Tore |
2 |
Oui |
Oui |
|
M200–R4–32(-C)* |
M200–R4–35(-C)* |
2,00 mm |
Rayon |
4 |
Oui |
Oui |
Nous recommandons fortement l'utilisation d'outils vhf originaux pour optimiser les résultats et la durée de vie de votre machine et de ses composants.
Indications pouvant être usinées
Le tableau montre toutes les indications qui peuvent être usinées à partir du
| Indication |
K4 / K4 éd. |
K5 / K5+ | N4 / N4+ | R5 | S1 | S2 / S5 |
|---|---|---|---|---|---|---|
|
Cadre pour pont et coping |
Oui |
Oui |
Non |
Oui |
Oui |
Oui |
|
Couronne/bridge entièr. anatom. |
Oui |
Oui |
Non |
Oui |
Oui |
Oui |
|
Pilier |
Non |
Oui |
Oui |
Oui |
Oui |
Oui |
|
Couronne télescope |
Non |
Oui |
Non |
Oui |
Oui |
Oui |
|
Tige d’implant |
Non |
Oui |
Non |
Oui |
Oui |
Oui |
|
Couronne secondaire |
Non |
Oui |
Non |
Oui |
Oui |
Oui |
|
Bridge à vissage occlusal |
Non |
Oui |
Non |
Oui |
Oui |
Oui |
Durée de vie de l'outil
Les valeurs maximales de durée de vie des outils que vous pouvez réellement atteindre avec vos outils dépendent de nombreux facteurs tels que la qualité des outils, la qualité des pièces brutes, la maintenance et le nettoyage de la machine, etc.
La durée de vie de l'outil dépend de la résistance à la flexion du matériau traité. Des forces de flexion différentes entraînent des durées de vie d'outil différentes.
| Matériau | Durée de vie de l'outil |
|---|---|
|
Disques CoCr |
> 8 heures |
|
Piliers préfabriqués CoCr Usinage à sec |
2 - 3 heures (env. 4 - 6 pièces brutes) |
Placement correct des barres
Positionner les barres dans la direction X et Y
| Correct | Incorrect | Description |
|---|---|---|

|

|
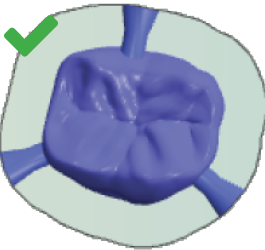
