Gilt für: Dentalmaschinen
Zirkonoxid fräsen
Wie fräst man Zirkonoxid? Gibt es Nesting-Richtlinien für Zirkonoxid-Ronden?
Einleitung
Spannzange
Wenn Sie perfekte Ergebnisse erzielen wollen, achten Sie auf die folgenden Punkte:
- Die Spannzange der Spindel muss fest angezogen werden, da sonst das Werkzeug in die Spannzange gedrückt wird.
- Die Spannzange der Spindel muss sauber und innen ohne Fett sein, da andernfalls Rundlaufabweichungen während der Bearbeitung die Bearbeitungsergebnisse verschlechtern und zu Werkzeugbrüchen führen können.
- Die .stl-Datei muss fehlerfrei sein .
dentalcnc
Um die Prozesssicherheit zu erhöhen, empfehlen wir Folgendes:
- Aktivieren Sie die Option Einzelbearbeitung in dentalcam.
- Fügen Sie dem Werkzeugmagazin für den Fall eines Werkzeugbruchs mindestens 1 Ersatzwerkzeug hinzu.
Für Zirkonoxid geeignete Maschinen
| Maschine | Nass- / Trockenbearbeitung | Material | Unterstützte Halter |
|---|---|---|---|
|
K4 / K4 edition |
Trockenbearbeitung |
Nur K4 edition: Blöcke |
Nur K4 edition: Blockhalter |
|
K5 / K5+ |
Trockenbearbeitung |
Ronden, Blöcke |
Blockhalter |
|
N4 / N4+ |
Nassbearbeitung |
Blöcke |
|
|
R5 |
Trockenbearbeitung |
|
Blockhalter |
|
S1 |
Trockenbearbeitung |
Ronden, Blöcke |
Blockhalter |
|
S2 / S5 |
Trockenbearbeitung |
Ronden, Blöcke |
Blockhalter |
|
Z4 |
Nassbearbeitung |
Blöcke |
Werkzeuge für das Bearbeiten von Zirkonoxid
| Matchcode (4 Achsen außer E4) | Matchcode (5 Achsen plus E4) | Schneidendurchmesser | Schneidengeometrie | Zähne | V7 | V8 | V9 |
|---|---|---|---|---|---|---|---|
|
Z060–R2D–35 |
Z060–R2D–40 |
0,6 mm |
Radius |
2 |
Ja |
Ja |
Ja |
|
Z100–R2–35 |
Z100–R2–40 |
1,00 mm |
Radius |
2 |
Ja |
Ja |
Ja |
|
Z100–R2D–35 |
Z100–R2D–40 |
1,00 mm |
Radius |
2 |
Ja |
Ja |
Ja |
|
Z120–F2D–35 |
Z120–F2D–40 |
1,20 mm |
Flach |
2 |
Ja |
Ja |
Ja |
|
Z200–R3–35 |
Z200–R3–40 |
2,00 mm |
Radius |
3 |
Ja |
Ja |
Ja |
|
Z200–R3D–35 |
Z200–R3D–40 |
2,00 mm |
Radius |
3 |
Ja |
Ja |
Ja |
|
- |
Z200-R3D–40-T |
2,00 mm |
Radius |
3 |
Nein |
Ja |
Ja |
Wir empfehlen die Verwendung von original vhf-Werkzeugen für optimale Ergebnisse und eine hohe Lebensdauer Ihrer Maschine und ihrer Komponenten.
Richtiges Setzen von Stegen
Positionierung von Stegen in X- und Y-Richtung
| Korrekt | Inkorrekt | Beschreibung |
|---|---|---|

|

|
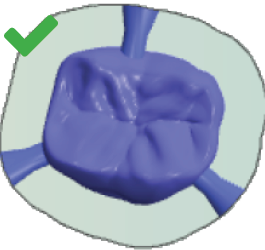
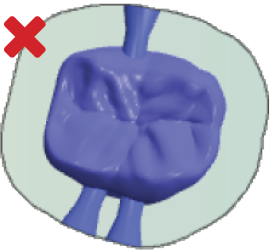
Stege gleichmäßig auf Seiten verteilen Durch einseitig gesetzte Stege kann es zu Vibrationen während der Bearbeitung kommen. Dadurch kann der Rohling oder das Werkzeug beschädigt werden. Korrekt (links): Stege an allen Seiten der Arbeit Inkorrekt (rechts): Stege an einer Seite der Arbeit |
|
|
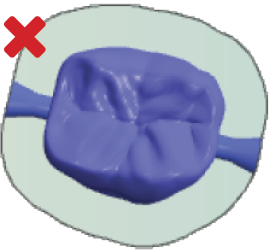
Stege mit genügend Abstand platzieren Bei zu eng gesetzten Stege kann die Luftdüse der Spindel eventuell den Bearbeitungsstaub nicht wie notwendig abblasen, was das Werkzeug beschädigen kann. Korrekt (links): Ausreichender Abstand zwischen den Stegen Inkorrekt (rechts): Zu wenig Abstand zwischen Stegen |
|
|
|
Genügend Stege setzen Pro Arbeit sollten Sie mindestens 3 Stege setzen. Mehrgliedrige Arbeiten benötigen gewöhnlich 2 Stege pro Glied. Ansonsten können während der Bearbeitung Vibrationen auftreten, die den Rohling oder das Werkzeug beschädigen können. Korrekt (links): Genügend Stege gesetzt Inkorrekt (rechts): Zu wenig Stege gesetzt |
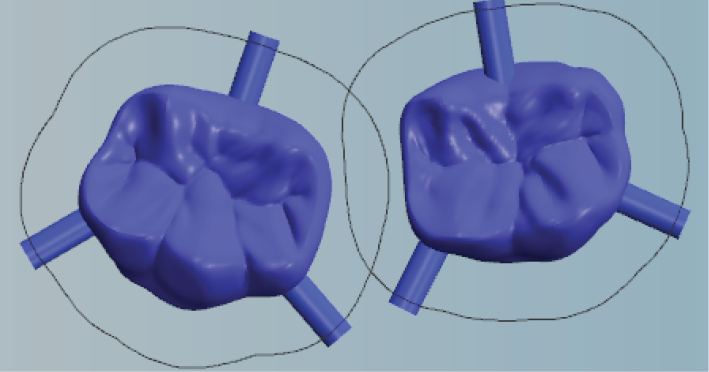
Positionierung von Stegen in Z-Richtung
- Positionieren Sie alle Stege auf dem Äquator. Wenn der Äquator auf der Prepline liegt, positionieren Sie den Steg ca. 1 mm über dem Äquator.
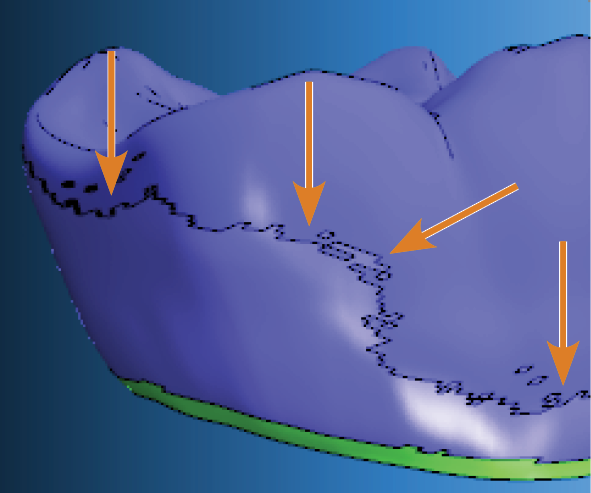
Äquator mit Pfeilen markiert
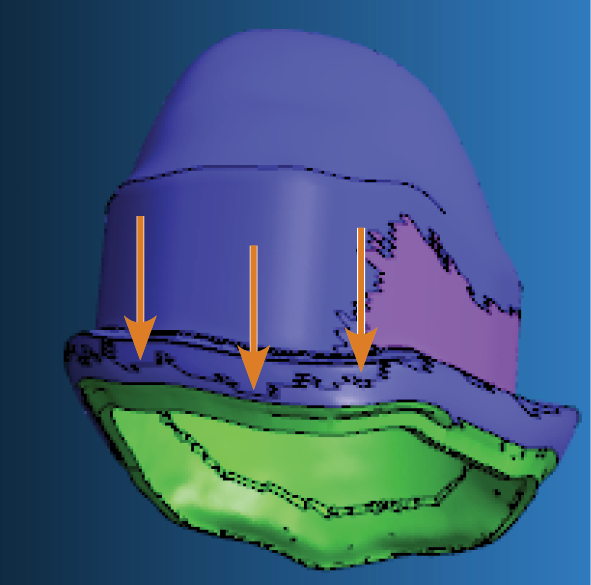
Äquator mit Pfeilen markiert
Sie müssen alle Stege vollständig auf der Arbeit positionieren.
