Thermogeformte Zahnschienen ausfräsen
Einleitung
Bestimmte vhf-Maschinen ermöglichen das maschinelle Heraustrennen von Zahnschienen, die durch Thermoformen auf einem individuell modellierten Trägermaterial erstellt wurden. Bei der Bearbeitung von thermogeformten Zahnschienen müssen einige Punkte besonders beachtet werden, damit Sie perfekte Ergebnisse erzielen.
Diese Punkte sollten Sie allgemein beachten, unabhängig von der Maschine und dem individuellen Auftrag:
-
Reinigen Sie den Arbeitsraum regelmäßig, insbesondere die Spannzange und den Rohlingshalter.
-
Stellen Sie sicher, dass Sie das richtige Werkzeug verwenden und dieses nicht verschlissen ist.
Maschinen für das Ausfräsen von Zahnschienen
Wir empfehlen die Verwendung von original vhf-Werkzeugen für optimale Ergebnisse und eine hohe Lebensdauer Ihrer Maschine und ihrer Komponenten.
| Maschine | Material | Werkzeug |
|---|---|---|
| E3 | Standard-Aligner, bis max. 1 mm | P140–R1–60 |
Geeignete Rohlinge
Die Maschine kann die folgenden Rohlinge verarbeiten:
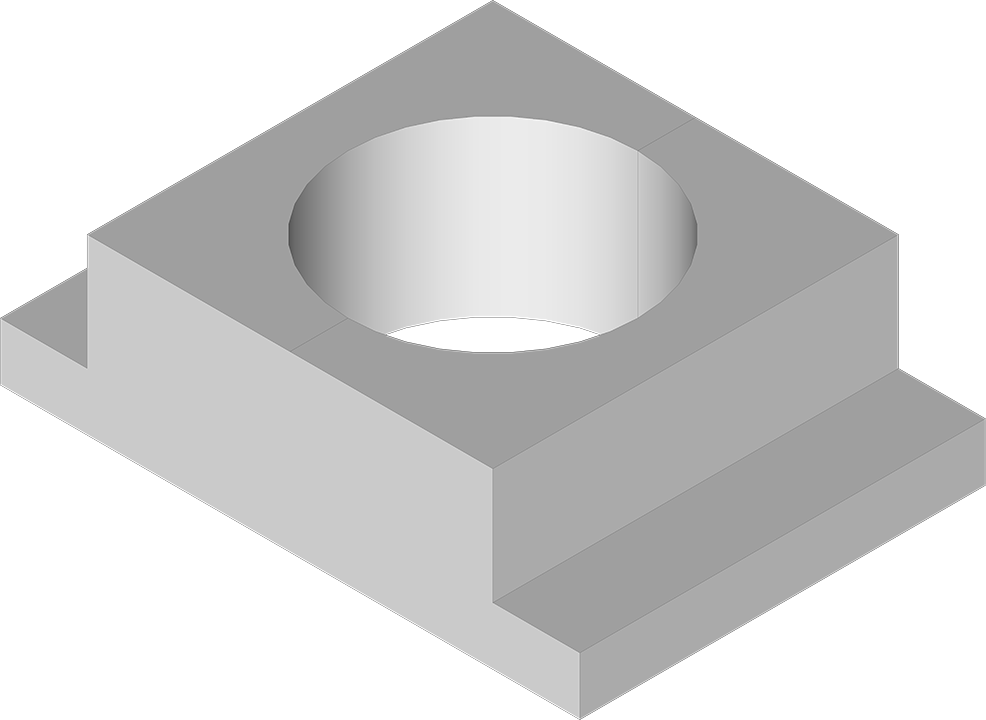
![]()
Thermogeformte Zahnschienen auf einem Zahnbogenmodell mit vhf-spezifischer Aufnahme zur Befestigung.
-
Die maximale Dicke des Zahnschienen-Materials ist in trimcam vorgegeben.
