Maschine mit Kalibrierkörpern kalibrieren
Allgemeine Informationen zur Kalibrierung
Wenn die Fertigungsergebnisse nicht länger zufriedenstellend sind, kann eine Kalibrierung sie verbessern. Bei einer Kalibrierung fräsen und vermessen Sie spezielle Prüf- und Kalibrierkörper.
Verschlechterung der Fertigungsergebnisse durch fehlerhafte Kalibrierung
Die Maschine wird im kalibrierten Zustand geliefert. Solange Ihre Fertigungsergebnisse einwandfrei sind, ist eine erneute Kalibrierung nicht notwendig. Eine Kalibrierung ist zeitaufwändig und verschlechtert bei falscher Durchführung die Fertigungsergebnisse.
- Versuchen Sie bei ungenauen Fertigungsergebnissen zuerst die Fertigungsbedingungen anzupassen: Überprüfen Sie die Fixierung und Qualität des Rohlings und den Zustand des Werkzeugs.
- Bevor Sie die Maschine neu kalibrieren, kontaktieren Sie Ihren Kundendienst.
- Nehmen Sie die Messung und Dateneingabe bei der Kalibrierung sehr sorgfältig vor. Brechen Sie die Kalibrierung im Zweifelsfall ab.
-
Öffnen Sie die dentalcnc-Programmeinstellungen mit dem folgenden Symbol in der Hauptsymbolleiste:

-
Öffnen Sie die Ansicht Maschinenwartung mit dem folgenden Symbol in der Symbolleiste:

![]()
Die Ansicht Maschinenwartung; Symbole zum Kalibrieren der Maschine orange markiert
Unterschied zwischen Prüfkörpern und Kalibrierkörpern
Prüfkörper und Kalibrierkörper erstellen Sie aus Kalibrierrohlingen. Prüfkörper und Kalibrierkörper unterscheiden sich in der Funktion:
-
Mit Prüfkörpern prüfen Sie, ob die Maschine kalibriert werden muss.
-
Mit Kalibrierkörpern kalibrieren Sie die Maschine.
Kalibrier-Workflow:
-
Halten Sie das Kalibrier-Set bereit
Das Set wurde mit Ihrer Maschine geliefert.
-
Fertigen und vermessen Sie einen Prüfkörper
Wenn die Messwerte innerhalb der Toleranz liegen, ist Ihre Maschinenmechanik genau und Sie müssen die Maschine nicht kalibrieren. Wenn sie außerhalb der Toleranz liegen, fahren Sie mit der Kalibrierung der Maschine fort.
-
Fertigen und vermessen Sie einen Kalibrierkörper und geben Sie die Messwerte in dentalcnc ein
Diese Daten werden verwendet, um die erforderliche Kalibrierung zu berechnen.
-
Prüfen Sie mit einem anderen Prüfkörper, ob die Kalibrierung erfolgreich war
Stellen Sie sicher, dass die Kalibrierung die Bearbeitungsergebnisse verbessert hat.
Messgeräte für Prüf- und Kalibrierkörper
Um den Kalibrier- oder Prüfkörper zu vermessen, müssen Sie eine Bügelmessschraube verwenden.
-
Verwenden Sie niemals ein alltägliches Messinstrument wie ein Lineal oder einen Messschieber für das Vermessen von Kalibrier- oder Prüfkörpern. Diese Instrumente sind zu ungenau für die Aufgabe.
ACHTUNG! Maschinenausfälle und schlechte Fertigungsergebnisse durch fehlerhafte Messwerte
Werkzeuge für das Fräsen von Kalibrier- und Prüfkörpern
| Maschine | Werkzeug |
|---|---|
|
E3 |
P300-R2-60 |
|
E4 |
P250-F1-40-T P200-R1-40 |
|
E5 |
P250-F1-40-T P200-R1-40 |
|
K5, K5+ R5 S1, S2, S5 |
P200-R1-40 |
|
K4 edition N4, N4+ |
P200-R1-35 |
|
Z4 |
P200-R1-35 |
Schritt 1: Bei E5-Maschinen Kalibrierung vorbereiten
-
Prüfen Sie die Seriennummer der Maschine.
Per Typenschild: Typenschild und Seriennummer
Per dentalcnc: Seriennummer der Maschine, Produktschlüssel und Seriennummer der Steuereinheit
-
Seriennummer ≤ E5ID5…:
-
Schalten Sie die Maschine für mindestens 2 Stunden aus.
-
Für beste Ergebnisse sorgen Sie für eine Umgebungstemperatur von 18 – 25 °C.
-
Schritt 2: Halten Sie das Kalibrier-Set bereit
Sie haben mit Ihrer Maschine ein Kalibrier-Set mit folgenden Komponenten erhalten:
- Kalibrierrohlinge
- Ein Werkzeug, um Kalibrier- und Prüfkörper zu fertigen
- Eine Bügelmessschraube zum Vermessen der Kalibrier- und Prüfkörper
Schauen Sie sich das Video an
YouTube-Video – Beim Anzeigen dieses Videos werden persönliche Daten an YouTube, LLC, USA gesendet. Datenschutzerklärung
Schritt 3: Prüfkörper fertigen und vermessen
Schauen Sie sich das Video an

YouTube-Video – Beim Anzeigen dieses Videos werden persönliche Daten an YouTube, LLC, USA gesendet. Datenschutzerklärung
Prüfkörper fertigen
-
Wählen Sie in der Ansicht Maschinenwartung das folgende Symbol in der linken Spalte:

-
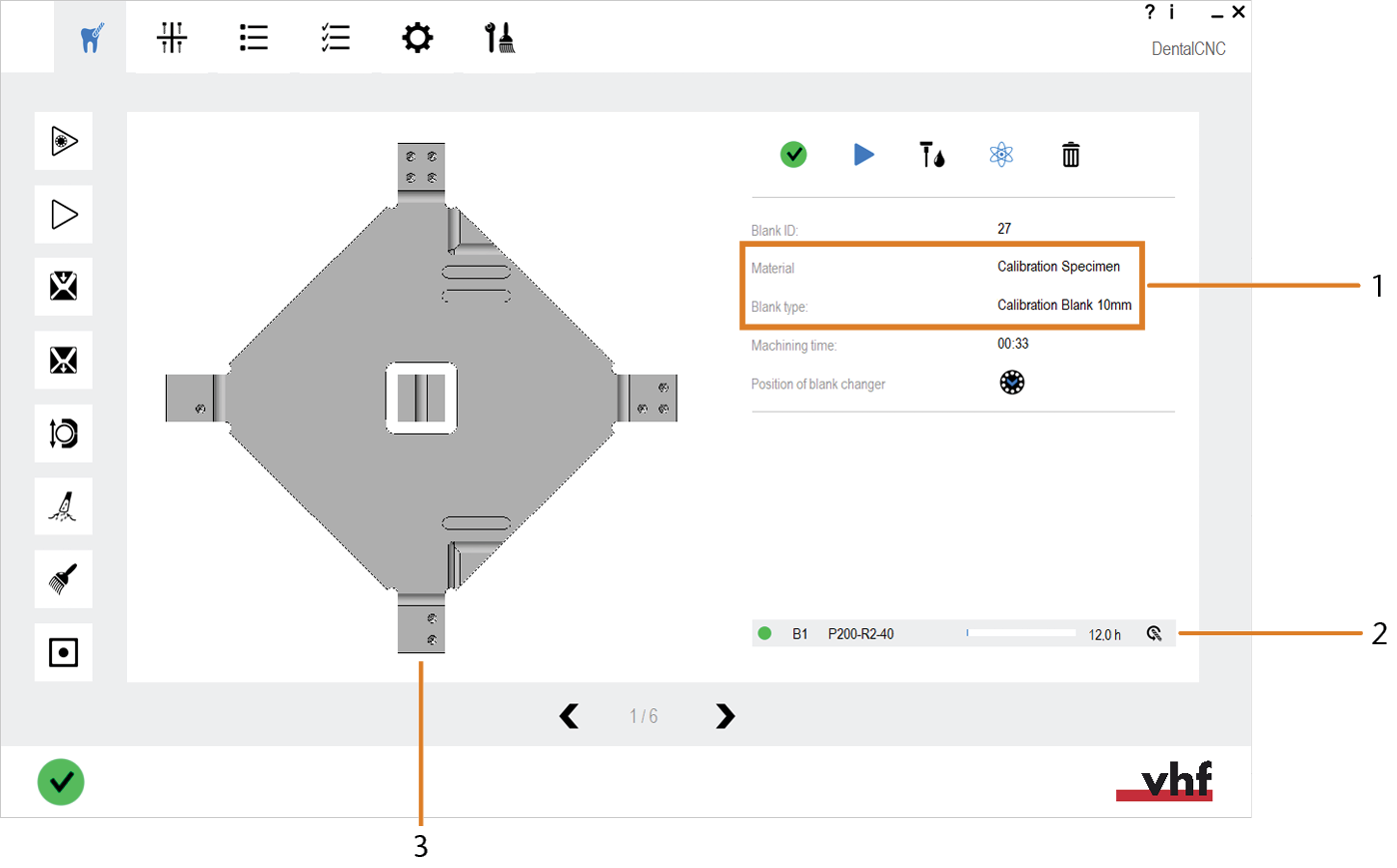
dentalcnc öffnet die Bearbeitungsansicht und fügt der Auftragsliste einen Auftrag für den Prüfkörper hinzu.