Der Steg in der Abbildung unten ist zu hoch positioniert. Nur ein Teil des Stegs befindet sich auf der Arbeit.
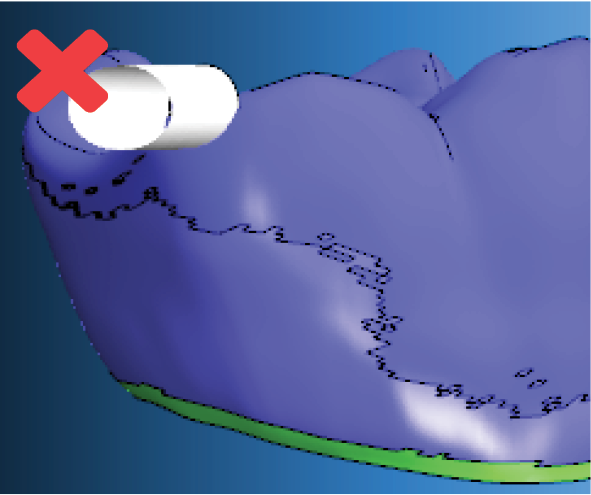
Falsche Positionierung eines Stegs
Der Steg in der Abbildung unten ist zu tief positioniert. Nur ein Teil des Stegs befindet sich auf der Arbeit. Zusätzlich ist der Steg auf der Prepline positioniert.
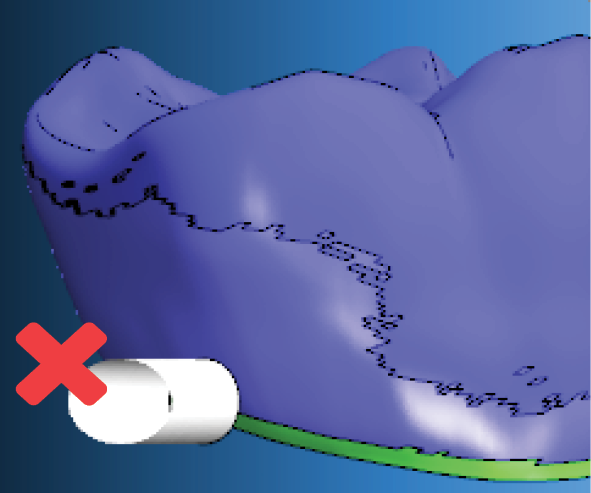
Falsche Positionierung eines Stegs
Der Steg in der Abbildung unten ist korrekt auf dem Äquator positioniert.
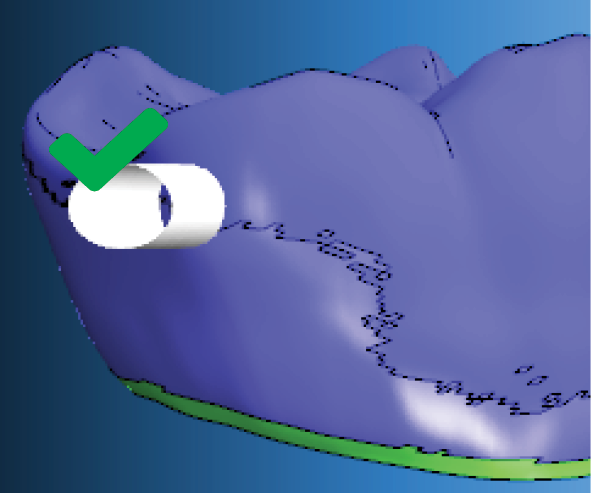
Richtige Positionierung eines Stegs
Spezielle Empfehlungen zum Nesten von Arbeiten in transluzenten Zirkonoxid-Ronden
Transluzente Zirkonoxid-Ronden können sehr empfindlich sein und leicht zerkratzen oder beschädigt werden. Wir empfehlen daher, die folgenden allgemeinen Schritte zu befolgen, wenn Sie Arbeiten in transluzenten Zirkonoxid-Ronden nesten.
