Se aplica a: Máquinas dentales
Fresar cobalto-cromo (CoCr)
Introducción
En el mecanizado de metales no preciosos hay que prestar especial atención a algunos puntos si desea alcanzar unos resultados perfectos.
Pinza de sujeción
- La pinza de sujeción del husillo debe apretarse firmemente, de lo contrario la herramienta será presionada dentro de la pinza de sujeción.
- La pinza de sujeción del husillo debe estar limpia y sin grasa en su interior, de lo contario las imperfecciones rotatorias durante el mecanizado degradarán los resultados de mecanizado y podrán causar roturas de herramienta.
- El archivo .stl-no debe contener errores .
dentalcnc
Para aumentar la seguridad del proceso, recomendamos lo siguiente:
- Active la opción Mecanizado individual en dentalcam.
- Añada al almacén de herramientas 1 herramienta de repuesto como mínimo por si se produce una rotura de herramienta.
Máquinas adecuadas para cobalto-cromo
| Máquina | Mecanizado en húmedo / seco | Material | Soporte admitido |
|---|---|---|---|
|
K4 / K4 edition |
Mecanizado en seco |
|
|
|
K5 / K5+ |
Mecanizado en seco |
Discos y pilares prefabricados |
Soporte de pilar:
|
|
N4 / N4+ |
Mecanizado en húmedo |
Pilares prefabricados |
Soporte de pilar:
|
|
R5 |
Mecanizado en seco |
|
Soporte de pilar:
|
|
S1 |
Mecanizado en seco |
Discos y pilares prefabricados |
Soporte de pilar:
|
|
S2 / S5 |
Mecanizado en seco |
Discos y pilares prefabricados |
Soporte de pilar:
|
Herramientas para mecanizar CoCr
| Código de correspondencia (4 ejes excepto E4)* | Código de correspondencia (5 ejes) | Diámetro del borde de corte | Geometría de corte | Dientes | V7 | V8 | V9 |
|---|---|---|---|---|---|---|---|
|
M060–R2-32 |
M060–R2–35 |
0,6 mm |
Radio |
2 |
Sí |
Sí |
Sí* |
|
M100–R2-32 |
M100–R2–35 |
1,00 mm |
Radio |
2 |
Sí |
Sí |
Sí* |
|
M100–R2-32-C** |
M100–R2–35-C* |
1,00 mm |
Radio |
2 |
No |
No |
Sí* |
|
M120–T2–32 |
M120–T2–35 |
1,20 mm |
Toro |
2 |
Sí |
Sí |
Sí* |
|
M200–R4–32 |
M200–R4–35 |
2,00 mm |
Radio |
4 |
Sí |
Sí |
Sí* |
|
M200–R4–32-C* |
M200–R4–35-C* |
2,00 mm |
Radio |
4 |
Sí |
Sí |
No |
Recomendamos encarecidamente utilizar las herramientas originales de vhf para unos resultados óptimos y una gran vida útil de su máquina y sus componentes.
Indicaciones que pueden mecanizarse
La tabla muestra las indicaciones que pueden mecanizarse a partir de
| Indicación |
K4 / K4 ed. |
K5 / K5+ | N4 / N4+ | R5 | S1 | S2 / S5 |
|---|---|---|---|---|---|---|
|
Cofia y estructura de puente |
Sí |
Sí |
No |
Sí |
Sí |
Sí |
|
Cor./puen. tot.anat. |
Sí |
Sí |
No |
Sí |
Sí |
Sí |
|
Pilar |
No |
Sí |
Sí |
Sí |
Sí |
Sí |
|
Corona telescópica |
No |
Sí |
No |
Sí |
Sí |
Sí |
|
Barra de implante |
No |
Sí |
No |
Sí |
Sí |
Sí |
|
Corona secundaria |
No |
Sí |
No |
Sí |
Sí |
Sí |
|
Puente enroscado oclusal |
No |
Sí |
No |
Sí |
Sí |
Sí |
Duración de herramienta
Los valores máximos de vida útil de las herramientas que puede obtener con sus herramientas dependen de muchos factores, como la calidad de las piezas en bruto, la calidad de las herramientas, el mantenimiento y la limpieza de la máquina, etc.
La duración de herramienta depende de la resistencia a la flexión del material procesado. Diferentes resistencias a la flexión resultan en diferentes duraciones de herramienta.