-
Wählen Sie den in Schritt 1 angelegten Auftrag aus.
- Die Auftragsdetails werden angezeigt.
- Beschriftungen zur Kennzeichnung des Körpers
- Benötigtes Werkzeug zum Fräsen des Körpers
- Vorschau des gefrästen Körpers
-
Laden Sie den Rohling in den Arbeitsraum oder spannen Sie ihn ein.
R5: Spannen Sie den Rohling direkt in den Arbeitsraum ein.
-
Setzen Sie das Kalibrierwerkzeug in das Werkzeugmagazin Ihrer Maschine und in das virtuelle Werkzeugmagazin von dentalcnc ein.
-
Fertigen Sie den Auftrag wie jeden anderen Auftrag.
-
Entfernen Sie den Prüfkörper aus der Maschine.
Aufträge für Kalibrier- und Prüfkörper legen Sie direkt in dentalcnc an und nicht mit dentalcam.
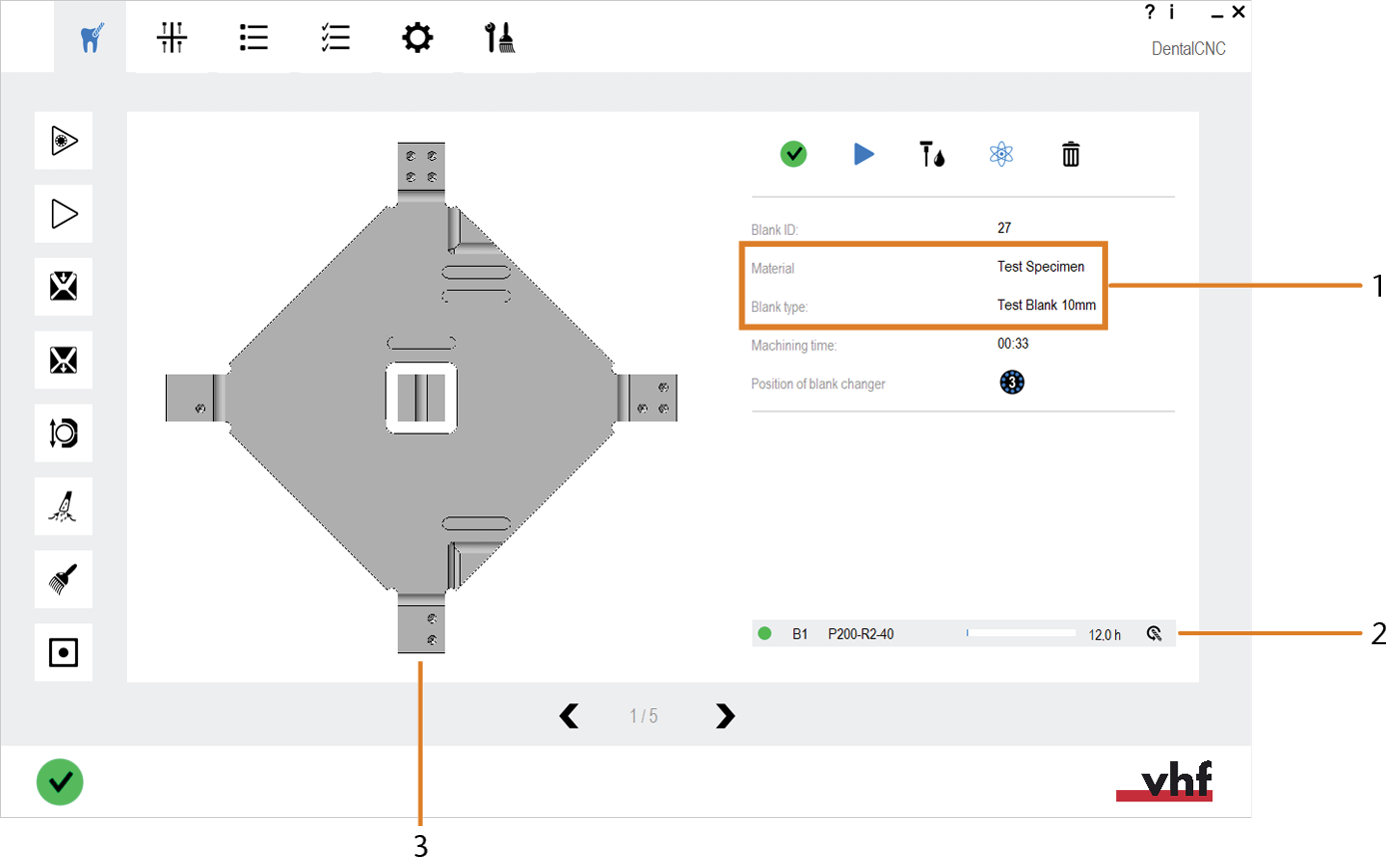
Angezeigte Werte und Grafiken beispielhaft
Prüfkörper vermessen
Abhängig vom maschinenspezifischen Körper gibt es folgende Messpunkte:
-
Würfel
-
Dreiecke
-
Blöcke
Die meisten Messpunkte auf dem Körper sind mit Symbolen markiert:
- Kreise (in diesem Dokument dargestellt als ●)
- Balken (in diesem Dokument dargestellt als |)
- Buchstaben, Zahlen (z. B. A, Z1)
Der Würfel in der Mitte der meisten Körper ist der Messpunkt M (bezeichnet als 'Würfel M').