- Nesten Sie Arbeiten nach Möglichkeit von der Mitte zum Rohlingsrand hin.
- Wenn Sie die Option Sicherheitsabstand zum Rohlingsrand deaktivieren in den dentalcam-Einstellungen aktivieren, spannen Sie die Ronden nur direkt in den Rohlingshalter ein. Verwenden Sie keinen Rohlingswechsler.
- Wenn Sie mehrmals Arbeiten zu einer Ronde hinzufügen und bearbeiten, befolgen Sie die nachfolgenden Richtlinien für verschiedene Größen.
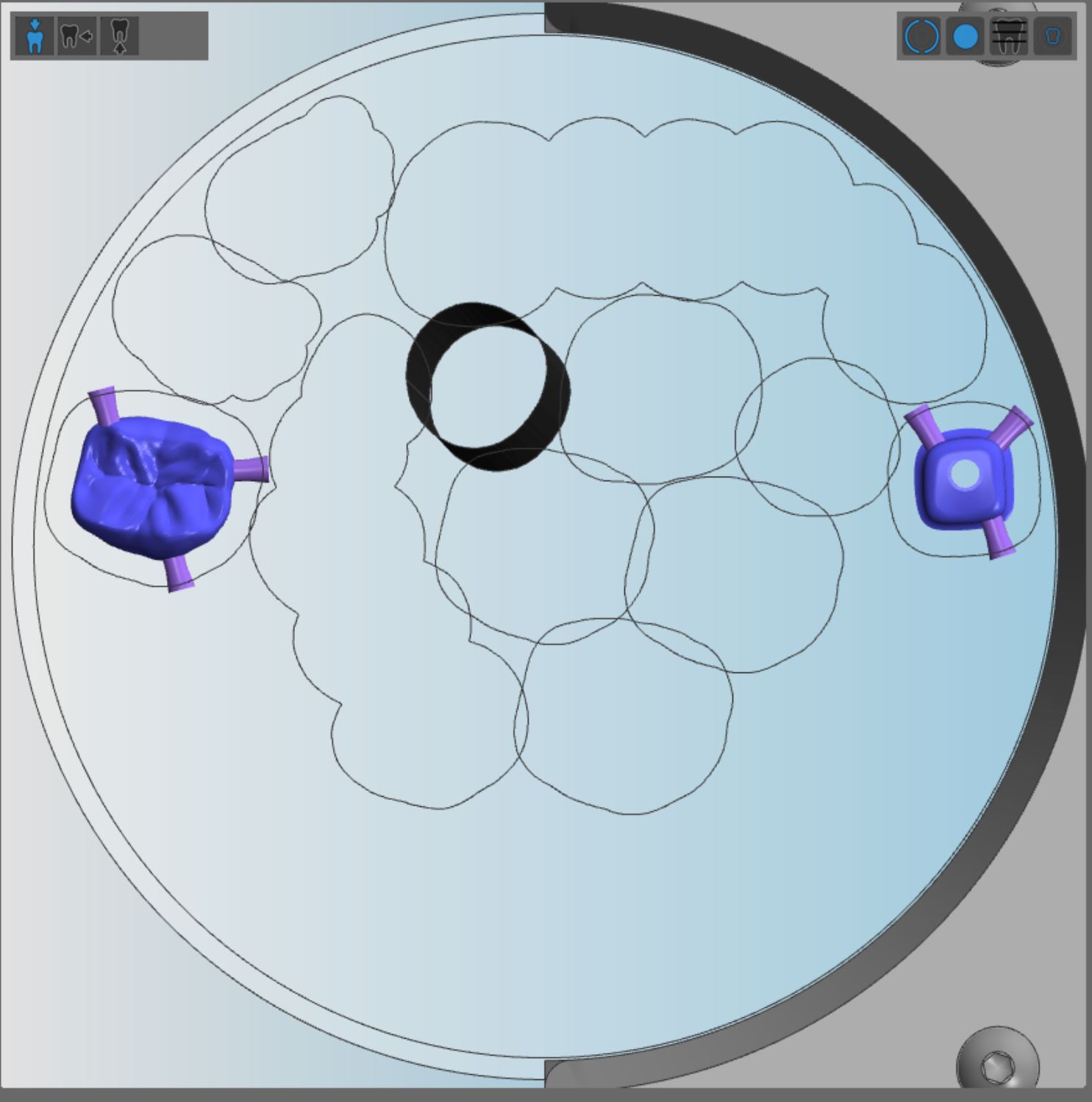
Kleine und mittelgroße Arbeiten
Wenn Sie eine Ronde mehrmals bearbeiten, empfehlen wir, kleine und mittelgroße Arbeiten folgendermaßen zu nesten:
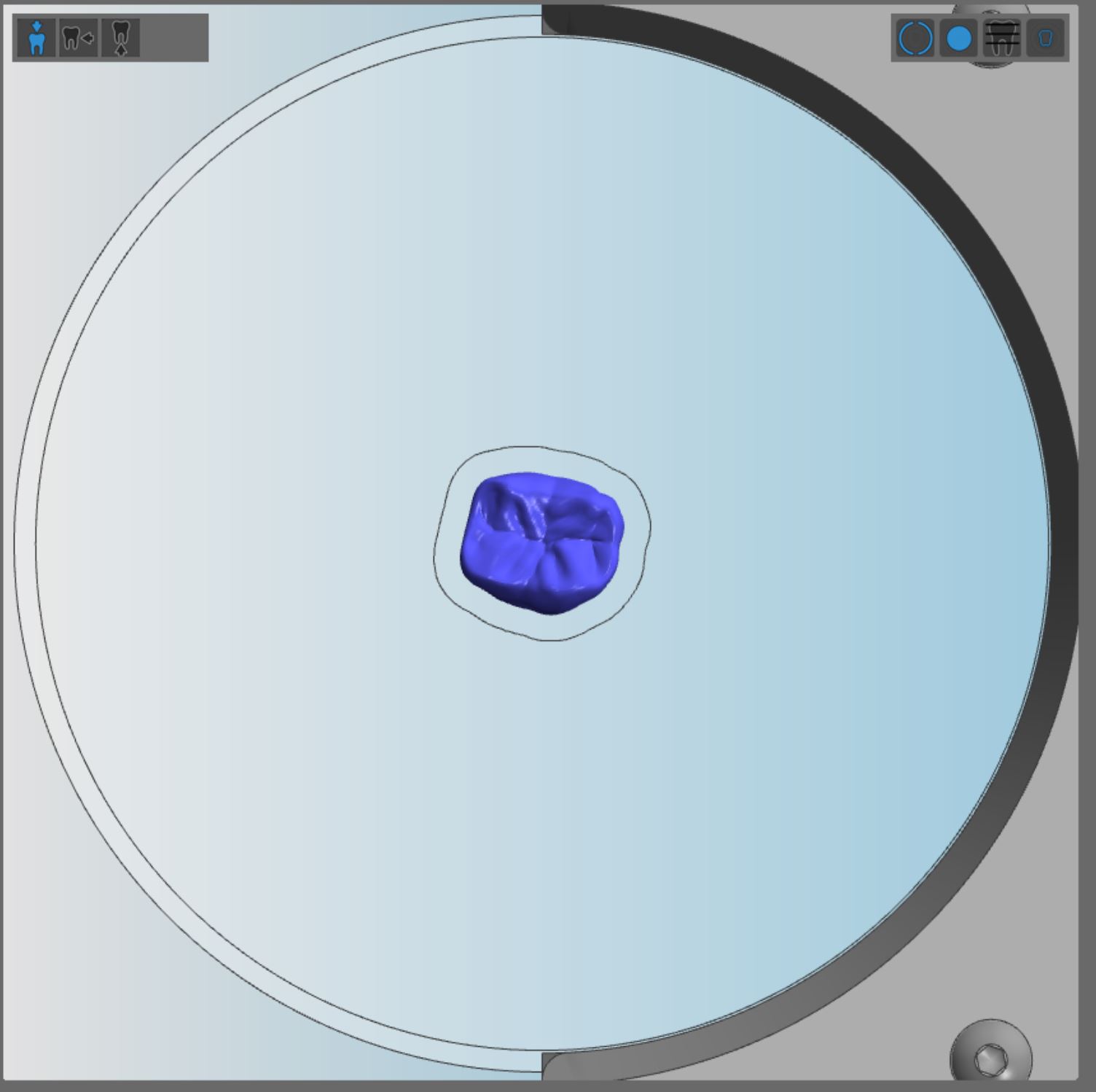
- Positionieren Sie eine kleine runde Arbeit in der Rondenmitte.
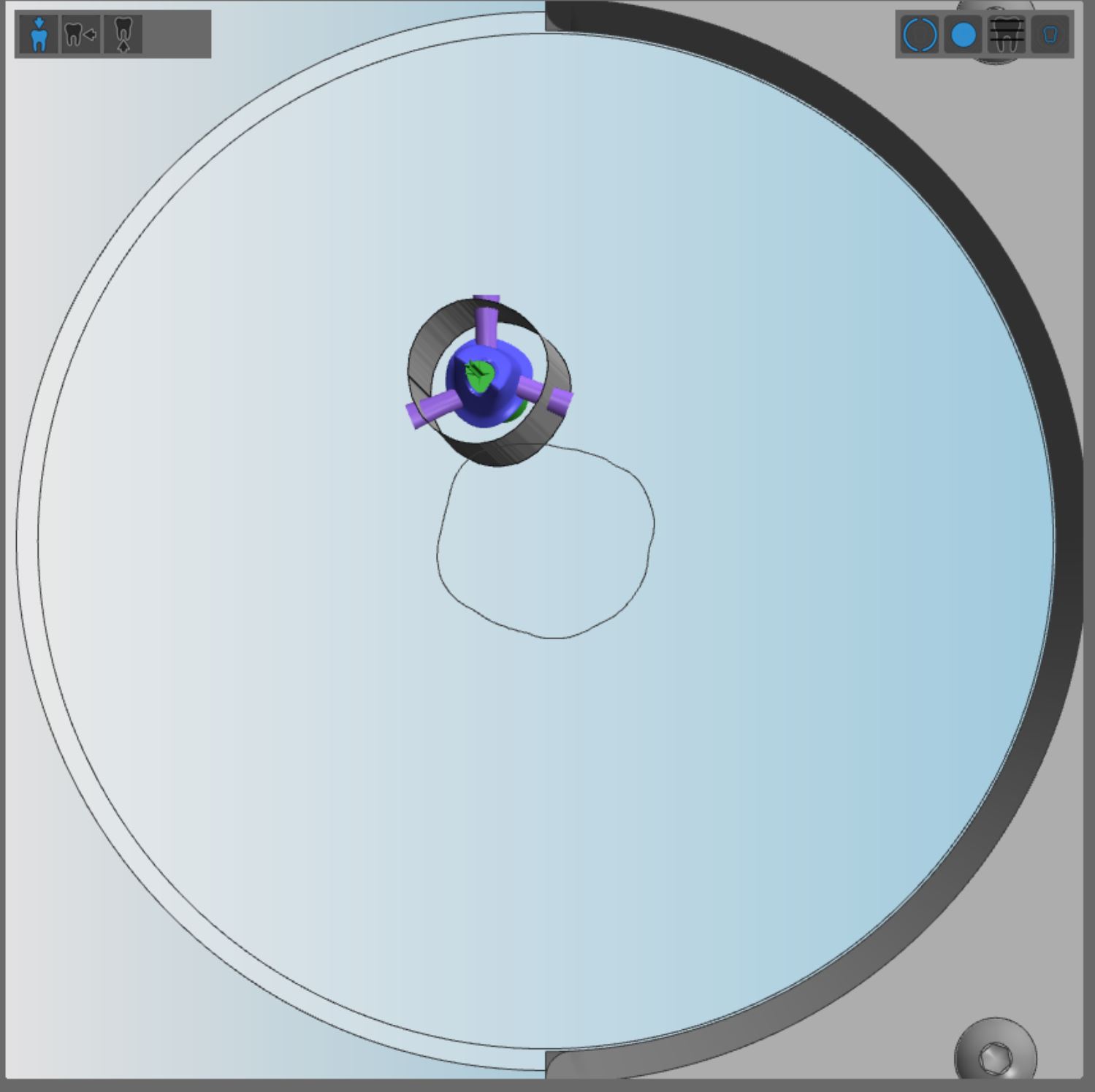
- Positionieren Sie die nächsten Arbeiten kreisförmig um die erste Arbeit.
- Nesten Sie zusätzliche Arbeiten weiterhin von innen nach außen.
- Sie haben Arbeiten von der Rondenmitte zum Rand hin genestet.