-
Verwenden Sie Zahnschienen-Material entsprechend den Auswahlmöglichkeiten in trimcam.
-
-
Der maximale Durchmesser des Zahnschienen-Materials ist 125 mm. Überschüssiges Zahnschienen-Material muss vor der Bearbeitung gegebenenfalls grob entfernt werden.
Die Rohlinge müssen vor dem Einspannen in die Maschine individuell vorbereitet werden.
Rohlinge vorbereiten: Übersicht
Voraussetzungen
-
Geeignetes Zahnbogenmodell als STL-Datei aus einem CAD-Programm
-
3D-Druck-Ausrüstung zur Erstellung des Zahnbogenmodells
-
Ausrüstung zum Thermoformen von Zahnschienen
Durchführung
-
Erstellen Sie einen Auftrag in trimcam mit dem Zahnbogenmodell aus Ihrem CAD-Programm. Stellen Sie sicher, dass die Anforderungen an die STL-Datei eingehalten werden.
Anforderungen an die STL-Datei
trimcam fügt dem Zahnbogenmodell an der Unterseite eine vhf-spezifische Aufnahme hinzu, zur Befestigung in der Maschine.
-
Importieren Sie mit der Software des 3D-Druckers das modifizierte Zahnbogenmodell aus trimcam. Die STL-Datei wird in das Exportverzeichnis gespeichert, das bei der Installation von trimcam vergeben wurde.
-
Drucken Sie das Zahnbogenmodell mit Ihrem 3D-Drucker. Stellen Sie sicher, dass die Anforderungen an den 3D-Druck eingehalten werden.
-
Thermoformen Sie die Zahnschiene. Stellen Sie dabei Folgendes sicher:
-
Das Zahnbogenmodell ist mittig im Gerät positioniert.
-
Das Zahnbogenmodell liegt auf einer ebenen Unterlage und ist nicht eingebettet.
-
-
Prüfen Sie, ob der fertige Rohling den Anforderungen für eine erfolgreiche Bearbeitung entspricht.
Anforderungen an die STL-Datei
-
Stellen Sie mit Ihrem CAD-Programm sicher, dass die exportierte STL-Datei den folgenden Anforderungen entspricht:
-
Die STL-Datei darf nur ein Objekt enthalten. Führen Sie vorhandene Unterobjekte (z. B. einzelne Zähne) zu einem Objekt zusammen.
-
Das Zahnbogenmodell muss ausreichend hoch für die Platzierung der Trimline sein.
-
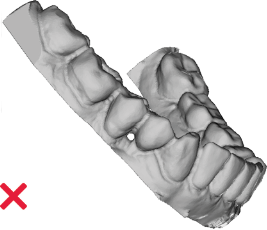
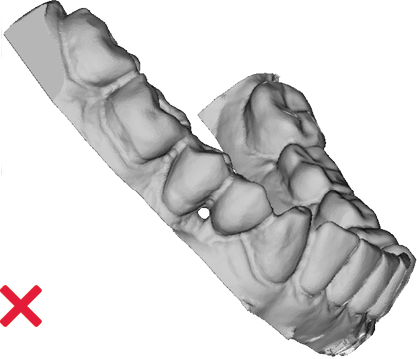
Das Zahnbogenmodell darf keine Löcher enthalten.
-
Das Zahnbogenmodell darf keine Querstreben zwischen den Zahnreihen enthalten.

-
Die Unterseite des Zahnbogenmodells muss flach sein.