Bilder von Prüfkörpern aller Maschinen
Prüfkörper für die E5
Prüfkörper für die S-Serie, K5, K5+
Prüfkörper für die K4 edition, R5
Prüf- und Kalibrierkörper für die N4, N4+
Prüf- und Kalibrierkörper für die Z4
Prüf- und Kalibrierkörper für die E4
Prüf- und Kalibrierkörper für die E3
-
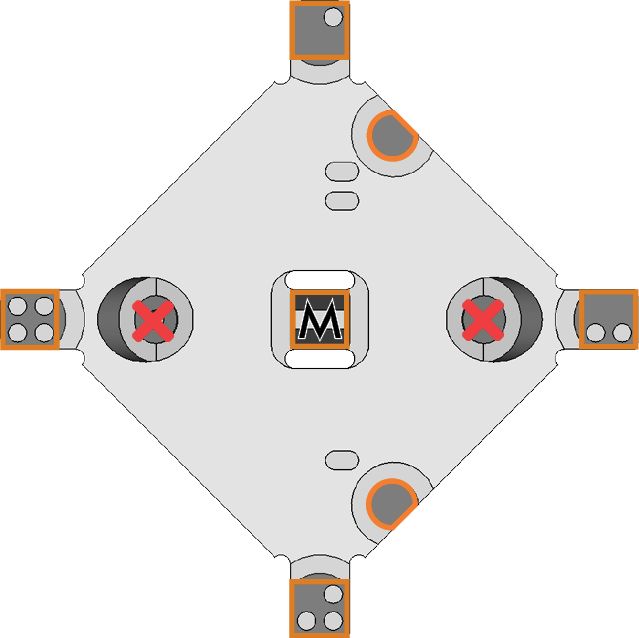
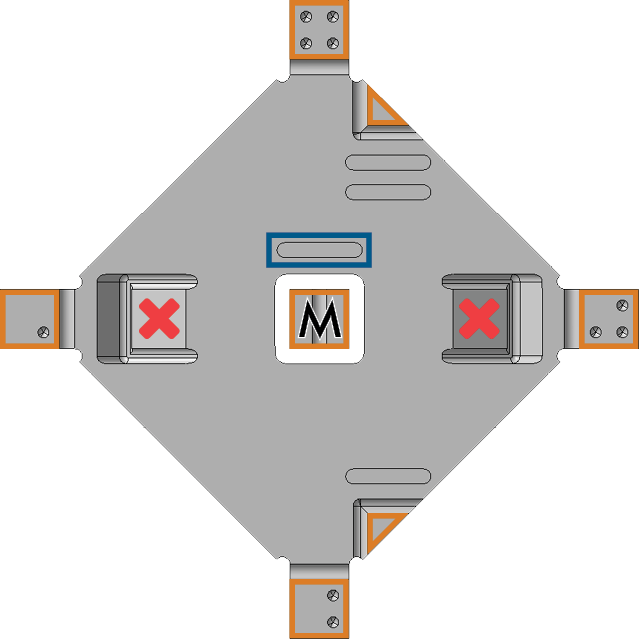
Orange Markierungen, Pfeile: Messpunkte
-
Blaue Markierung: Markierung auf dem Körper, die einen Prüfkörper kennzeichnet (nicht bei allen Maschinen)
-
Rote Kreuze: Punkte, die beim Messen eines Prüfkörpers ignoriert werden können
Vorgehen
-
Entfernen Sie den Prüfkörper aus der Maschine.
-
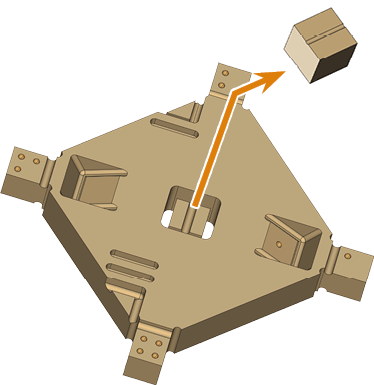
Trennen Sie die Teile folgender Prüfkörper wie gezeigt:
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel vom Prüf- oder Kalibrierkörper.
-
(Empfohlen) Legen Sie die Einzelteile des Körpers auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Prüfen Sie, ob der Nullpunkt der Bügelmessschraube richtig eingestellt ist.
-
Vermessen Sie die Messpunkte des maschinenspezifischen Körpers:
-
Tragen Sie die Messwerte in die maschinenspezifische Prüftabelle unter Schritt 7 ein.
Alternative: Notieren Sie alle Messwerte auf einem Stück Papier.
-
(Empfohlen) Beschriften Sie den Körper mit einem Namen und Datum (z. B. „
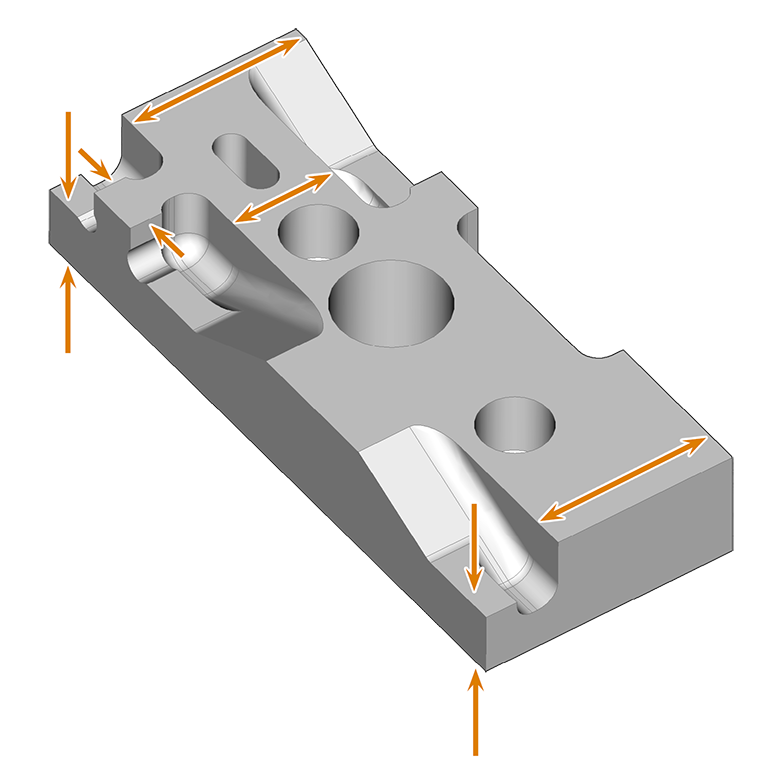
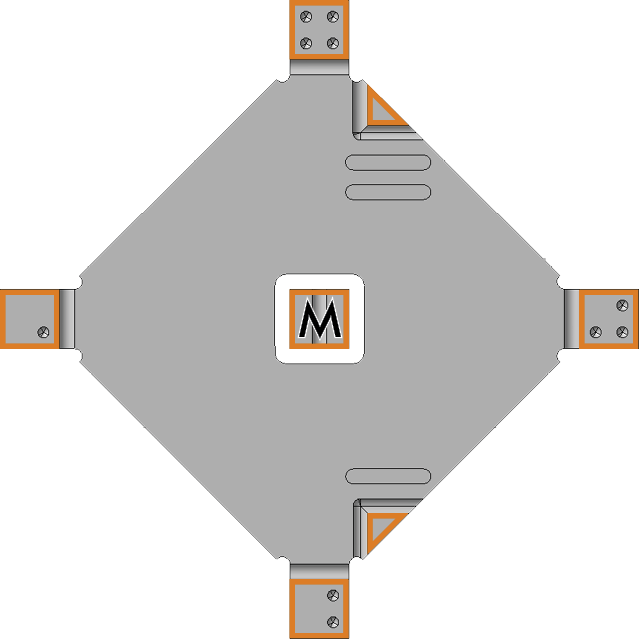
Die Messpunkte der maschinenspezifischen Körper:
-
-
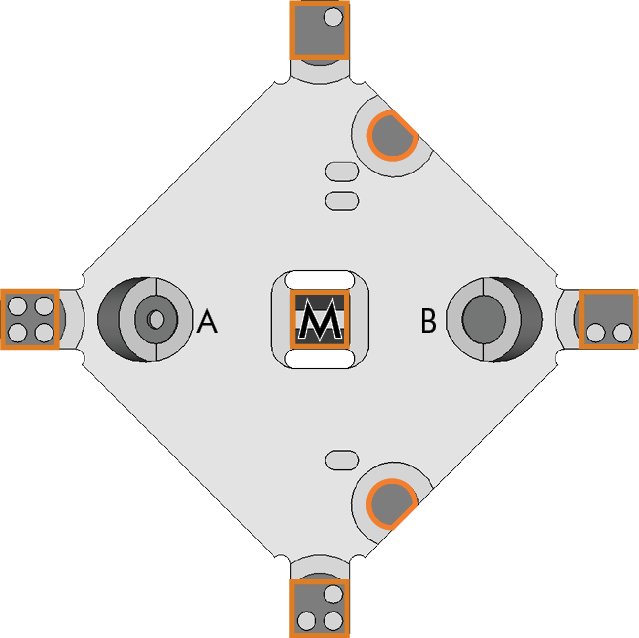
Ignorieren Sie die schrägen Flächen (A, B), da sie nur zur Kalibrierung benötigt werden.