Beispiel:
Schritt 1
Schritt 2
Schritt 3
Schritt 4

Schritt 5
Schritt 6
Schritt 7
Schritt 8
Schritt 9
Schritt 10
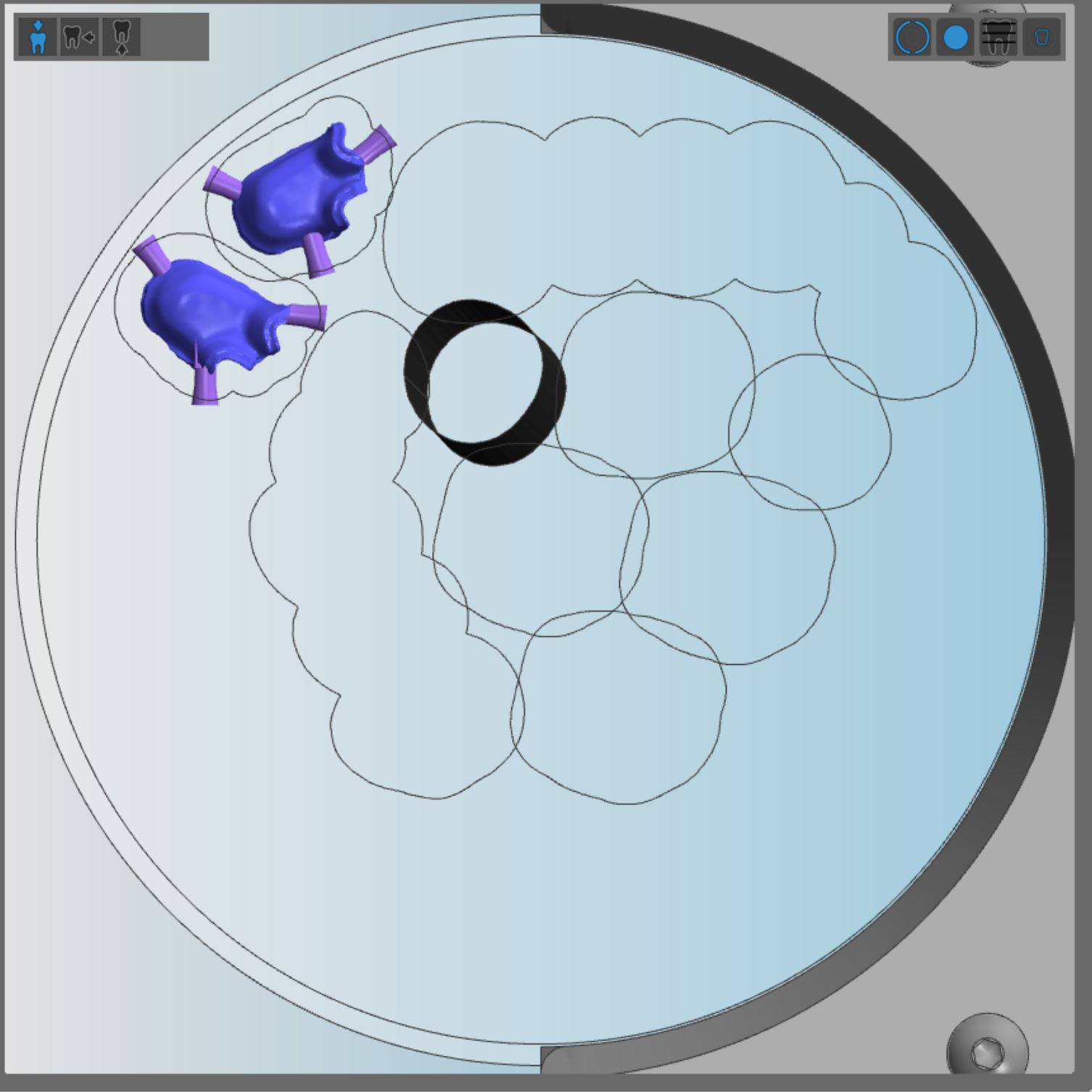
Mittelgroße Arbeiten
Wenn Sie eine Ronde mehrmals bearbeiten, empfehlen wir, mittelgroße Arbeiten folgendermaßen zu nesten:
- Positionieren Sie die erste Arbeit in der Rondenmitte.
- Positionieren Sie die nächste Arbeit neben der ersten Arbeit.