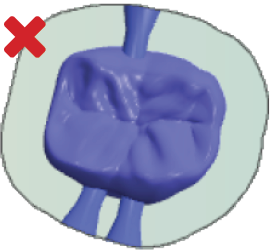
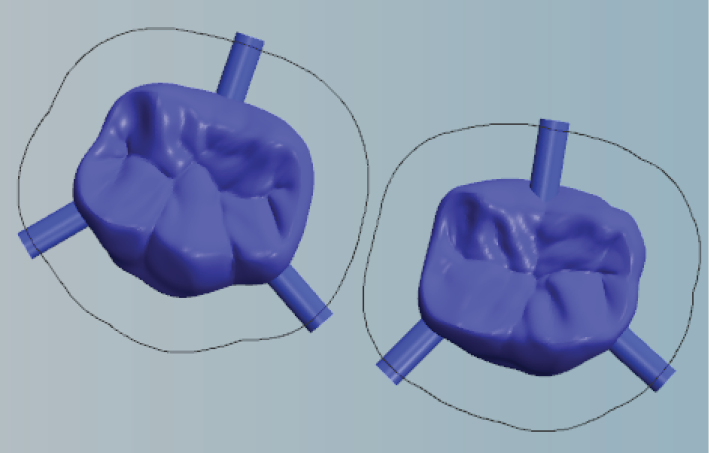
Placer les barres uniformément sur tous les côtés Si vous placez les barres d'un seul côté, des vibrations peuvent se produire pendant l'usinage. Vous risquez d'endommager la pièce brute ou l'outil. Correct (gauche) : Barres sur tous les côtés de l'objet Incorrect (droite) : Barres sur un seul côté de l'objet |
|
|
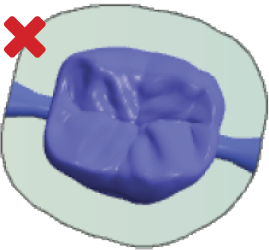
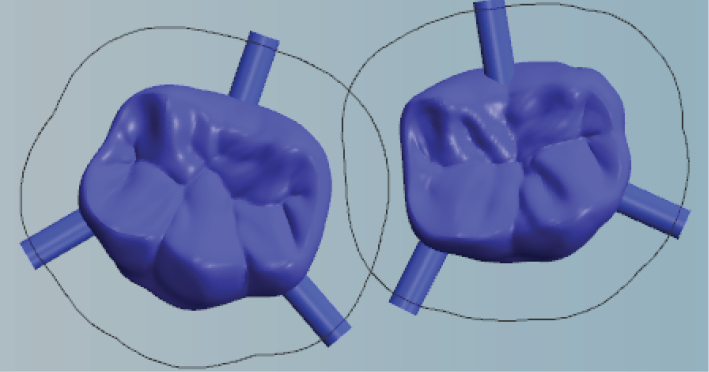
Placez les barres à une distance suffisante des unes des autres S'il n'y a pas assez d'espace entre les barres, la buse d'air de la broche peut ne pas être en mesure d'évacuer les débris d'usinage, ce qui peut endommager l'outil. Correct (gauche) : Barres suffisamment espacées les unes des autres Incorrect (droite) : Barres espacées de manière inadéquate |
|
|
|
Placez suffisamment de barres Vous devriez définir au moins 3 barres pour chaque objet. Les objets à plusieurs unités nécessitent généralement 2 barres par unité. Dans le cas contraire, des vibrations peuvent se produire pendant l'usinage, ce qui peut endommager la pièce brute ou l'outil. Correct (gauche) : Il y a suffisamment de barres Incorrect (droite) : Il n’y a pas suffisamment de barres |
Positionner les barres dans la direction Z
- Positionner toutes les barres sur la ligne équatoriale. Si l'équateur est sur le préplateau, positionner la barre à environ 1 mm au-dessus de l'équateur.
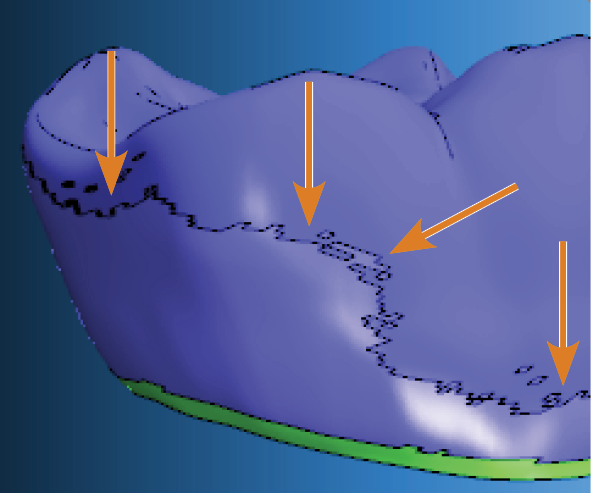
Ligne équatoriale marquée par des flèches
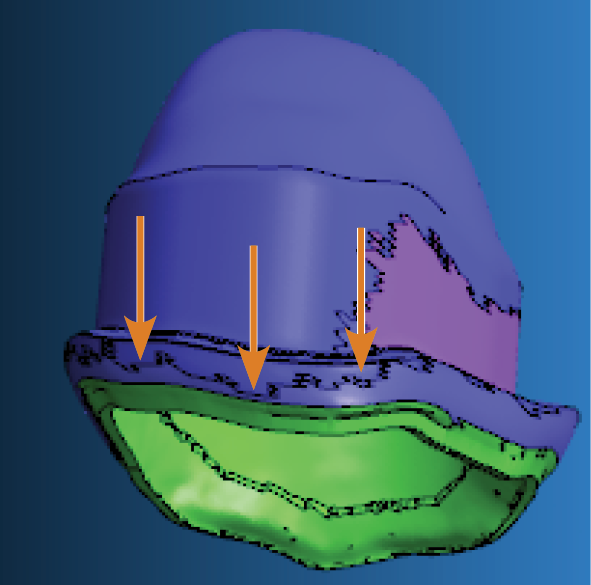
Ligne équatoriale marquée par des flèches
Les barres doivent reposer complètement sur l'objet.