-
Messen Sie die Breite und die Höhe der Messpunkte, die mit Kreisen beschriftet sind.
-
Messen Sie die Höhe der Messpunkte, die mit Balken beschriftet sind.
-
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
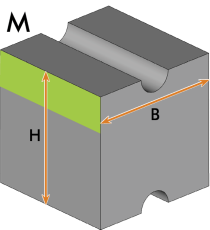
-
Messen Sie die Breite und die Höhe der Messpunkte, die mit Kreisen beschriftet sind.
-
Messen Sie die Höhe der Messpunkte, die mit Balken beschriftet sind.
-
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
-
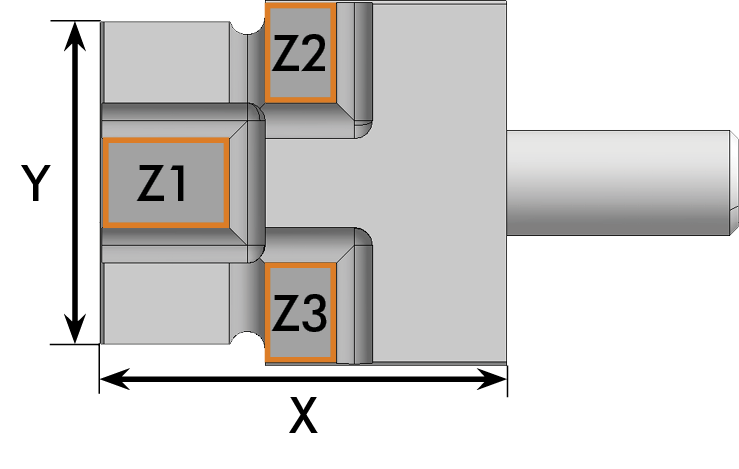
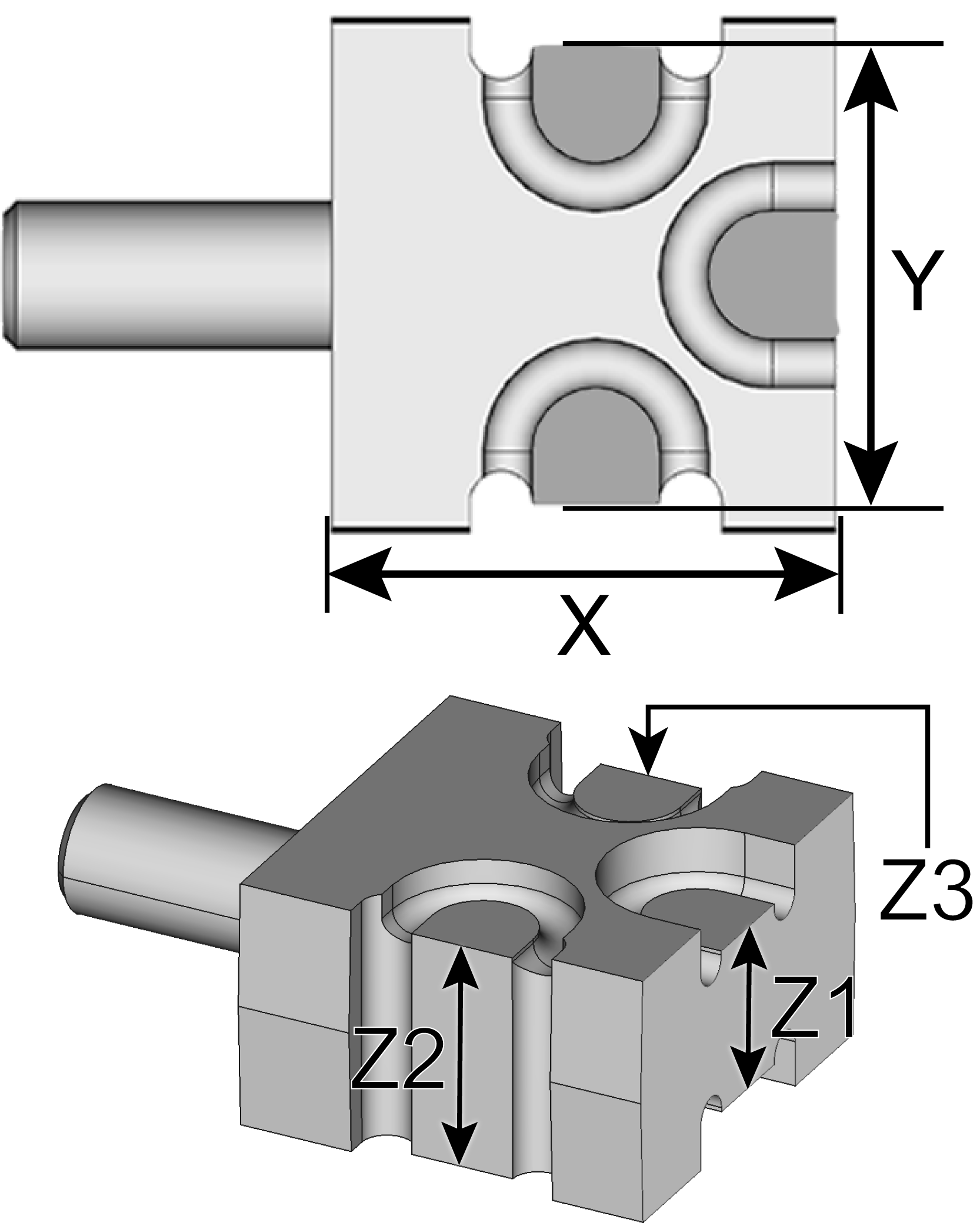
Messen Sie die Länge der Liniensegmente X und Y.