- Nesten Sie zusätzliche Arbeiten weiterhin von innen nach außen.
- Sie haben Arbeiten von der Rondenmitte zum Rand hin genestet.
Beispiel:
Schritt 1
Schritt 2
Schritt 3
Schritt 4
Schritt 5
Schritt 6
Schritt 7
Schritt 8
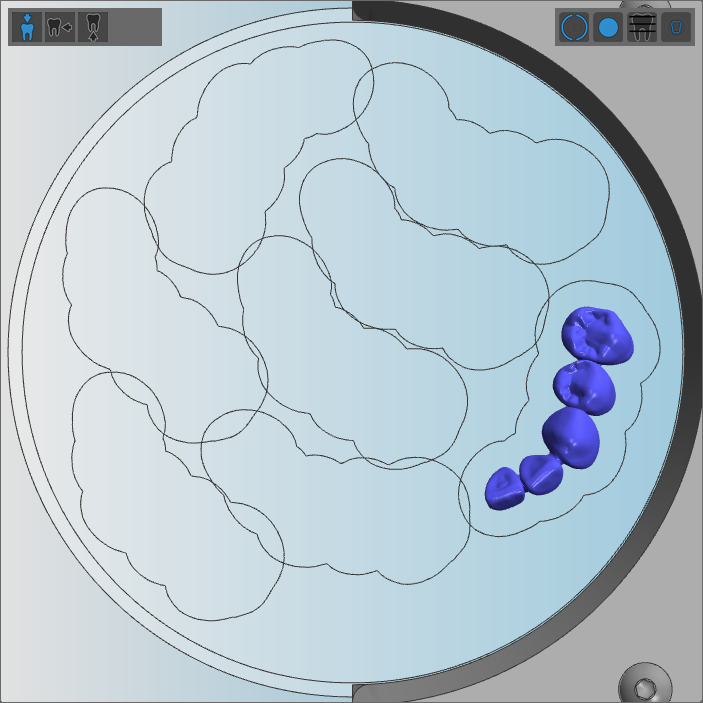
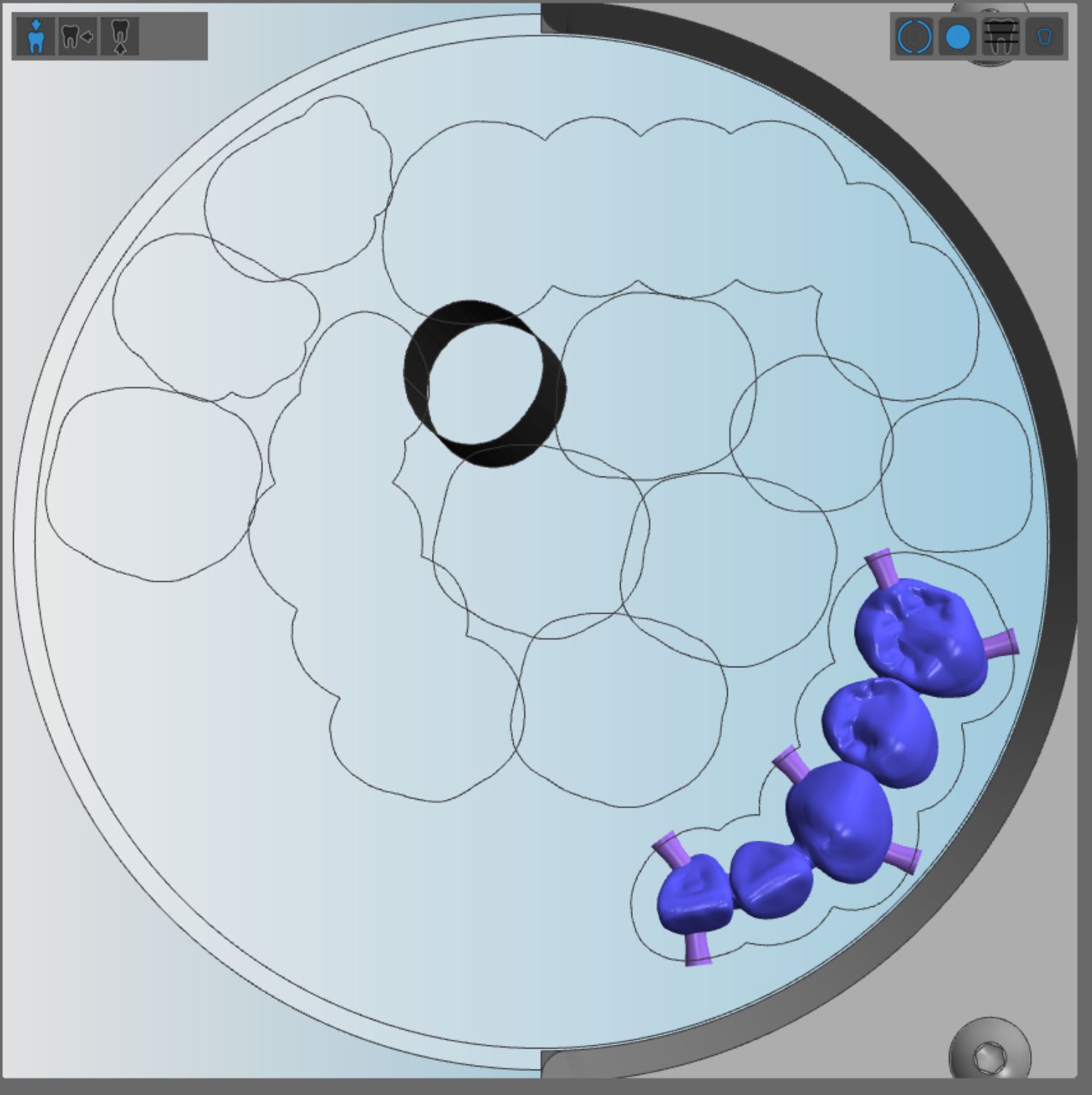
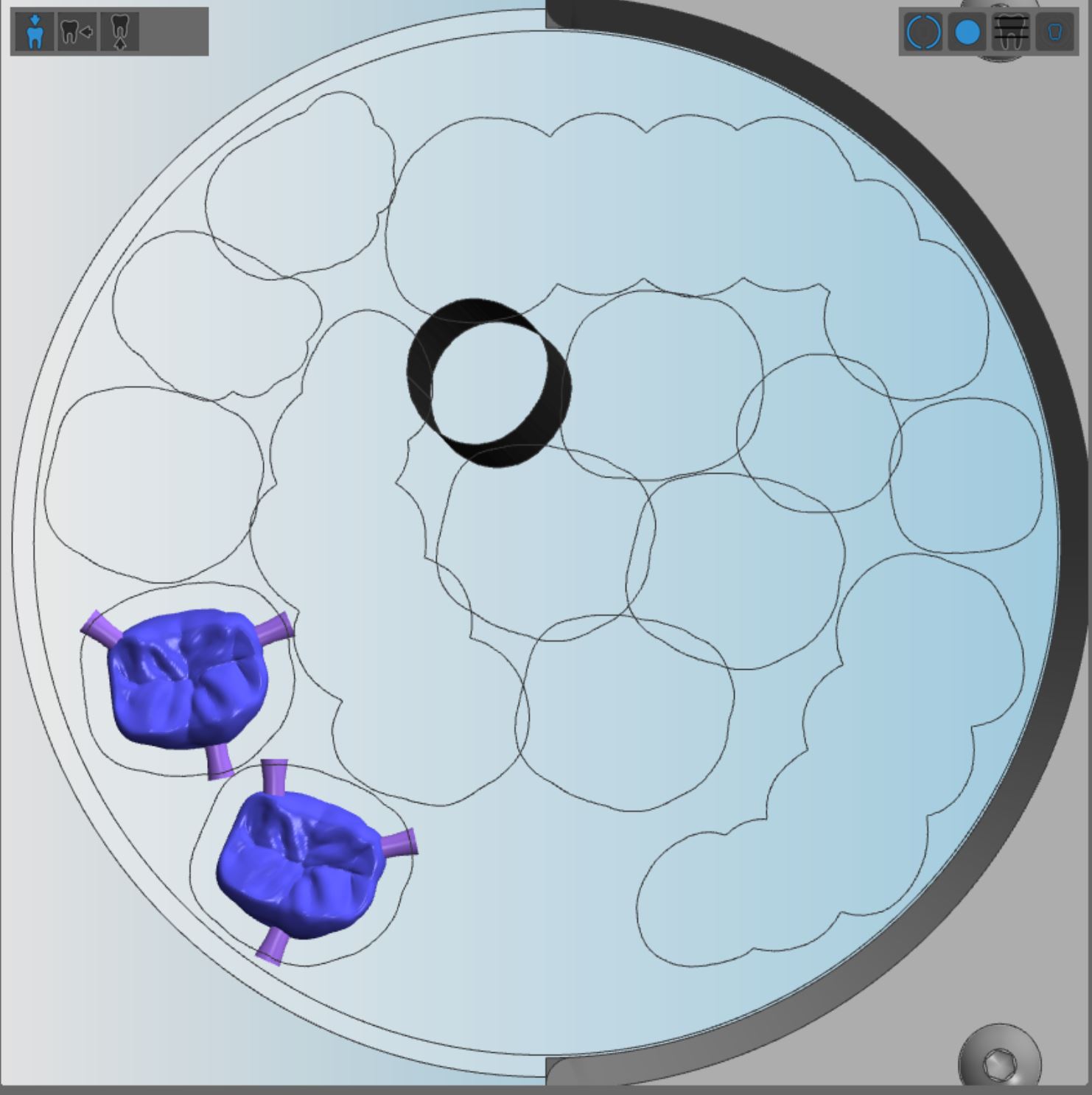
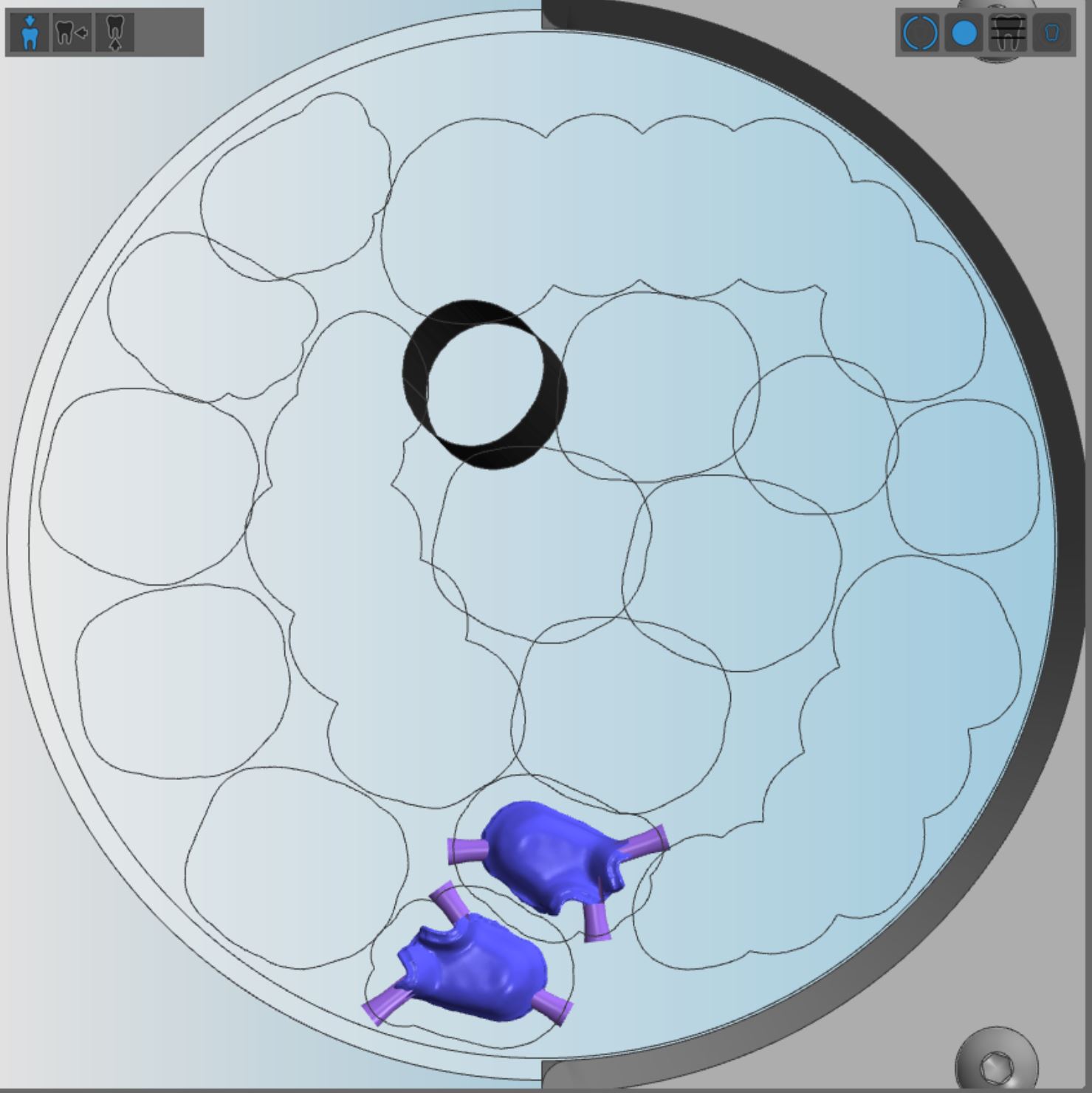
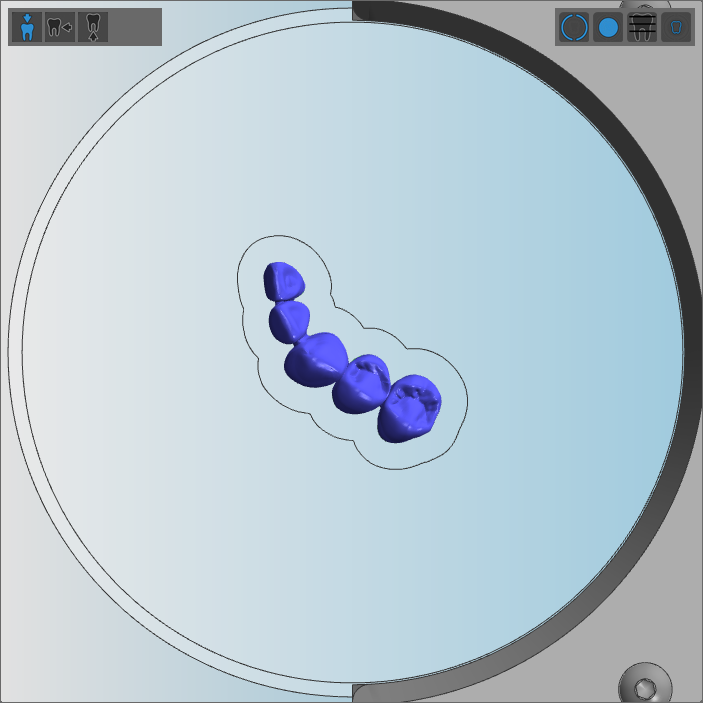