-
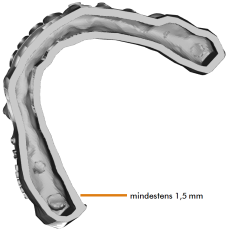
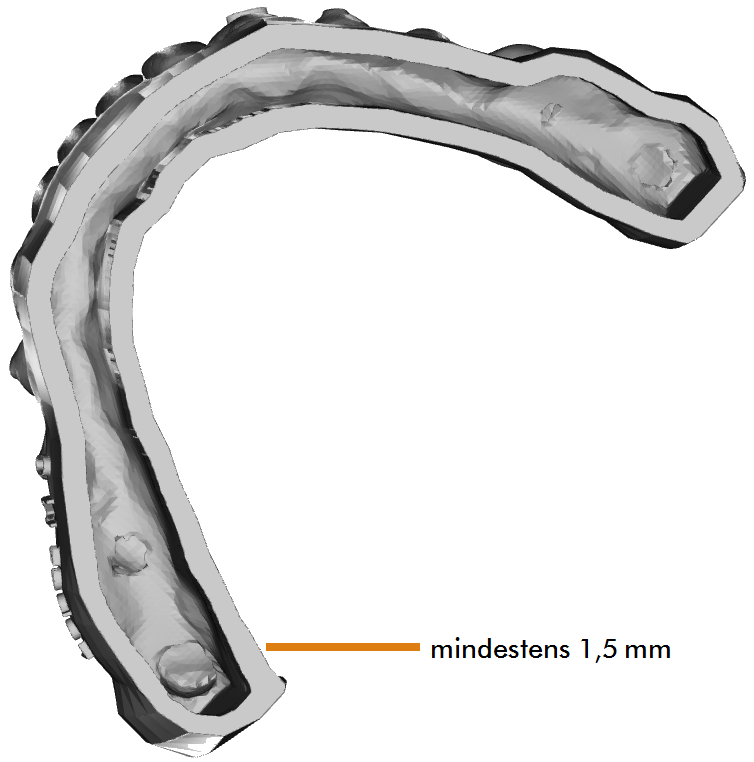
Bei hohlen Zahnbogenmodellen muss die Wandstärke mindestens 1,5 mm betragen.
-
Beschriftungen auf den Zähnen sollten erhaben sein.
-
Beschriftungen auf dem Zahnfleisch sollten vertieft sein.
-
Beschriftungen müssen in ausreichendem Abstand zur gewünschten Trimline gesetzt werden.
-
An der Unterseite des Zahnbogenmodells dürfen keine Beschriftungen angebracht werden.
-
Der Dateiname darf keine Umlaute oder Sonderzeichen enthalten.

Anforderungen an den 3D-Druck
-
Beachten Sie Folgendes bei der Vorbereitung des Modells für den 3D-Druck:
-
Beste Fräsergebnisse werden erreicht, wenn die Unterseite des Modells nicht modifiziert wird und Stützstrukturen vermieden werden.
-
Falls Stützstrukturen notwendig sind:
-
Stützstrukturen an der flachen Unterseite müssen rückstandsfrei entfernbar sein.
-
Stützstrukturen dürfen nicht in der Aufnahme zur Befestigung gesetzt werden.
-
-
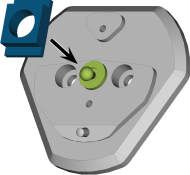
Falls eine Abflussöffnung für Resin an der Aufnahme zur Befestigung notwendig ist, muss diese an der großen Aussparung der Aufnahme platziert werden.
-
Es dürfen keine erhabenen Beschriftungen / Markierungen verwendet werden.
Orange: Nur entfernbare Stützstrukturen
Rot: Keine Stützstrukturen
-
Um ein sicheres Einspannen der Rohlinge in der Maschine zu gewährleisten, prüfen Sie Ihre Druckeinstellungen gegebenenfalls mit einem Prüfkörper.
-
Bereiten Sie das Zahnbogenmodell nach dem Drucken nach:
ACHTUNG! Beachten Sie die Angaben zur Reinigung und zum Aushärten in der Dokumentation des Druckers und des Resins.
-
Resin-Drucker: Reinigen Sie das Zahnbogenmodell vor dem finalen Aushärten. Entfernen Sie insbesondere alle Rückstände aus der Aufnahme zur Befestigung. Verwenden Sie gegebenenfalls eine Bürste.
-
Resin-Drucker: Lassen Sie das Zahnbogenmodell final aushärten.