-
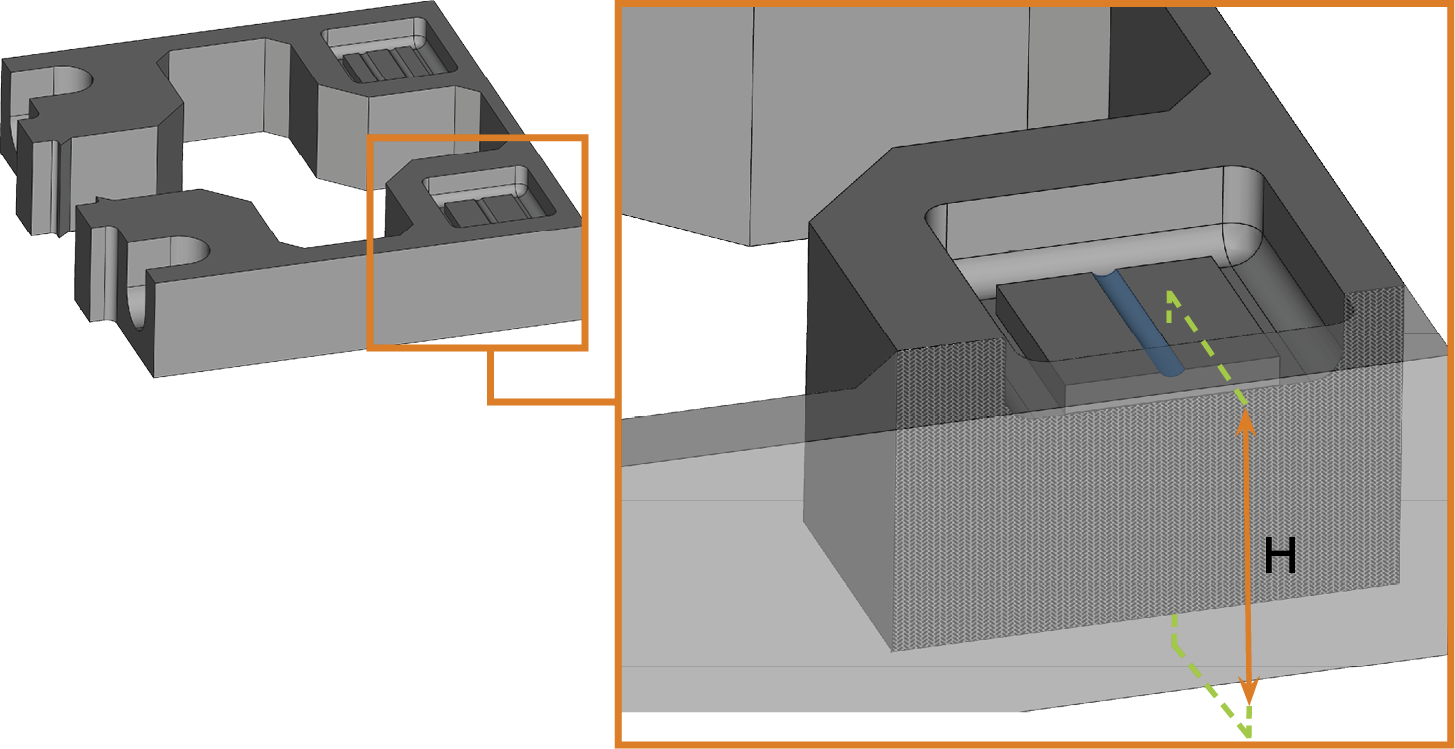
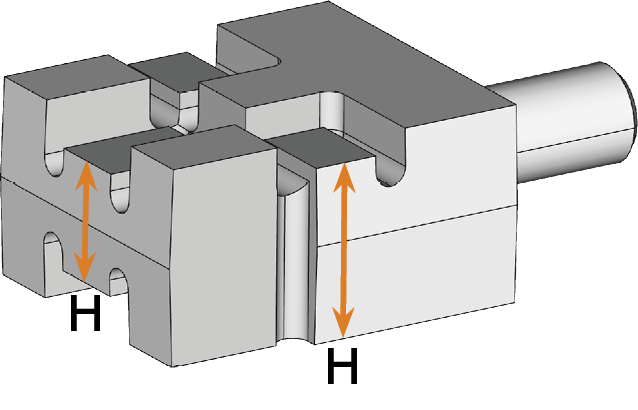
Messen Sie die Höhe von Z1, Z2, Z3.
-
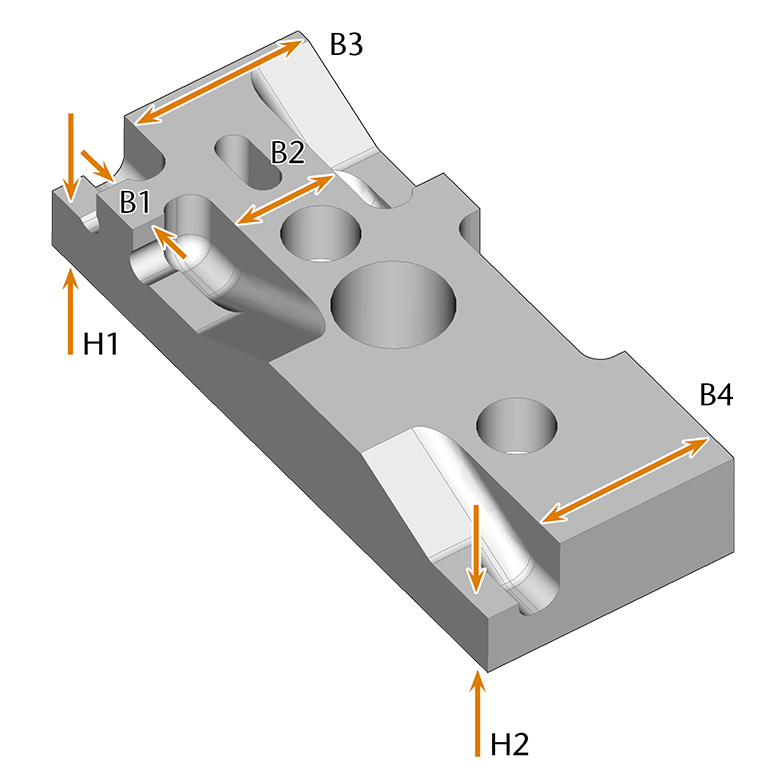
Messen Sie die Höhe der Messpunkte, die mit H beginnen.
-
Messen Sie die Breite der Messpunkte, die mit B beginnen.
-
Prüfen Sie, ob Sie die Maschine kalibrieren müssen, indem Sie die Messwerte mit den Werten in der maschinenspezifischen Tabelle vergleichen.
Verwenden Sie optional und zusätzlich zur manuellen Prüfung das maschinenspezifische interaktive Formular.
-
Wenn alle Messwerte innerhalb des Toleranzbereichs liegen, ist eine Kalibrierung nicht notwendig. Ansonsten fertigen und vermessen Sie als nächstes einen Kalibrierkörper.
E5, K4 edition, K5, K5+, R5, S1, S2, S5
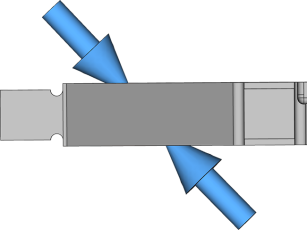
Balken, die das Dreieck beschriften, blau markiert
ACHTUNG! Falsche Messergebnisse, wenn Sie die Bügelmessschraube falsch am Würfel M ansetzen
N4, N4+
Höhe eines Würfels messen, der mit einem Balken (blau markiert) beschriftet ist
ACHTUNG! Falsche Messergebnisse, wenn Sie beim Messen der Breite die Bügelmessschraube unten am Würfel M ansetzen
E4, Z4
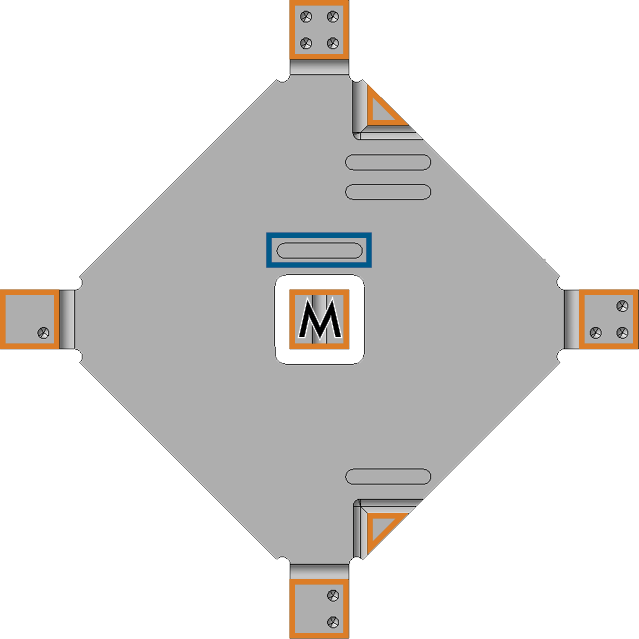
Der Prüf- und Kalibrierkörper der Z4
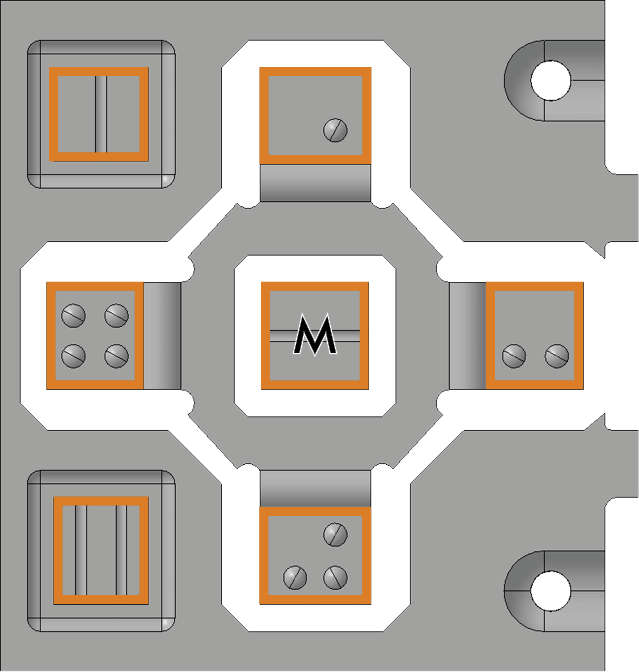
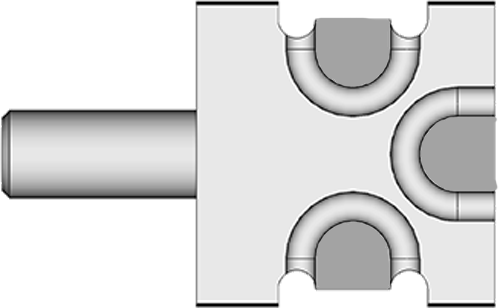
Der Prüf- und Kalibrierkörper der E4
Z4: Höhe von Z1 (linker Pfeil) und Z3 (rechter Pfeil) messen; Z2 analog zu Z3
E4
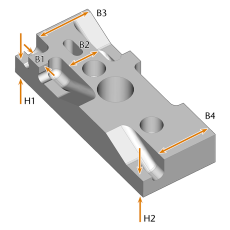
E3
E5, K4 edition, K5, K5+, R5, S1, S2, S5
Die Flächen A und B werden nur zur Kalibrierung verwendet
| Messposition | Breite | Höhe |
|---|---|---|
|
Würfel ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Dreieck | und Dreieck || |
– |
Unterschied max. 0,1 mm |
Beispiel: Die Werte „Dreieck | 7,151 mm“ und „Dreieck || 7,195 mm” unterscheiden sich um weniger als 0,1 mm (Differenz: 0,044 mm) und liegen daher innerhalb der Toleranz.