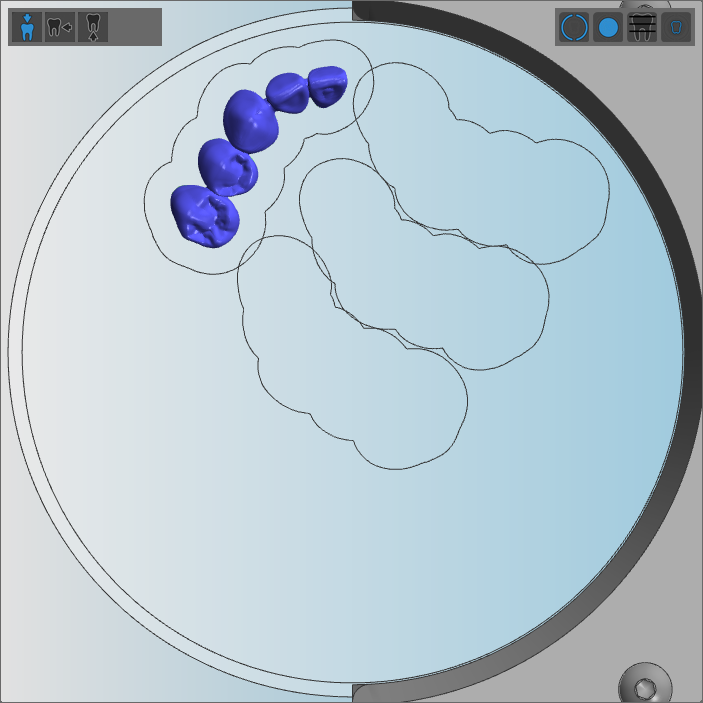
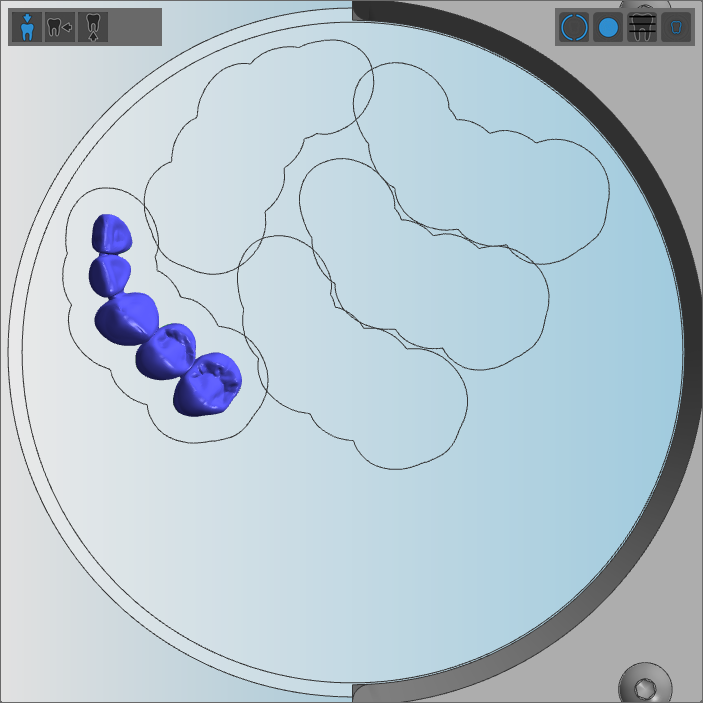
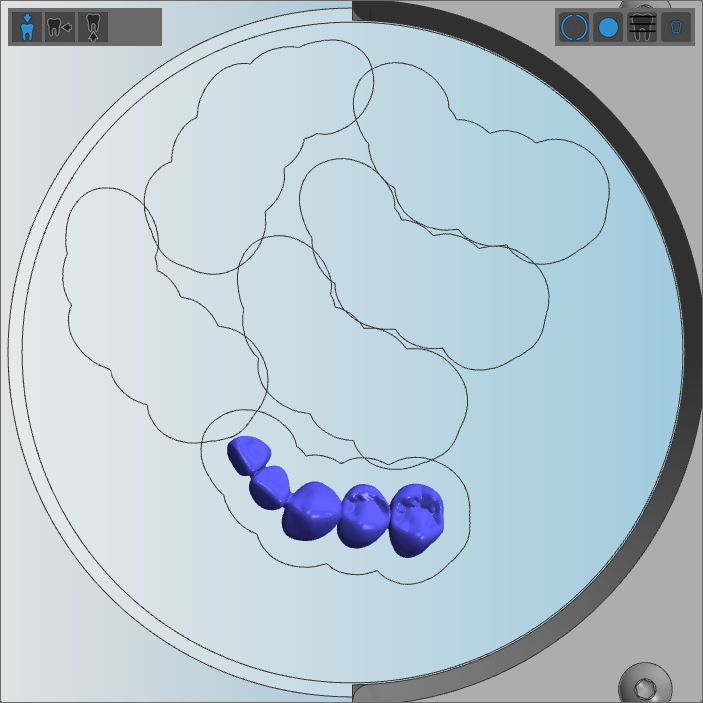
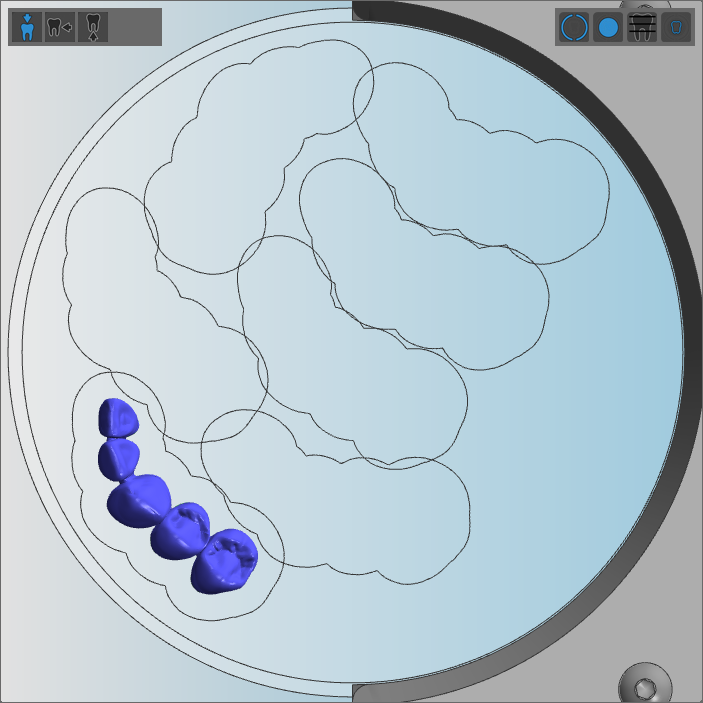
Mehrgliedrige Brücke mit Sintersteg und mehrere kleine Arbeiten
Wenn Sie eine Ronde mehrmals bearbeiten, empfehlen wir, genannte Arbeiten folgendermaßen zu nesten:
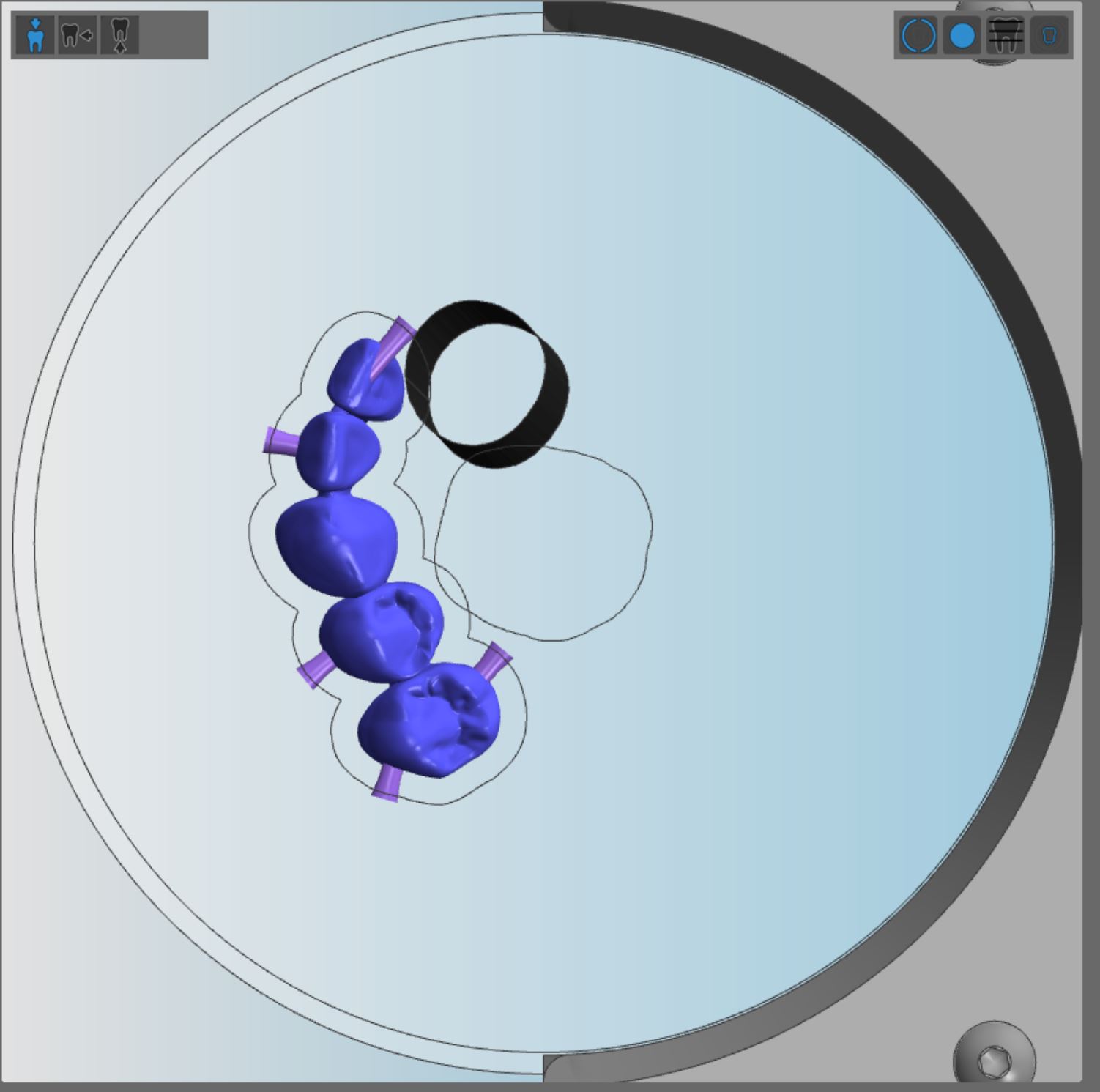
- Positionieren Sie die mehrgliedrige Brücke auf der linken Seite der