Dans l'image ci-dessous, la barre est placée trop haut. Seule une partie de la barre est positionnée sur l'objet.
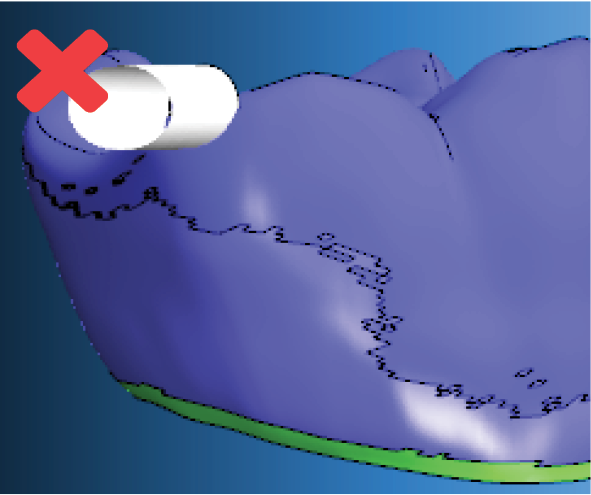
Positionnement incorrect d'une barre
Dans l'image ci-dessous, la barre est placée trop bas. Seule une partie de la barre est positionnée sur l'objet. De plus, la barre est placée sur le préplateau.
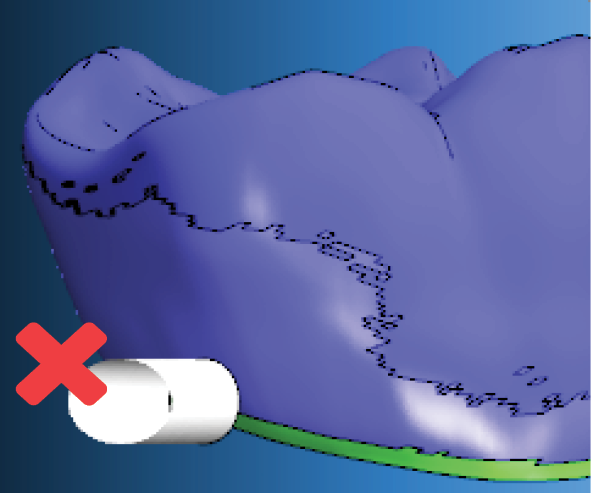
Positionnement incorrect d'une barre
Dans l'image ci-dessous, la barre est placée correctement sur la ligne équatoriale.
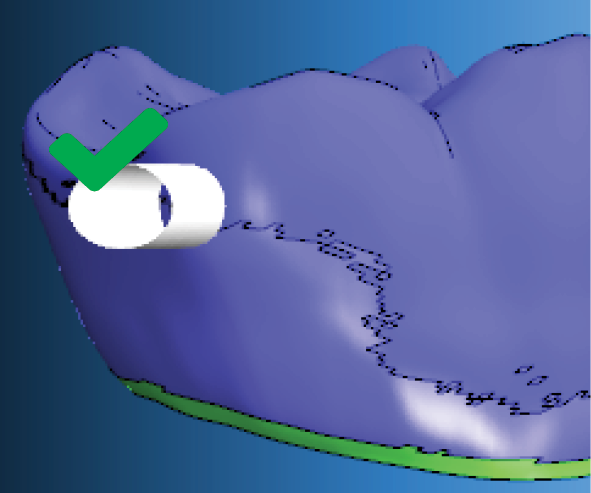
Positionnement correct d'une barre
Positionnement correct des objets
Les objets de l’espace de travail ne doivent pas se chevaucher dans les pièces brutes CoCr.
Objets correctement imbriqués dans une pièce brute
Objets incorrectement imbriqués dans une pièce brute