Die Werte „Dreieck | 6.845 mm“ und „Dreieck || 6,946 mm” unterscheiden sich um mehr als 0,1 mm (Differenz: 0,101 mm) und liegen daher außerhalb der Toleranz.
N4, N4+
| Messposition | Breite | Höhe |
|---|---|---|
|
Würfel ● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel ●●●● |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Würfel M |
7,95 mm – 8,05 mm |
7,95 mm – 8,05 mm |
|
Block | und Block || |
Unterschied max. 0,1 mm |
|
Beispiel: Die Werte „Block | 7,151 mm“ und „Block || 7,195 mm” unterscheiden sich um weniger als 0,1 mm (Differenz: 0,044 mm) und liegen daher innerhalb der Toleranz.
Die Werte „Block | 6.845 mm“ und „Block || 6,946 mm” unterscheiden sich um mehr als 0,1 mm (Differenz: 0,101 mm) und liegen daher außerhalb der Toleranz.
E4, Z4
| Messposition | Wert |
|---|---|
|
X |
19,95 mm – 20,05 mm |
|
Y |
17,95 mm – 18,05 mm |
|
Z1 |
7,95 mm – 8,05 mm |
|
Z2 und Z3 |
Unterschied max. 0,1 mm |
E3
| Messposition | Wert |
|---|---|
|
H1 |
5,85 mm – 6,15 mm |
|
H2 |
5,85 mm – 6,15 mm |
|
B1 |
4,92 mm – 5,08 mm |
|
B2 |
9,92 mm – 10,08 mm |
|
B3 und B4 |
Unterschied: max. 0,2 mm |
Schritt 4: Kalibrierkörper fertigen, vermessen und Messwerte in dentalcnc eingeben
Schauen Sie sich das Video an
YouTube-Video – Beim Anzeigen dieses Videos werden persönliche Daten an YouTube, LLC, USA gesendet. Datenschutzerklärung
Kalibrierkörper fertigen
Wählen Sie in der Ansicht Maschinenwartung das folgende Symbol in der linken Spalte: ![]()
-
dentalcnc öffnet die Bearbeitungsansicht und fügt der Auftragsliste einen Auftrag für den Kalibrierkörper hinzu.
Wählen Sie den in Schritt 1 angelegten Auftrag aus.
- Die Auftragsdetails werden angezeigt.
Angezeigte Werte und Grafiken beispielhaft
- Beschriftungen zur Kennzeichnung des Körpers
- Benötigtes Werkzeug zum Fräsen des Körpers
- Vorschau des gefrästen Körpers
Laden Sie den Rohling in den Arbeitsraum oder spannen Sie ihn ein.
R5: Spannen Sie den Rohling direkt in den Arbeitsraum ein.
Setzen Sie das Kalibrierwerkzeug in das Werkzeugmagazin Ihrer Maschine und in das virtuelle Werkzeugmagazin von dentalcnc ein.
Fertigen Sie den Auftrag wie jeden anderen Auftrag.
-
Das Fenster zum Eingeben der Messwerte öffnet sich.
Entfernen Sie den Kalibrierkörper aus der Maschine.
Kalibrierkörper vermessen
Abhängig vom maschinenspezifischen Körper gibt es folgende Messpunkte:
-
Würfel
-
Dreiecke
-
Blöcke
Die meisten Messpunkte auf dem Körper sind mit Symbolen markiert:
- Kreise (in diesem Dokument dargestellt als ●)
- Balken (in diesem Dokument dargestellt als |)
- Buchstaben, Zahlen (z. B. A, Z1)
Der Würfel in der Mitte der meisten Körper ist der Messpunkt M (bezeichnet als 'Würfel M').
Bilder von Kalibrierkörpern aller Maschinen
Kalibrierkörper für die E5
Kalibrierkörper für die S-Serie, K5, K5+
Kalibrierkörper für die K4 edition, R5
Prüf- und Kalibrierkörper für die N4, N4+
Prüf- und Kalibrierkörper für die Z4
Prüf- und Kalibrierkörper für die E4
Prüf- und Kalibrierkörper für die E3
-
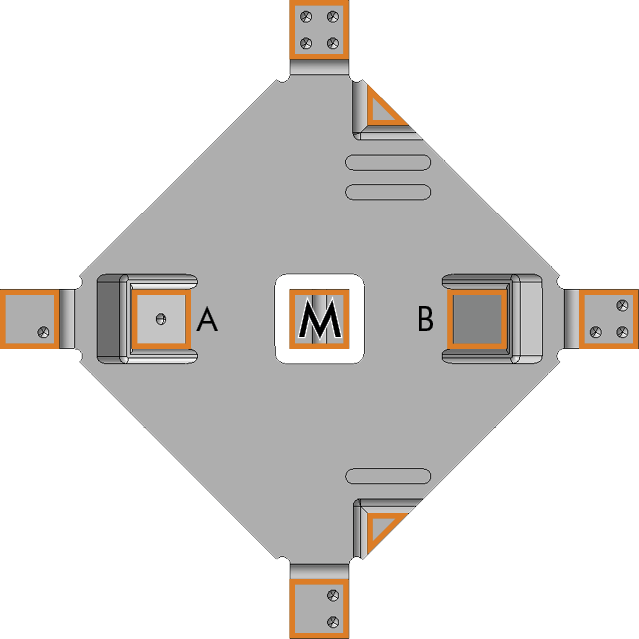
Orange Markierungen, Pfeile: Messpunkte
-
A, B: Messung nur unter bestimmten Bedingungen (siehe Anweisungen unten)
Vorgehen
-
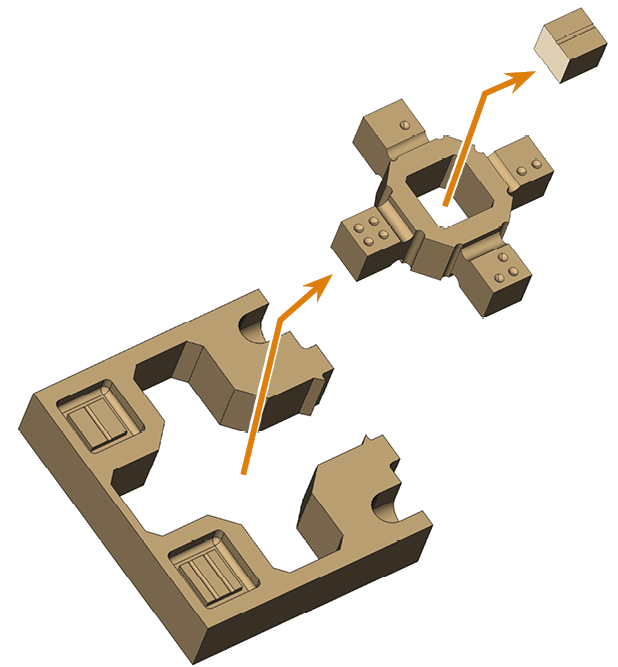
Entfernen Sie den Kalibrierkörper aus der Maschine.