-
Prüfen Sie das Zahnbogenmodell auf korrekte Geometrie.
-
Entfernen Sie die Stützstrukturen vollständig.
-
Filament-Drucker: Entfernen Sie gegebenenfalls Rückstände an den Übergängen zwischen Konturen.
Qualität des 3D-Drucks mit Prüfkörper prüfen
Die Druckeinstellungen und die resultierende Qualität sind für ein sicheres Einspannen der Rohlinge in der Maschine entscheidend. Insbesondere der sogenannte Elefantenfuß-Effekt kann die Aufnahme zur Befestigung des Rohlings beeinträchtigen. Dabei sorgt eine übermäßige Ausdehnung der zuerst gedruckten Schichten für ein verformtes Modell.
Um die Druckqualität zu prüfen und die erfolgreiche Befestigung in der Maschine sicherzustellen, können Sie einen Prüfkörper erstellen und das Einspannen testen. Der Prüfkörper steht hier für Sie bereit:
-
Drucken Sie den Prüfkörper mit den Einstellungen, die Sie normalerweise für Rohlinge verwenden.
-
Bereiten Sie den Prüfkörper so nach, wie Sie es normalerweise bei Rohlingen tun.
-
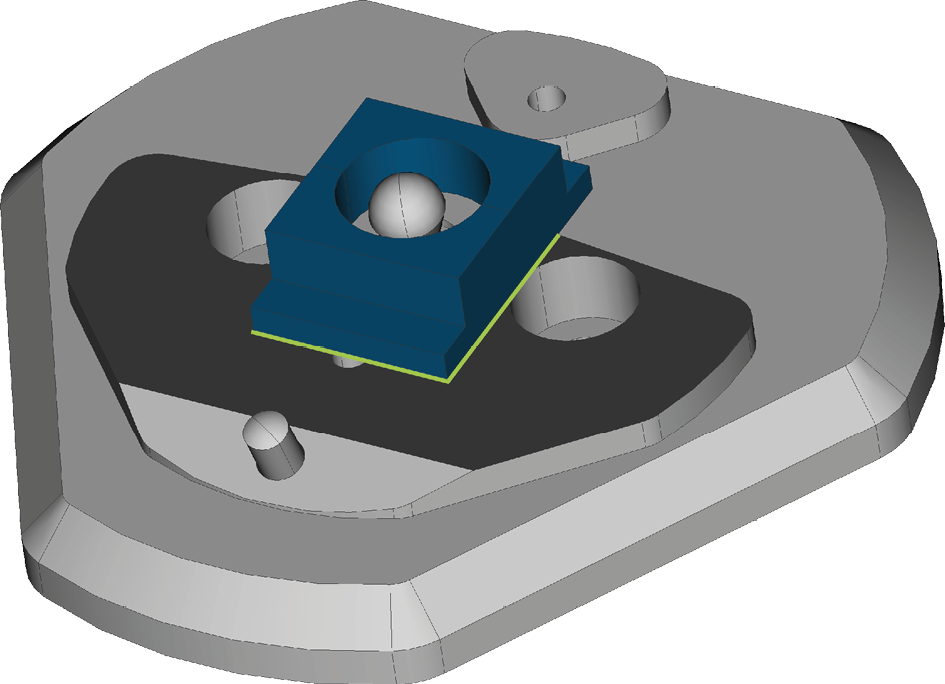
Platzieren Sie den Prüfkörper senkrecht in der Maschine:
-
Führen Sie den Prüfkörper mit dem Sockel nach unten über das Druckstück.
-
Drücken Sie den Prüfkörper auf den Rohlingshalter, bis der Sockel aufliegt.

-
-
Prüfen Sie Folgendes:
-
Es ist kein Elefantenfuß-Effekt sichtbar.
-
Der Prüfkörper lässt sich über das Druckstück schieben, bis der Sockel auf dem Rohlingshalter aufliegt.