Scheibe. Andernfalls könnten Sie die Scheibe nicht wiederverwenden, da ihre Stabilität nach dem Entfernen der Brücke zu gering wäre.
- Führen Sie den Auftrag aus.
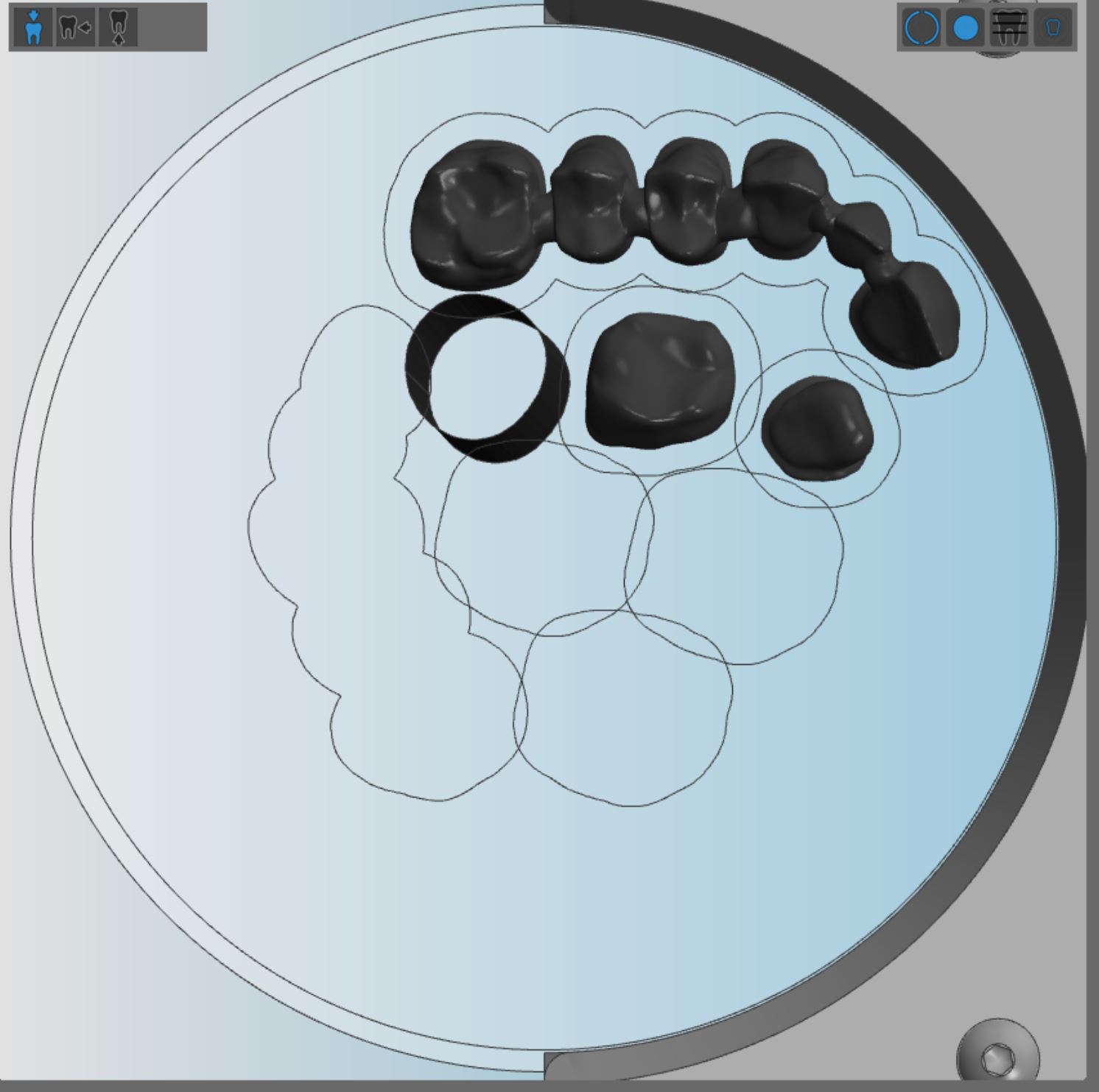
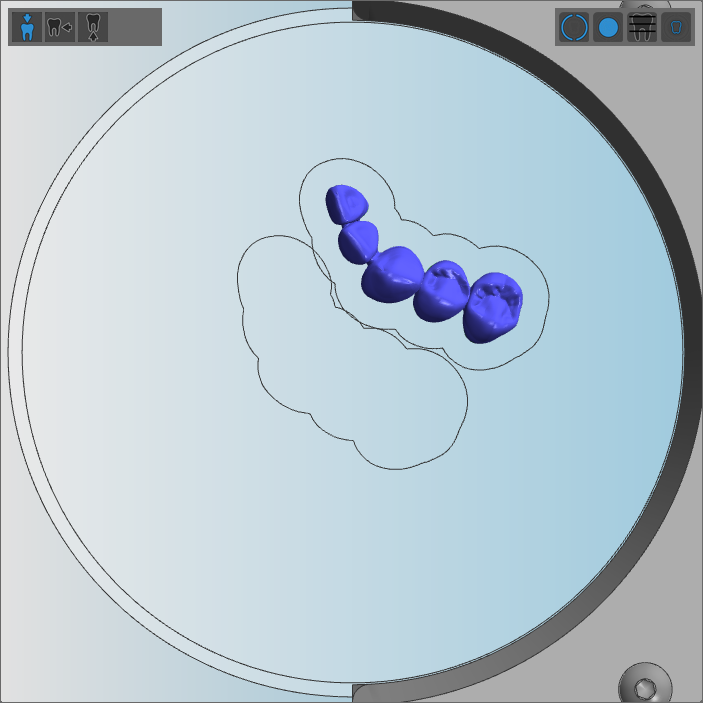
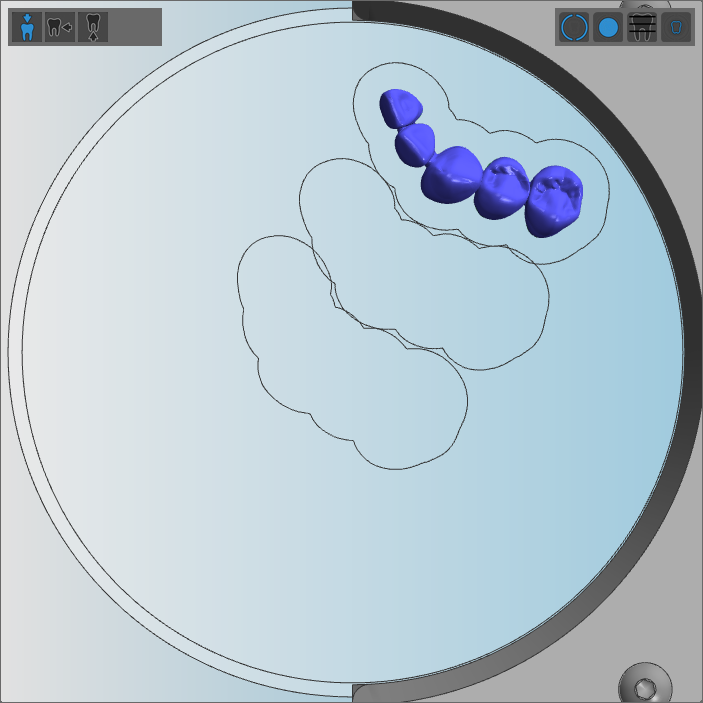
- Positionieren Sie die kleineren Arbeiten in der Restfläche.
Beispiel:
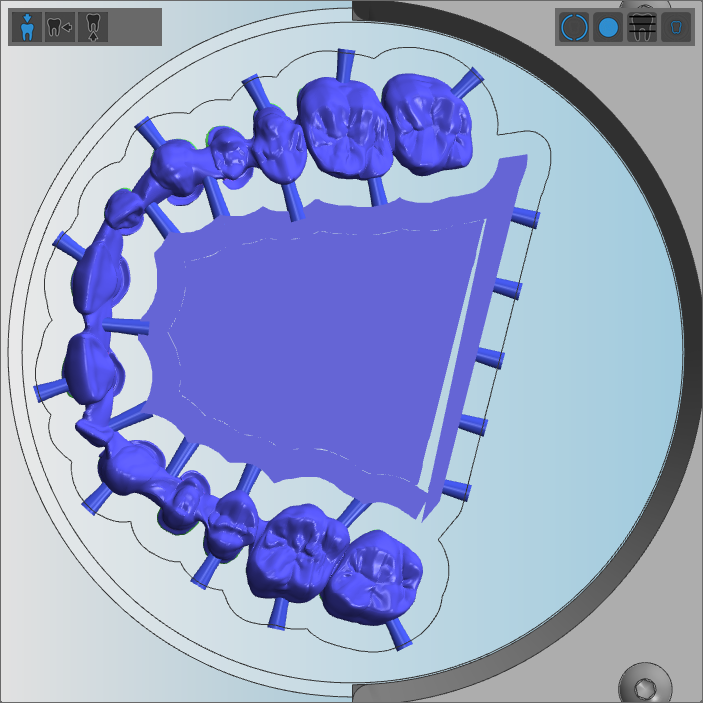
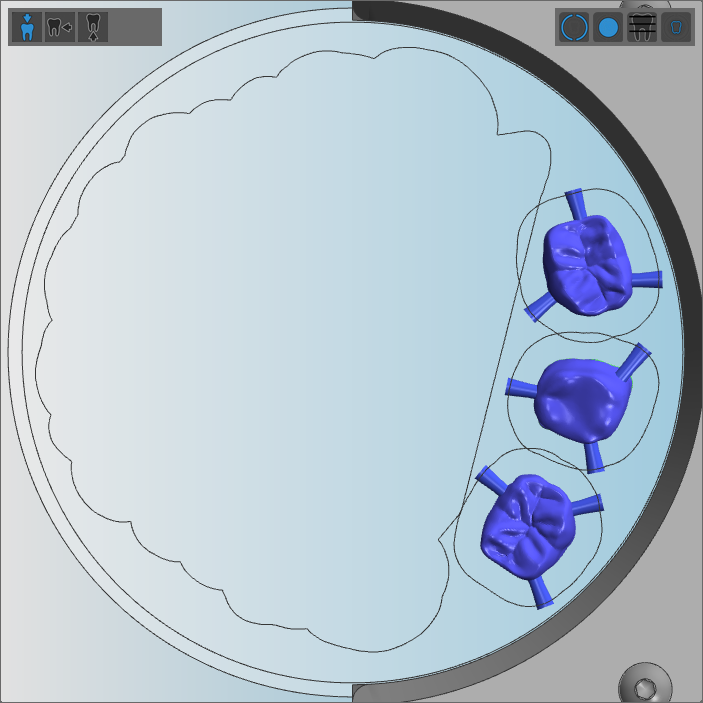