-
Trennen Sie die Teile folgender Kalibrierkörper wie gezeigt:
-
Für korrekte Messergebnisse entfernen Sie alle Bearbeitungsrückstände mit einem Pinsel vom Prüf- oder Kalibrierkörper.
-
(Empfohlen) Legen Sie die Einzelteile des Körpers auf eine flache Oberfläche, sodass Sie die Bügelmessschraube mit beiden Händen bedienen können.
-
Prüfen Sie, ob der Nullpunkt der Bügelmessschraube richtig eingestellt ist.
-
Vermessen Sie die Messpunkte des maschinenspezifischen Körpers:
-
Tragen Sie die Werte direkt in dentalcnc ein.
-
(Empfohlen) Beschriften Sie den Körper mit einem Namen und Datum (z. B. „
Die Messpunkte der maschinenspezifischen Körper:
-
-
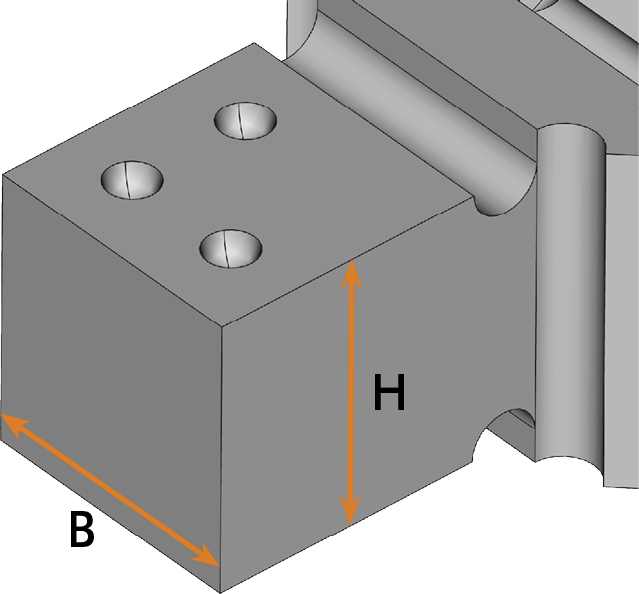
Messen Sie die Breite und die Höhe der Messpunkte, die mit Kreisen beschriftet sind.
-
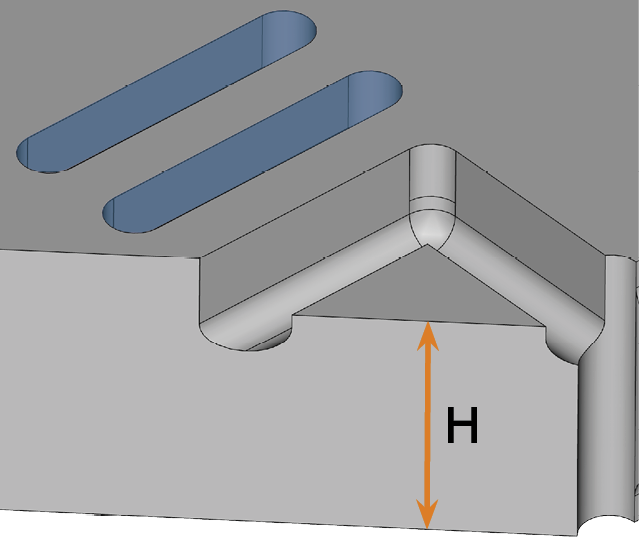
Messen Sie die Höhe der Messpunkte, die mit Balken beschriftet sind.
-
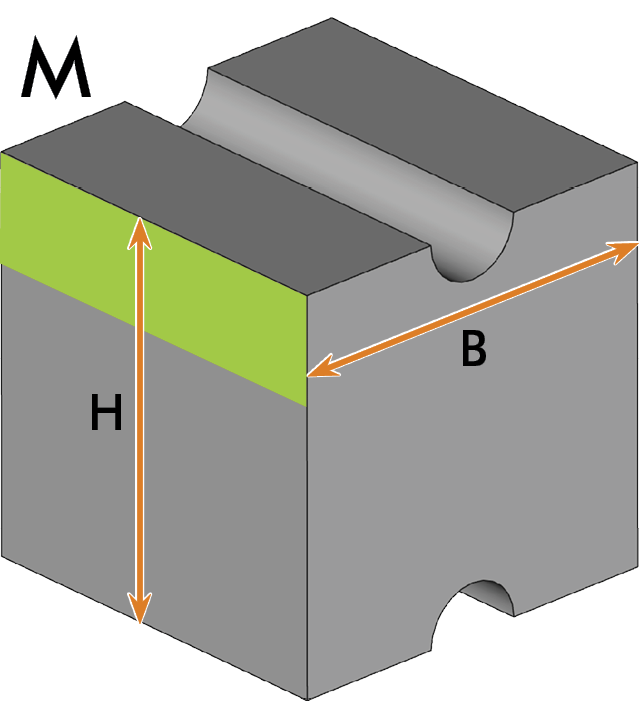
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
-
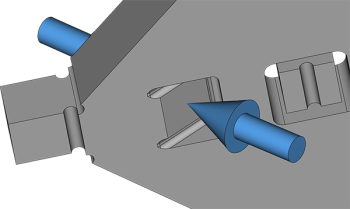
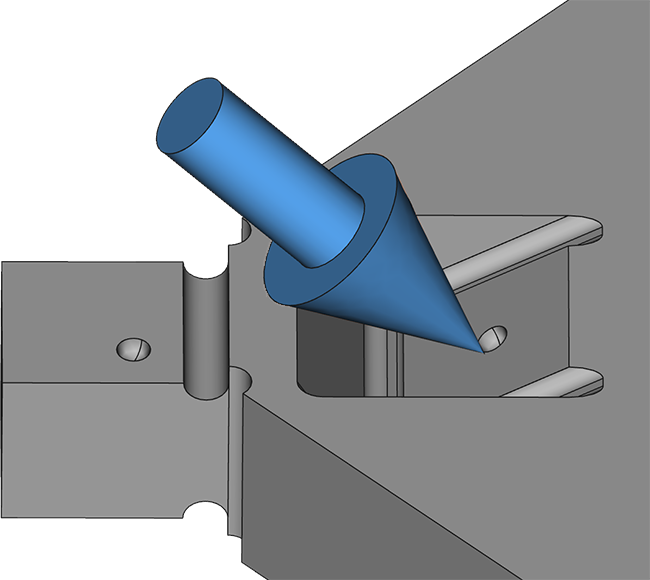
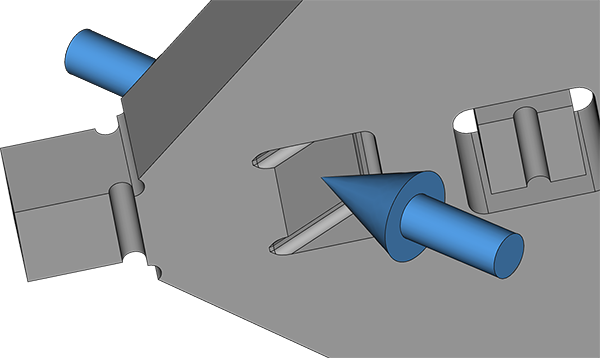
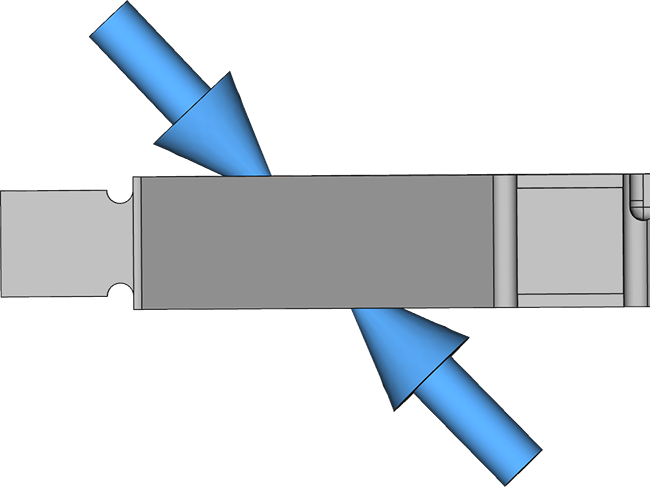
(K5, K5+, S1, S2, S5) Messen Sie den Abstand zwischen den gegenüberliegenden Schrägflächen:
Es gibt 2 Paare dieser Oberfläche (A, B), die Sie messen müssen.