-
Der Sockel des Prüfkörpers liegt eben auf der Auflagefläche auf.
-
Der Prüfkörper sitzt fest und wackelt nicht.
-
-
Falls notwendig: Ändern Sie die Druckeinstellungen und wiederholen Sie den Test. Kontaktieren Sie gegebenenfalls den Hersteller Ihres 3D-Druckers.
-
Verwenden Sie die ermittelten Druckeinstellungen für den Druck der Rohlinge.
Anforderungen an den fertigen Rohling
-
Stellen Sie sicher, dass der fertige Rohling die folgenden Anforderungen erfüllt. Andernfalls wird die Bearbeitung möglicherweise nicht erfolgreich sein.
-
Das Zahnbogenmodell befindet sich mittig im fertigen Rohling.

-
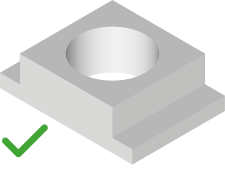
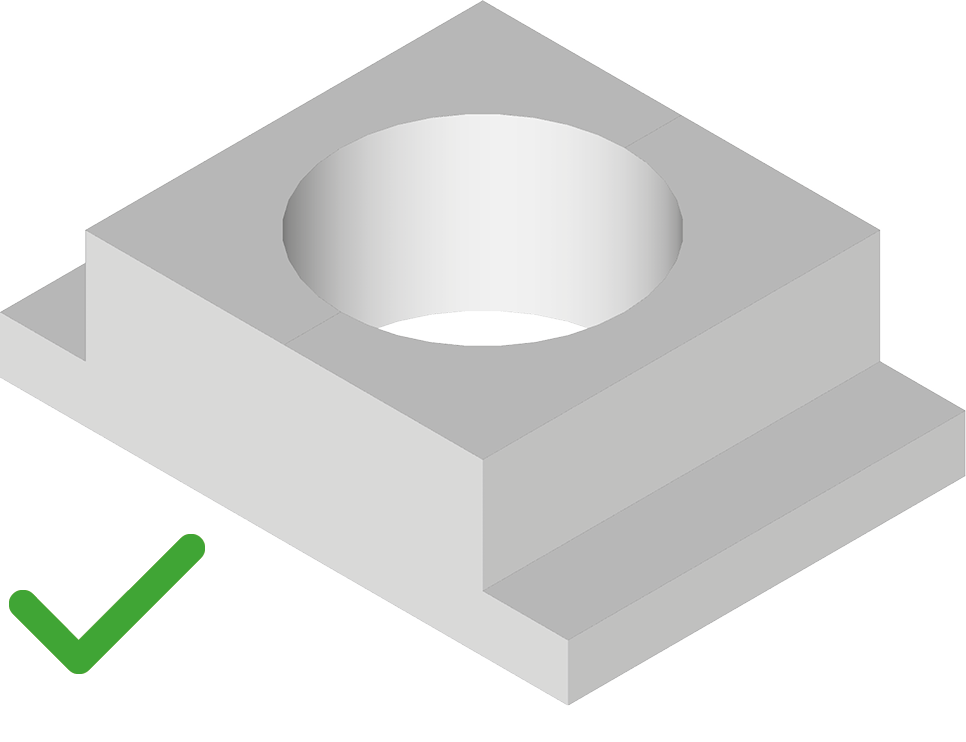
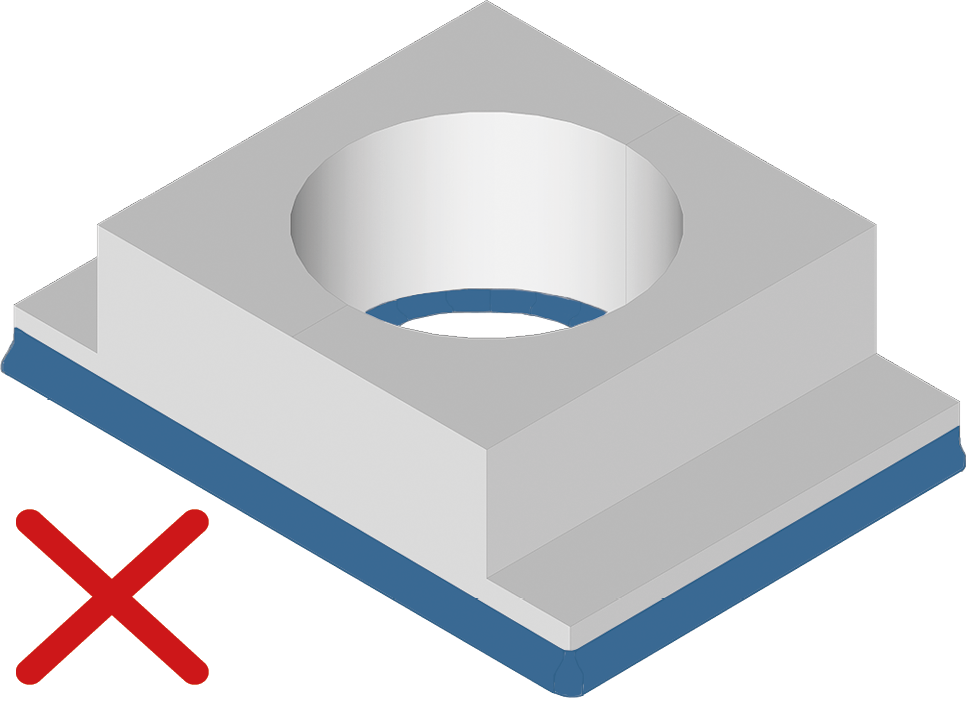
Die Aufnahme zur Befestigung ist korrekt ausgebildet und symmetrisch.

Korrekte Aufnahme zur Befestigung

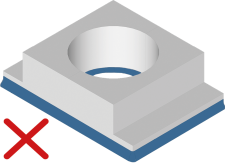
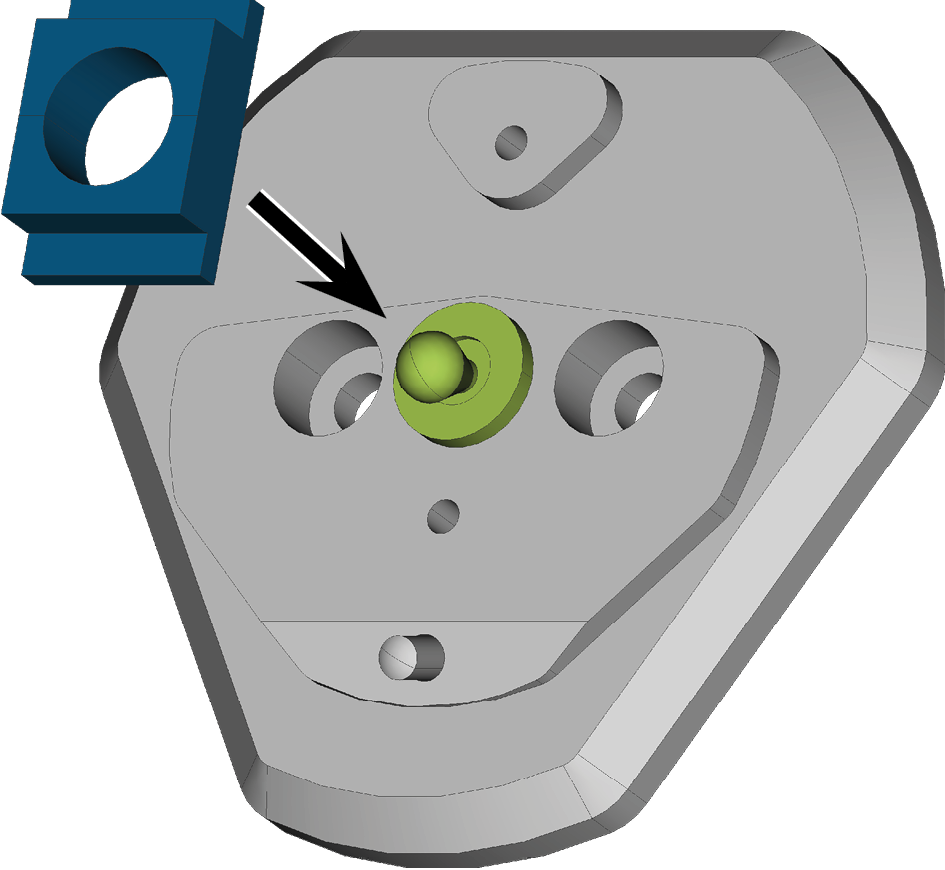
Asymmetrische Aufnahme zur Befestigung