(a) Schritt 1 – die mehrgliedrige Brücke positionieren; (b) Schritt 2 – die kleineren Arbeiten positionieren
Die Workspace der Arbeiten darf in CoCr- und Titan-Rohlingen nicht überlappen.
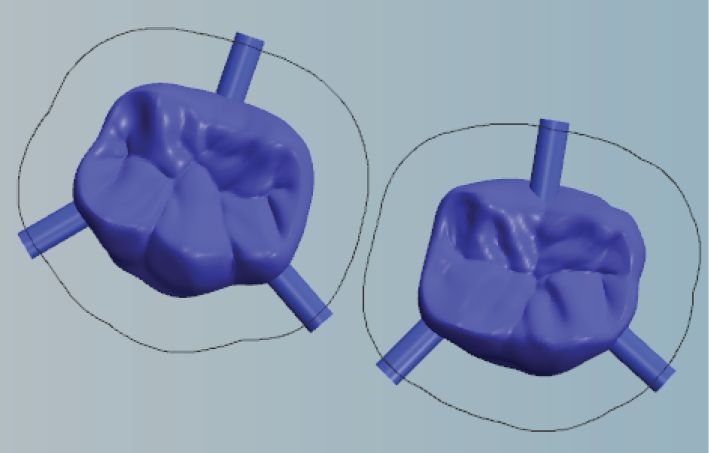
Richtig: Keine Überlappung
Falsch: Überlappung
Die Workspace der Arbeiten darf in CoCr- und Titan-Rohlingen nicht überlappen.
Richtig: Keine Überlappung
Falsch: Überlappung