-
Die Schrägfläche A ist auf der Oberseite des Kalibrierkörpers mit einem Punkt gekennzeichnet.
-
Die Schrägfläche B ist nicht gekennzeichnet.
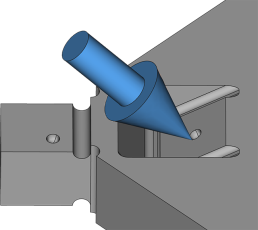
Schrägfläche A mit Punkt auf der Oberseite
-
-
Messen Sie die Breite und die Höhe der Messpunkte, die mit Kreisen beschriftet sind.
-
Messen Sie die Höhe der Messpunkte, die mit Balken beschriftet sind.
-
Messen Sie die Breite und die Höhe des Würfels M.
- Vermessen Sie Höhe und Breite wie in der folgenden Abbildung gezeigt.
-
Setzen Sie beim Messen der Breite die Bügelmessschraube am oberen Bereich des Würfels an (grün markierter Bereich).
-
Messen Sie die Länge der Liniensegmente X und Y.
-
Messen Sie die Höhe von Z1, Z2, Z3.
-
Messen Sie die Höhe der Messpunkte, die mit H beginnen.
-
Messen Sie die Breite der Messpunkte, die mit B beginnen.
-
Fahren Sie mit der Eingabe der Messwerte in dentalcnc fort.
E5, K4 edition, K5, K5+, R5, S1, S2, S5
Balken, die das Dreieck beschriften, blau markiert
ACHTUNG! Falsche Messergebnisse, wenn Sie die Bügelmessschraube falsch am Würfel M ansetzen
N4, N4+
Höhe eines Würfels messen, der mit einem Balken (blau markiert) beschriftet ist
ACHTUNG! Falsche Messergebnisse, wenn Sie beim Messen der Breite die Bügelmessschraube unten am Würfel M ansetzen
E4, Z4
Der Prüf- und Kalibrierkörper der Z4
Der Prüf- und Kalibrierkörper der E4
Z4: Höhe von Z1 (linker Pfeil) und Z3 (rechter Pfeil) messen; Z2 analog zu Z3
E4
E3
Messwerte des Kalibrierkörpers in dentalcnc eingeben
-
ACHTUNG! Geben Sie niemals Messwerte eines Prüfkörpers in dentalcnc ein. Dies führt zu einer fehlerhaften Kalibrierung und unpräzisen Fertigungsergebnissen.
Kalibrierwerte eingeben (S-Serie, K5, K5+)
Kalibrierwerte eingeben (K4 edition, R5)
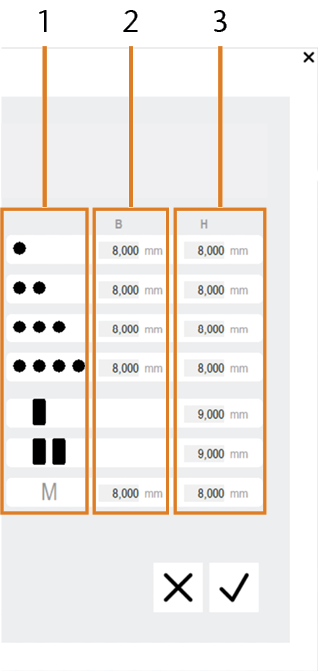
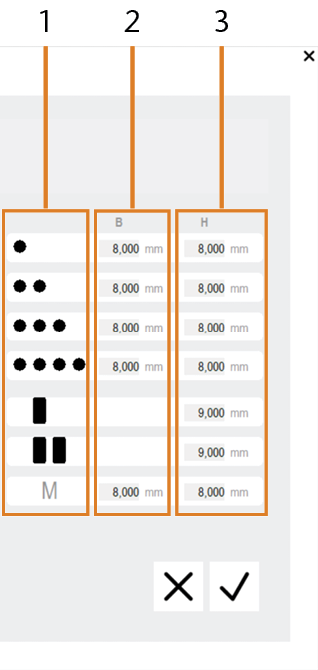
Kalibrierwerte eingeben (N4, N4+)
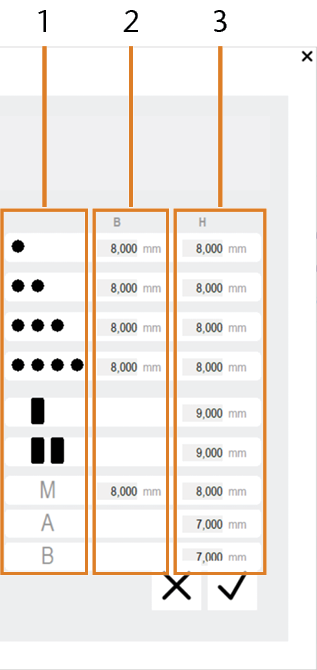
-
Symbole für Messpunkte
-
Eingabefelder für die Breite des Messpunkts
-
Eingabefelder für die Höhe des Messpunkts
Symbole für Messpunkte

Kreise

Balken

Würfel M

Messpunkte mit Buchstaben und Zahlen beschriftet
- Geben Sie die Messwerte des Kalibrierkörpers ein:
- Geben Sie die Höhe der Messpunkte Z1, Z2 und Z3 ein.
- Geben Sie die Länge des Liniensegments X, Y ein.
- Geben Sie die Höhe und Breite aller Messpunkte ein, die mit Kreisen beschriftet sind.
- Geben Sie die Höhe aller Messpunkte ein, die mit Balken beschriftet sind.
- Geben Sie die Höhe und Breite des Würfels M ein.
- S1, S2, S5, K5, K5+: Wenn ein neuer Y-Endschalter oder Kugelgewindetrieb eingebaut wurde, geben Sie die Höhenwerte der schrägen Flächen A, B ein.
- Um Ihre Eingaben zu bestätigen, wählen Sie das folgende Symbol:

- Das aktuelle Fenster schließt sich. Ein Dialogfenster öffnet sich.
- Bestätigen Sie die aktuelle Meldung.
E4, Z4
Andere Maschinen
Schritt 5: Kalibrierung prüfen
-
Fräsen und vermessen Sie einen Prüfkörper. Prüfen Sie, ob die Messwerte innerhalb der Toleranz liegen. Prüfkörper fertigen und vermessen
-
Wenn die Messwerte innerhalb der Toleranz liegen, war die Kalibrierung erfolgreich.