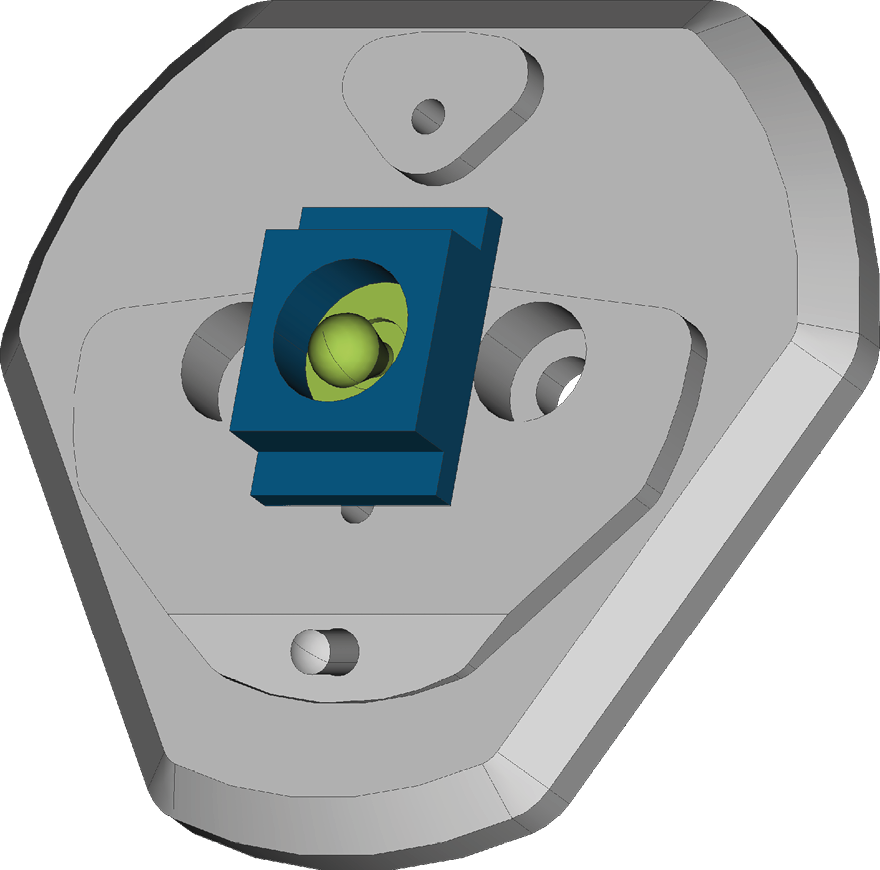
Aufnahme mit zu kleinen / unzugänglichen Aussparungen
Falls Fehler vorliegen, sollten Sie prüfen, ob diese bereits in der STL-Datei von trimcam enthalten sind, oder ob die Fehler während dem 3D-Druck entstanden sind.
-
Der Rohling ist an der Unterseite frei von Unebenheiten, die Aufnahme zur Befestigung ist frei von Rückständen.
-
Beim Einspannen in die Maschine rastet der Rohling fest auf dem Rohlingshalter ein und lässt sich nicht mehr bewegen.