| Material | Duración de herramienta |
|---|---|
|
Discos de CoCr |
> 8 horas |
|
Pilares prefabricados de CoCr Mecanizado en seco |
2-3 horas (aprox. 4-6 piezas en bruto) |
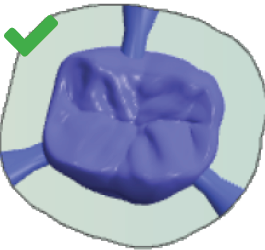
Colocación correcta de conectores horizontales
Posicionamiento de conectores horizontales en dirección X e Y
| Correcto | Incorrecto | Descripción |
|---|---|---|

|

|
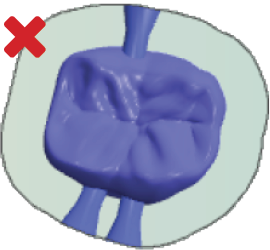
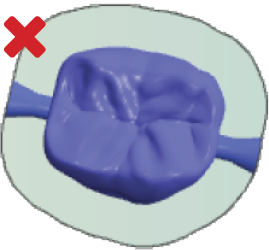
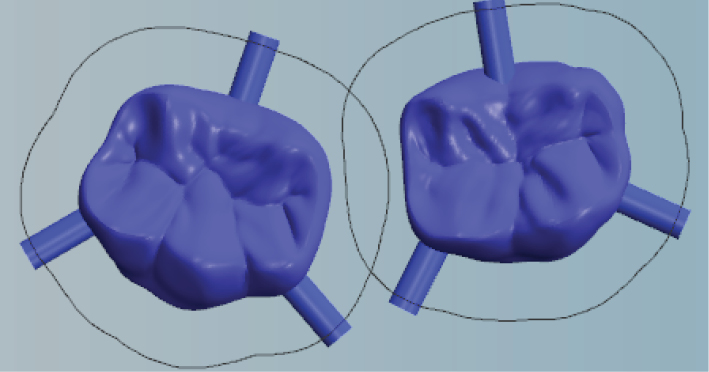
Colocar conectores horizontales uniformemente en todos los lados Si solo coloca conectores horizontales en un lado, pueden producirse vibraciones durante el mecanizado. Esto puede causar que sufran daños la pieza en bruto o la herramienta. Correcto (izquierda): conectores horizontales en todos los lados del objeto Incorrecto (derecha): conectores horizontales en un solo lado del objeto |
|
|
Colocar conectores horizontales con una distancia suficiente entre sí Si no hay suficiente espacio entre los conectores horizontales, la boquilla de aire del husillo posiblemente no pueda eliminar con aire de la forma requerida los residuos de mecanizado, que pueden dañar la herramienta. Correcto (izquierda): Distancia suficiente entre los conectores horizontales Incorrecto (derecha): Distancia insuficiente entre los conectores horizontales |
|
|
|
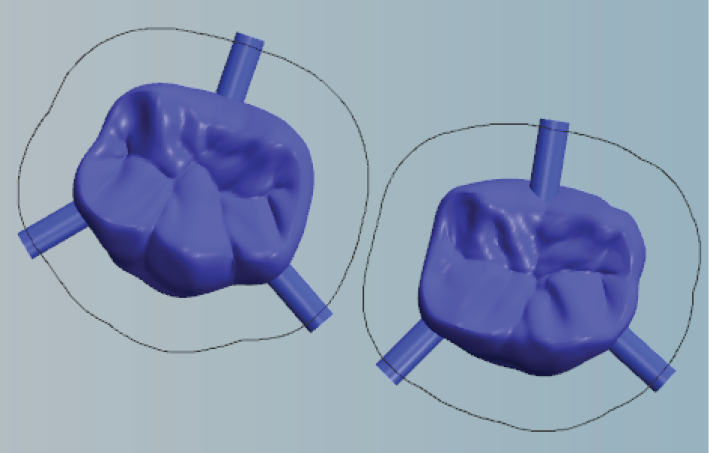
Colocar suficientes conectores horizontales Debería colocar al menos 3 conectores horizontales para cada objeto. Los objetos con varias unidades generalmente requieren 2 conectores horizontales por unidad. De lo contrario pueden producirse vibraciones durante el mecanizado, lo que puede causar que sufran daños la pieza en bruto o la herramienta. Correcto (izquierda): se han colocado suficientes conectores horizontales Incorrecto (derecha): se han colocado muy pocos conectores horizontales |
Posicionamiento de conectores horizontales en dirección Z
- Posicione todos los conectores horizontales en el ecuador. Si el ecuador se encuentra en la línea de preparación, posicione el conector horizontal aprox. 1 mm por encima del ecuador.
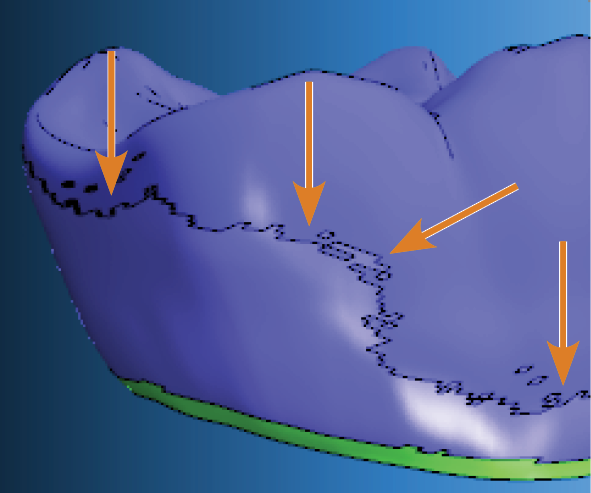
Ecuador marcado con flechas
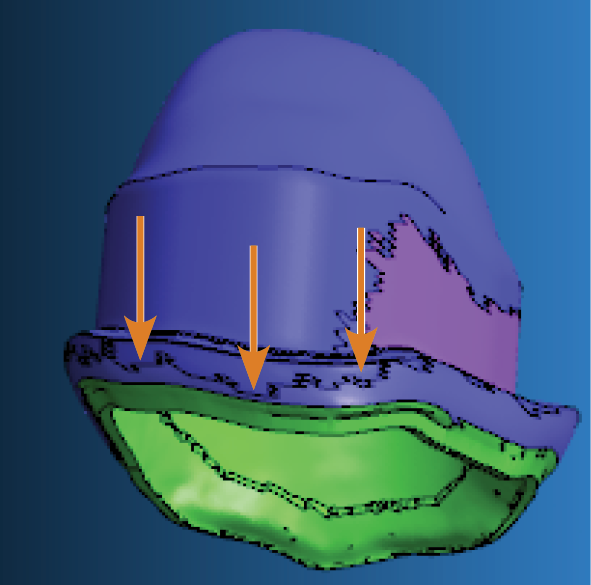
Ecuador marcado con flechas
Usted debe posicionar todos los conectores horizontales completamente en el objeto.
El conector horizontal en la siguiente figura está posicionado demasiado alto. Solamente una parte del conector horizontal está posicionada en el objeto.
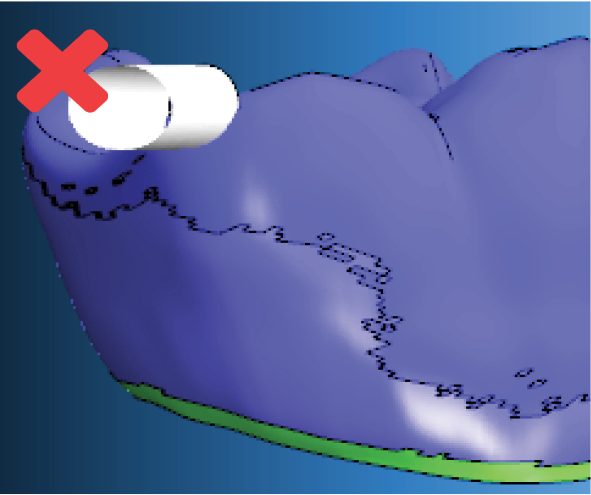
Posicionamiento incorrecto de un conector horizontal
El conector horizontal en la siguiente figura está posicionado demasiado bajo. Solamente una parte del conector horizontal está posicionada en el objeto. Adicionalmente, el conector horizontal está posicionado en la línea de preparación.
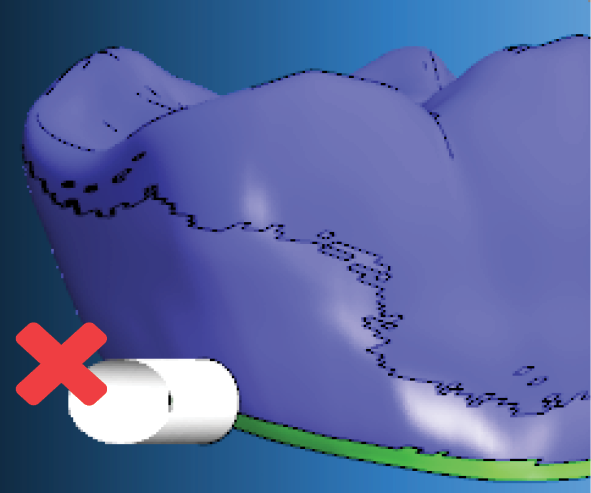
Posicionamiento incorrecto de un conector horizontal
El conector horizontal en la siguiente figura está posicionado correctamente en el ecuador.
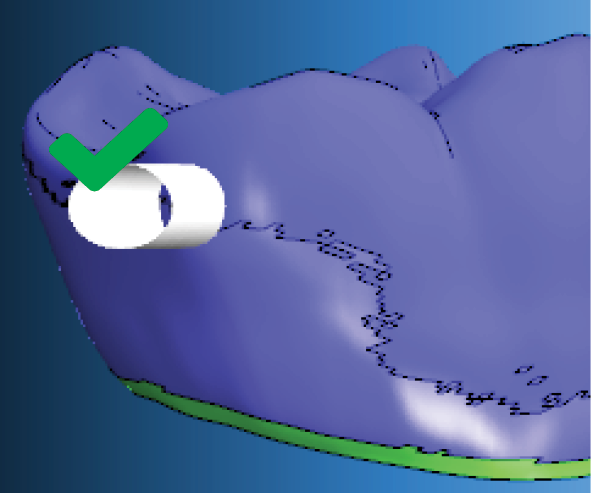
Posicionamiento correcto de un conector horizontal
Posicionamiento correcto de objetos
El área de trabajo de los objetos no debe solaparse en las piezas en bruto de CoCr y titanio.
Correcto: Sin solapamiento
Incorrecto: Solapamiento